HSM600U型5轴高速铣削加工中心故障处理1例
2013-12-04 01:50:10张历栋
设备管理与维修 2013年12期
张历栋
中国电子科技集团第39研究所生产保障部 西安市
1.故障现象
1台瑞士GF阿奇夏米尔 MIKRON公司HSM600U型5轴高速铣削加工中心,采用海德汉ITNC530数控系统,交流伺服电机驱动滚珠丝杠(X/Y/Z轴)、摆动(B轴)和回转工作台(C轴),主轴转速18 000~42 000r/min,采用内置水冷和油雾润滑技术。最近该加工中心开机后,X轴移动到任意位置后打开门,显示器上X轴坐标变几十微米,关上门后X轴坐标显示漂动几十微米,每次漂动值完全随机,与X轴停放位置也无关系。故障出现后,系统没有误差监控报警,加工工件精度也正常。
2.故障处理
最初判断故障由光栅尺和编码器引起。按机床操作面板上的程序编辑键 ,再按“MOD”键,输入制造商密码95148,然后按“ENT”键确认,进入机床参数界面。然后按 键,输入参数MP110.0(该参数设置为0,关闭光栅尺;设置为X1,X轴光栅尺电缆插在主计算机mc422的X1接口;设置为X2,X轴光栅尺电缆插在主计算机mc422的X2接口),按“ENT”键确认,搜索参数。将参数MP110.0的值由201改为0,屏蔽光栅尺状态。按键结束,退出系统,关闭机床重新启动,开关机床防护门时,X轴仍然有几十微米的随机漂动,据此判断故障与光栅尺无关。拆下主计算机mc422的硬盘,使用硬盘的GHOST备份镜像覆盖硬盘,装好硬盘,开机启动后,故障依旧,排除系统参数出现问题的可能。
检查加工中心X轴结构(图1),螺母固定在工作台上,交流伺服电机带动同步带驱动丝杠转动,在开关门瞬间,电机确实存在轻微转动。将皮带调节到合理张紧度后开关门,电机仍轻微转动,摘掉皮带,再试,电机还是转动。这些明显表明在门开关瞬间,系统使电机运转。最终确认故障原因是丝杠左端轴承支撑,和螺母、丝杠右端轴承支撑不在同一条线上,导致丝杠弯曲。机床门关闭,门保护开关闭合,驱动上电,螺母要回到系统原来位置,系统驱动电机运转,因此显示器上X轴坐标变化几十微米。门打开后,门保护开关断开,驱动和电机相继断电,丝杠要恢复自由状态,因此螺母位置发生变化(光栅尺读数头与工作台、螺母连接在一起),光栅尺测量出螺母位置变化,X轴坐标变化几十微米。
松开螺母和工作台连接螺栓,使螺母彻底放松,释放丝杠形变,再拧紧连接螺栓,开机进行开关门试验,故障消失,机床恢复正常。
滚珠丝杠的两端轴承与螺母位置必须三点成一线,否则会严重影响机床精度。 W13.12-35
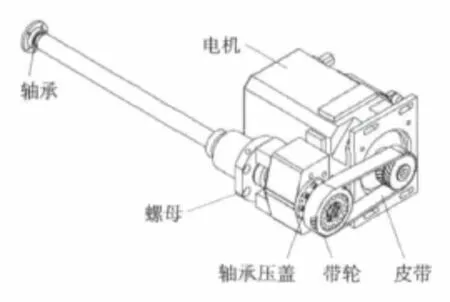
图1 加工中心X轴结构
猜你喜欢
传感器世界(2023年7期)2023-11-18 03:34:03
工程与试验(2022年2期)2022-08-08 12:37:30
科学与生活(2021年24期)2021-12-06 13:55:26
商品与质量(2020年53期)2020-11-27 03:07:42
制造技术与机床(2019年11期)2019-12-04 05:50:26
农村经济与科技(2018年8期)2018-05-14 17:05:47
精密制造与自动化(2018年1期)2018-04-12 07:42:52
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:25
机电信息(2014年18期)2014-10-15 09:14:36
机电产品开发与创新(2014年6期)2014-03-11 16:42:57