
双丝脉冲MAG 焊的焊接稳定性
2013-12-06 12:11丁雪萍杨立军
天津大学学报(自然科学与工程技术版) 2013年5期
丁雪萍,李 桓,杨立军,高 莹
(1. 天津大学天津市现代连接技术重点试验室,天津 300072;2. 天津职业技术师范大学天津市高速切削与精密加工重点实验室,天津 300222)
双丝脉冲 MAG 焊将双丝 MAG 焊和脉冲焊有机地结合起来,是一种高效优质的焊接方式,但是由于焊接过程中两电弧之间电磁场的相互干扰,存在焊接稳定性较差的问题,至今对该方面的研究较少.所谓焊接稳定性主要指焊接电弧的性能,理想的焊接电弧主要具有以下特征:稳定的熔滴过渡、恒定的电弧弧长以及无短路飞溅.电弧不稳定会造成断弧、飞溅、熔滴过渡异常等问题.另外,两电弧之间的相互作用会引起电弧电压波动,因而由弧焊电源控制的电弧弧长不稳定导致焊缝成形较差.因此保证焊接过程的稳定性对于获得良好的熔滴过渡和焊缝成形意义重大[1-5].
基于上述分析,笔者设计了前后丝沿焊接方向间距和后丝脉冲峰值电压对焊接过程稳定性影响的试验,利用LabVIEW 信号采集系统同步采集了焊接过程中焊接电流和电弧电压波形,同时利用高速摄像系统同步拍摄电弧形态和熔滴过渡情况,旨在分析电弧稳定性的影响因素,以提高双丝脉冲MAG 焊的焊接稳定性.
1 焊接系统
焊接时选用母材为Q235 低碳钢、直径为1.2,mm的H08Mn2SiA 焊丝,保护气体为80%Ar+20%CO2(体积分数),气体流量20,L/min,采用平板堆焊.试验过程中焊接电源为林肯INVERTEC V350-PRO(焊机1)和林肯INVERTECTMV300-I(焊机2).其中焊机1 只要给定预设值,即自动输出脉冲形式电流;焊机2 由于不具备此种能力,在原有的天津大学自行开发研制的脉冲协调控制器[6]基础上增加电路控制焊机2 输出具有同焊机1 同频率的脉冲模式焊接电压,并且其脉冲电压的峰值、基值均可调节.焊接过程中前丝由焊机1 控制,后丝由焊机2 控制.试验中建立焊接电流、电压采集和高速摄像采集同步系统,其中电信号采样频率为500,kHz,高速摄像拍摄频率是1,000 帧/s.整体试验设备连接情况如图1 所示.
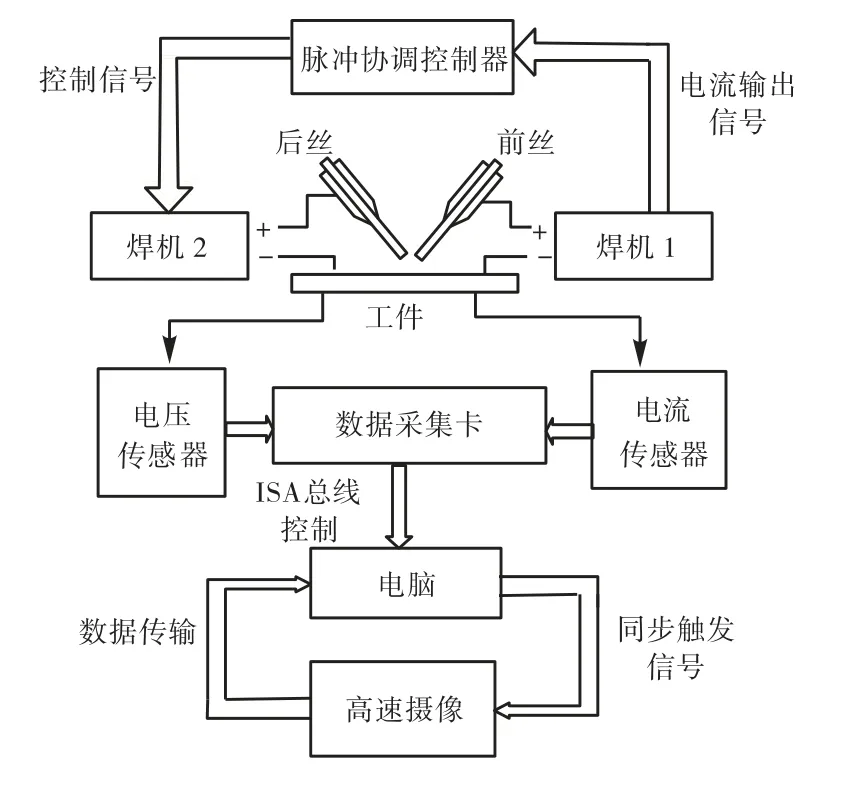
图1 试验设备连接示意Fig.1 Schematic diagram of experimental apparatus arrangements
2 试验结果与分析
2.1 双丝间距对稳定性的影响
在研究双丝沿焊接方向间距对焊接稳定性的影响试验中,设 D 为两焊丝间距,其中 D 分别为12,mm、20,mm、30,mm 的焊接参数和焊接电流波形分别如表1 和图2 所示.
