
国内电火花线切割技术研发的探讨
2013-11-30 07:57张世凭连帅梅
成都工业学院学报 2013年2期
胥 宏,张世凭 ,连帅梅
(成都工业学院 a.电加工中心;b.工程素质训练中心,成都 610031)
张世凭(1970- ),男(汉族),四川眉山人,副教授,硕士,研究方向:机械制造、材料工程、高等教育。
国内电火花线切割技术研发的探讨
胥 宏a,张世凭b,连帅梅b
(成都工业学院a.电加工中心;b.工程素质训练中心,成都 610031)
从快走丝电火花切割和慢走丝电火花切割两方面概述了国内电火花线切割技术的发展及应用现状。介绍了电火花线切割机床的加工原理、加工特点、加工范围及应用领域;并从主机制造技术、脉冲电源技术、控制技术以及加工工艺技术4个方面探讨双向快走丝电火花线切割技术的发展现状。
电火花线切割机床;电火花线切割原理;主机制造技术;脉冲电源技术;控制技术
随着科学技术的发展和工业生产规模的不断扩大,电火花线切割技术作为特种加工技术的一种,由于其不受加工材料硬度限制、便于加工各种复杂平面图形、材料利用率高、加工精度高、生产周期短、制造成本低等特点,在我国机械制造行业得到了广泛的应用。特别是在模具加工行业,电火花线切割技术广泛应用于冷冲模、挤压模加工中,改变了过去用分开模和曲线磨削的加工模式,缩短了制造周期,降低了制造成本,配合精度高。鉴于国外主要以研究单向慢走丝电火花线切割为重点,因此本文主要探讨我国电火花线切割技术的发展及应用现状[1]。
1 电火花线切割概述
电火花线切割机属电加工范畴,是前苏联拉扎林科夫妇在研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。1960年前苏联发明了世界上第一台线切割机,而我国是第一个将线切割机用于工业生产的国家。
1.1 加工原理
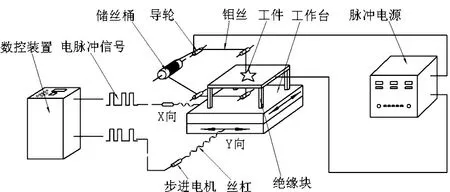
图1 线切割加工原理[2]
电火花线切割的加工原理主要依靠电火花放电作用实现。如图1所示,电极丝通过进电块接电源的负极,工件接电源的正极,在正负极间施加脉冲电压,并不断喷注具有一定绝缘性能的工作液,当两电极间的间隙小到一定程度时,由于两电极的微观表面凹凸不平,其点成分布不均匀,离得最近凸点处的电场强度最高,机间液体介质被击穿,形成放电通道,电流迅速上升。在电场的作用下,通道内的电子高速奔向阳极,正离子奔向阴极,形成火花放电,电子和离子在电场的作用下,高速运动时相互碰撞,阴极和阳极表面分别受到电子流和离子流的轰击,使电极间隙内形成瞬时高温热源(中心温度高达10 000 ℃),以至于局部金属熔化和气化。气化后的工作液和工件材料蒸汽瞬间迅速膨胀,并具有爆炸特性。在这种热膨胀、热爆炸以及工作液冲压的共同作用下,熔化和气化的工件材料被抛出放电通道,至此完成一次火花放电过程。当下一个脉冲到来时,继续重复以上的火花放电过程,从而将工件切割成形[3]。
1.2 加工特点
1)能加工传统方法难以加工或无法加工的高硬度、高强度、高脆性、高韧性等导体材料及半导体材料。2) 由于电极丝很细小,可以加工细微异型孔、窄缝和复杂形状零件。3) 工件被加工表面受热影响小,适合加工热敏感性材料;同时,由于脉冲能量集中在很小的范围内,加工精度较高。4) 加工过程中,电极丝与工件不直接接触,无宏观切削力,有利于加工低刚度工件。5) 由于加工时产生的切缝窄,实际金属蚀除量很少,材料的利用率高。6) 电火花线切割直接利用电能加工,电参数易调节,操作系统采用数控系统,便于实现加工过程的自动控制。7) 与普通切削加工手段相比,生产效率相对较低;电极丝有损耗;对工件的拐角最小半径有限制;加工质量对操作者依赖度较高。
1.3 加工范围及应用领域
1) 加工冲模,如精密冲模的加工制造,电火花线切割加工是不可缺少的关键技术。包括大、中、小型冲模的凸模、凹模、固定板、卸料版等的加工。2) 加工镶拼型腔模、粉末冶金模、弯曲模、拉丝模等。3) 加工样板、成型刀具等。4) 加工细微异型孔、窄缝和复杂形状零件,如异型孔喷丝板、射流元件、激光器件、电子器件等的微孔与窄缝。5) 加工各种特殊材料和特殊结构的零件,如电子器件、仪器仪表、电动机、钟表等零件,以及齿轮、薄壳器件等。6) 各种导电材料,特别是稀有贵重金属的切割;各种特殊结构零件的切断等[4]。
2 国内电火花线切割机床的发展现状