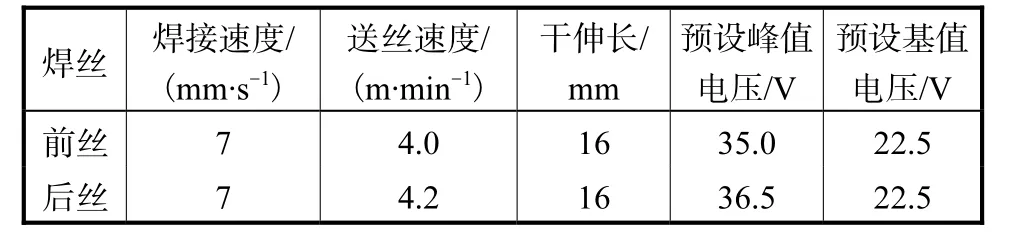
表1 焊接工艺参数Tab.1 Welding parameters
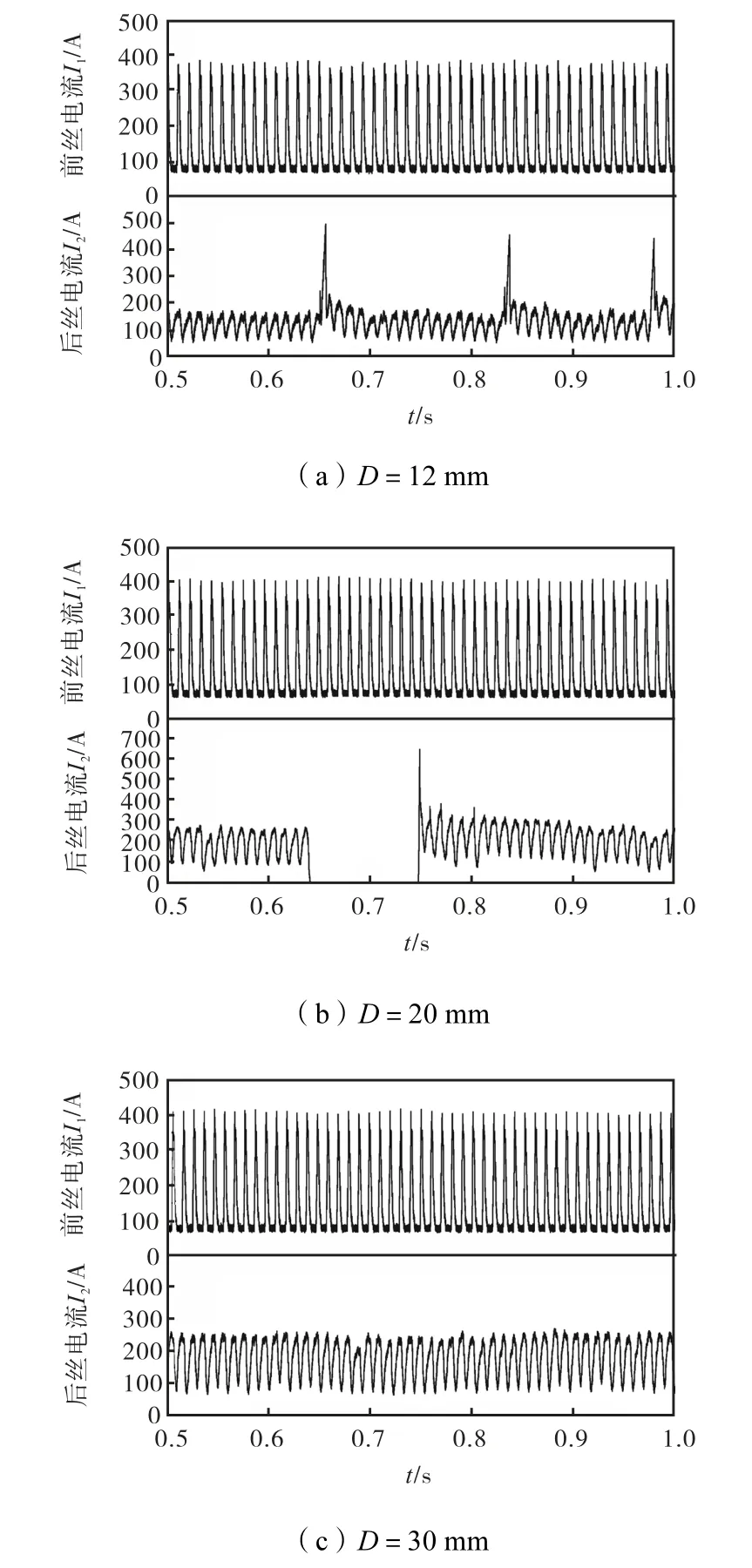
图2 不同焊丝间距的焊接电流波形Fig.2 Waveform of welding current at different twin-electrode distances
观察图2 并结合高速摄像图片和焊缝照片发现,双丝间距D=12,mm 时,在0.5,s 内出现3 次短路,熔滴过渡基本稳定,有少量的短路飞溅;D=20,mm 时,由于后丝产生断弧,在0.5,s 内断弧时间长达0.11,s,导致熔滴过渡不稳定,焊缝成形断续;D=30,mm 时,焊接电流和电弧电压波形基本无变化,熔滴过渡稳定,无短路飞溅.由图2 可知,一般都是后丝焊接电信号稳定性较差,选取后丝一个周期内电流峰值为表征参量对其进行方差(R2)分析.方差常用来衡量一组数据中随机变量和其数学期望(即均值)之间的偏离程度,方差越大,说明数据的波动越大,越不稳定.方差的定义为

式中:R2为方差;n 为数据的个数;x1,x2,…,xn为数据的值;µ 为数据平均值.
经计算可得,当双丝间距D=12,mm 时,后丝一个周期内电流峰值方差R2=77.000,13;当D=20,mm时,方差R2=129.881,5;当D=30,mm 时,方差R2=10.432,66.所以可以说明D=20,mm 时稳定性最差,而且D 越大稳定性越好.同时分别以D=12,mm、20,mm、30,mm 为间断点考察不同间距范围内电弧稳定性的差异,大致发现以下规律:双丝间距控制在12,mm 以内或30,mm 以外时,焊接稳定性较好,在20,mm 左右处焊接稳定性较差.
分析认为两电弧所受的电磁力是产生这些现象的主要原因.在双丝焊过程中,当两焊丝均垂直焊件放置时,可将两电弧近似看作两平行带电体.电弧的本质为等离子体,是带电的流体,则根据磁流体力学和焊接电弧物理理论,当两个平行电弧的电流方向相同时,相互之间产生吸引,其相互作用力如图3 所示,该力可通过洛伦兹定律推导得到,即

式中:F 为洛伦兹力;J 为电流密度矢量;B 为磁感应强度矢量[7].
结合式(2)并做相应的简化,则前丝电弧在D 处产生磁感应强度为

作用在后丝上洛伦兹力[8]为

式中:μ0为真空磁导率;IL和IT分别为前、后丝焊接电流;L 为后丝电弧弧长.

图3 两电弧间电磁力示意Fig.3 Schematic diagram of electromagnetic force acting on two arcs
由式(4)可知,所受的电磁力与双丝的电流乘积成正比,与双丝间距成反比.理论上来说,随着双丝间距的减小,两电弧间电磁力变大,电弧偏转加剧,稳定性变差.但是试验中发现D=12,mm 时焊接稳定性良好,为究其原因,对D=12,mm 时高速摄像进行了分析,如图4 所示.高速摄像图片和电流波形图是一一对应的,左边电弧对应后丝电弧,右边电弧对应前丝电弧.结合电流波形图和高速摄像图片分析,第1~5 时刻,前丝处于基值电流,约为80,A,仅维持电弧燃烧,同时为预热焊丝和母材提供一定的能量,电弧较暗,电弧亮度基本不变;后丝处于峰值电流上升阶段,电流从120,A 逐渐增大为220,A,电弧越来越亮,且此时可观察到后丝端部已有熔滴形成.第6时刻,对应前丝脉冲电流上升段,电弧变亮,焊丝端部有熔滴形成;后丝处于脉冲峰值电流时刻,电弧很亮.第7 时刻,前后丝同时处于脉冲峰值电流时刻,电弧最亮;两电弧之间的电磁力最大,前丝电流约为350,A,后丝电流约为220,A,前后丝电弧等离子体均发生膨胀和偏转且被拉长,两电弧根部有接触.前丝电弧因为电流相对较大导致在电弧顶端电流密度大,相应的有较大的电磁收缩力,而该力产生较强的等离子流,保证电弧较好的轴向性,电弧稳定;后丝电弧根部向上发生明显弯曲.因为在洛伦兹力作用下,后丝电弧径向分力增加,电弧有向右侧偏转的趋势,同时可发现后丝电弧在力的作用下近乎水平,则冷空气气流从其左侧进入,对电弧产生对流冷却的作用,进一步迫使电弧导电通道向上弯曲,而电弧内热传导和电阻热又阻碍电弧偏转,最终导致电弧的不稳定.第8、9 时刻,随着两电弧电流下降,相互作用力减小,后丝电弧偏转程度渐渐减弱.第10 时刻,前丝熔滴在电弧包围之中脱离焊丝,后丝焊丝端部明显看到有大颗熔滴悬挂.观察发现,尽管在D=12,mm 时,根据式(4)两电弧之间洛伦兹力很大,电弧偏转程度强,但因为双丝间距小形成同一熔池,保证在电弧根部依然享有公共的电弧放电通路,避免了因为电弧过度偏转引起的断弧现象.在D=20,mm 时,两电弧处于由共熔池向分离熔池过渡阶段,在电磁力作用下电弧偏转但两电弧根部未能形成电弧放电通路,因此断弧.在D=30,mm 时,间距大使两电弧分属不同熔池,彼此影响小,稳定性较好.

图4 D=12,mm 时高速摄像图片和电流波形Fig.4 Waveform of welding current and high-speed photography when D=12,mm
2.2 峰值电压对稳定性的影响
由2.1 节可知,两焊丝间距D 选定为12,mm 时,焊接稳定性良好,因此在研究后丝预设峰值电压UTP对稳定性的影响时,选定D=12,mm.焊接参数参照表1,其中改变后丝预设峰值电压UTP为29.5,V、32.5,V 和36.5,V,其他焊接参数不变.采用考察前丝电弧电压功率谱的方式研究改变UTP对焊接过程稳定性的影响,结果如图5 所示,图中横坐标ω为信号频率,纵坐标S(ω)为频谱幅值的平方.为判定焊接过程稳定性,采用频谱分析的方法分析采集电信号中各次谐波频率成分分布情况以及各谐波能量大小和延迟信息,从而更加全面地分析信号特征,而从传感器采集的电信号是离散的时间信号,仅在采样时刻有定义.要做频谱分析必须将时域信号变换为频域信号,可以用离散傅里叶变换的方法.傅里叶变换简单理解就是把看似杂乱无章的信号考虑成由一定振幅、相位、频率的基本正弦(余弦)信号组合而成,傅里叶变换的目的就是找出这些基本正弦(余弦)信号中振幅较大(能量较高)信号对应的频率,从而找出杂乱无章的信号中的主要振动频率特点.离散傅里叶变换将信号的时域采样变换为在离散时间傅里叶变换频域采样.离散傅里叶变换 ()Fω是频域范围采样序列的函数,即

式中:N 为采样个数;T 为采样时间.
采样频率可表示为

F(ω)绝对值定义为频谱幅值,其平方用S(ω)表示,称其为功率谱,可以用来描述信号功率在频率域分布情况[9-10].
图5 前丝电弧电压功率谱Fig.5 Energy spectra of arc voltage of leading wire
由图5 可知,经过频谱分析之后,从上述焊接过程的功率谱曲线可以明显看到信号中出现93.5,Hz、187.0,Hz 和280.5,Hz 3 个谱峰,比较幅频值大小可以发现,信号主要是由93.5,Hz 正弦信号构成,通过分析该部分焊接试验前丝对应的电信号波形图可得电压信号频率约为93,Hz,和功率谱分析基本一致.分别比较图5(a)、图5(b)和图5(c),发现图5(a)和图5(c)中即后丝峰值电压UTP=29.5,V 和UTP=36.5,V时,除了有93.5,Hz、187.0,Hz 和280.5,Hz 3 个主频率的信号以外还有20,Hz 以下的噪声信号;图5(b)中只是存在主频率信号.说明前丝在焊接过程中当UTP=32.5,V 时焊接稳定性较好,UTP=29.5,V 和UTP=36.5,V 时焊接过程不稳定.针对该部分试验前丝的电信号分析确实发现存在上述情况,说明利用功率谱是可以实现对焊接稳定性评价分析的.对后丝的电信号进行分析,发现后丝电弧行为存在以下特征:UTP=32.5,V 时电弧稳定性较好;UTP=29.5,V 时易产生短路现象;UTP=36.5,V 时有断弧现象.究其原因,当UTP=29.5,V 时,尽管前后丝在同一熔池,但是后丝电压偏低极有可能碰触到前丝形成的焊道,导致短路,电弧不稳定;当UTP=36.5,V 时,由于弧压偏高、弧长较长,电弧会发生剧烈摆动,会有断弧产生,使电弧稳定性变差.综上所述,说明后丝峰值电压预设为32.5,V 时焊接稳定性较好.
3 结 论
(1) 选取后丝一个周期内电流峰值为表征参量对其进行方差分析,结果表明双丝脉冲MAG 焊中双丝间距控制在12,mm 以内或30,mm 以外时,焊接稳定性较好;在20,mm 左右处于由共熔池向分离熔池过渡阶段,易发生断弧,焊接稳定性差.这主要由两电弧之间的洛伦兹力的作用所引起.
(2) 利用离散傅里叶变换的方法对双丝脉冲MAG 焊过程电信号进行了功率谱分析,研究了后丝预设峰值电压对焊接过程稳定性的影响,发现后丝峰值电压预设为32.5,V 时焊接稳定性较好,偏小易发生短路,偏大有断弧现象发生.
[1]Ueyama T,Ohnawa T,Tanaka M,et al. Occurrence of arc interaction in tandem pulsed gas metal arc welding[J]. Science and Technology of Welding and Joining,2007,12(6):523-529.
[2]王 飞,华学明,马晓丽,等. CO2气体保护药芯焊丝双丝焊接电信号稳定性分析[J]. 上海交通大学学报,2010,44(4):457-462.Wang Fei,Hua Xueming,Ma Xiaoli,et al. Stability analysis of electrical signal in CO2flux-cored double wire GMAW[J]. Journal of Shanghai Jiao Tong University,2010,44(4):457-462(in Chinese).
[3]范成磊,孙清洁,赵 博,等. 双丝窄间隙熔化极气体保护焊的焊接稳定性[J]. 机械工程学报,2009,45(7):265-269.Fan Chenglei,Sun Qingjie,Zhao Bo,et al. Stability of double wires narrow-gap gas metal arc welding[J].Journal of Mechanical Engineering,2009,45(7):265-269(in Chinese).
[4]Motta M F,Dutra J C,Gohr R Jr,et al. A study on out-of-phase current pulses of the double wire MIG/MAG process with insulated potentials on coating applications:Part I[J]. Journal of the Brazilian Society of Mechanical Sciences,2007,29(2):202-206.
[5]Suban M. Determination of stability of mig/mag welding process[J]. Quality and Reliability Engineering International,2001,17(5):345-353.
[6]李 桓,高 莹,杨立军,等. 双丝窄间隙交-直流焊接控制器:中国,200720097810. 9[P]. 2009-01-14.Li Huan,Gao Ying,Yang Lijun,et al. Twin-Wire Narrow Gap Alternating Current(AC)to Direct Current(DC) Pulse Coordination Arc Controller : China ,200720097810. 9[P]. 2009-01-14(in Chinese).
[7]Davidson P A. An Introduction to Magnetohydrodynamics[M]. Cambridge,UK:Cambridge University Press,2001.
[8]王 飞,华学明,马晓丽,等. 双丝GMAW 焊接的电弧干扰和中断分析[J]. 焊接学报,2011,32(7):109-112.Wang Fei,Hua Xueming,Ma Xiaoli,et al. Analysis of arc interference and interruption in double-wire GMAW welding[J]. Transaction of the China Welding Institution,2011,32(7):109-112(in Chinese).
[9]Suban M,Tušek J. Methods for the determination of arc stability[J]. Journal of Materials Processing Technology,2003,143/144:430-437
[10]Bicknell A,Smith J S,Lucas J. Arc voltage sensor for monitoring of penetration in TIG welds[J]. Science Measurement and Technology,1994,141(6):513-520.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
智能建筑电气技术(2022年2期)2022-02-06
焊接(2021年4期)2021-07-07
焊接(2021年2期)2021-05-07
制造技术与机床(2019年9期)2019-09-10
热喷涂技术(2019年2期)2019-08-22
航天制造技术(2018年6期)2019-01-11
电子制作(2017年22期)2017-02-02