电火花线切割机床根据走丝速度和运动方式的不同分为高速往复走丝电火花线切割机床(以下简称“快走丝线切割机床”)、低速单向走丝电火花线切割机床(以下简称“慢走丝线切割机床”)2种。目前,我国从事电火花线切割机技术研究的单位和生产厂家主要分布在浙江、宁波、台州、广州、北京等地。
2.1 高速走丝电火花线切割机床的发展
快走丝线切割机床是我国独创的电加工机床,经过四五十年的发展,技术已经相当成熟,在我国机械制造行业中占有重要地位。它也是目前我国生产的主要机种,其最大优势在于结构简单、操作方便、使用成本低(一般都在10 万元以内)且加工效率高,拥有良好的性价比。
快走丝线切割机床的电极丝做高速往复运动,走丝速度为8~10 m/s,电极丝在加工过程中可以重复使用,电极丝直径范围是0.12~0.25 mm,而直径为0.18 mm是最常用的;加工表面粗糙度可达到Rɑ:3.2~1.6 μm,最佳也只有1 μm;可控加工精度0.01~0.02 mm。
由于快走丝线切割机床电极丝损耗快、主机结构刚性差,受加工环境的温度变化的影响大、精度不稳定、开环控制进给系统、工作液的导电率随着使用时间变化等因素影响,使机床的加工精度受到限制。近年来国内生产快走丝线切割机床的厂家都将提高往复走丝机床的精度(主要是定位精度和重复定位精度)与加工零件表面质量2个方面作为产品发展的重点突破方向,在主机制造技术、脉冲电源技术、控制技术、加工工艺等方面取得了重大进展[5-6]。
2.1.1 主机制造技术
机床主机及运丝系统的精度是线切割机床精度的重要保证。目前机床主机结构大多为音叉式,这种结构优点是制造难度不大,成本低,易于装配和拆卸检修,所以这种结构目前是线切割机床尤其是快走丝机床的主流结构。主要缺点是刚性低,固有频率低,机床运转过程中容易引起共振。另外,机床的本体受放电加工过程中产生的大量热量的影响,容易发生热变形,这也是影响快走丝线切割机床加工精度的一个重要因素。为改善这一情况,必须进一步改进机床的结构。因此,在设计机床结构时,必须从整体考虑,采用计算机分析软件对机床的结构进行力学和热稳定性模拟分析,以提高机床结构的合理性。另外,直线导轨、双螺母滚珠丝杠、交流伺服电机直联驱动已在机床设计中得到了应用,这有效提高了机床的定位精度和重复定位精度。
在运丝系统方面,北京市电加工研究所研制的双向恒张力紧丝机构,极大地提高了运丝的稳定性,有效减小了电极丝的震动;苏州市宝玛数控设备有限公司研制的闭环动态张力控制的电火花线切割运丝机构,使机床的运丝、紧丝、上丝变得更智能、更稳定。使加工精度,表面光洁度,加工效率都大大提高,也降低了用户的使用成本。
该机构具有以下特点:1)通过频响极高的传感器检测和伺服闭环电气控制使钼丝张力调整速度达到微米级;2)通过上下对称的机械张力调节装置,使加工区的钼丝张力上下恒定,克服常规传力控制装置紧丝容易松丝难的问题;3)通过配置自动上丝和紧丝装置,克服了中走丝线切割手动上丝和紧丝的缺点,符合国际上电火花线切割机床的安全操作标准;4)通过钼丝张力动态微米级的即时调整,使加工工件的表面质量明显改善,尤其是对工件的换向条纹的改善[7]。
2.1.2 脉冲电源技术
数字化脉冲电源以可编程逻辑器件作为高脉冲电源的主振控制芯片,产生的脉冲波形灵活多变,实现了硬件级的实时脉冲参数适应控制。可以利用数控系统设置脉冲电源的电流前沿上升速率,降低电极丝损耗、自动变规准加工,适应多次切割需求及提高大厚度加工的稳定性和提高加工效率、减少断丝概率。
伺服控制电路以慢走丝电火花线切割机使用的伺服电路为基础,结合快走丝电火花线切割机的特点,加以改进设计而成。针对在封闭放电间隙状态下切入工件的第一次精切割加工和敞开式放电间隙状态下,单边多次修正切割加工,根据2种不同要求的伺服跟踪特点和要求,参考慢丝伺服设计了伺服跟踪电压和跟踪灵敏度两项伺服参数,以使脉冲电源在两种放电间隙状态下,火花放电稳定,提高了多次修正加工的效率,减少修正切割次数。在以降低工件表面粗糙度为目的的最后一次切割时,同慢丝切割的最后一次切割相同改为等速进给方案,以达到在保持工件加工精度的前提下,获得最高的表面光洁度。目前此项技术正在测试应用阶段[8]。
2.1.3 控制技术
将人工智能技术运用到电火花线切割加工领域,是一种新的尝试。目前国内对已经开始对此进行研究。要注意借鉴国外发展的经验,针对高速走丝线切割加工的关键性环节,使其向智能化发展,以提高高速走丝电火花线切割机的整体加工性能。此外,人工智能技术另一个重要方面——模糊控制技术,主要靠模仿实现对机床的控制,目前已成功应用在电火花成形机上,在电火花线切割加工领域具有良好的应用前景。
2.1.4 加工工艺技术
无论是金属切削机床还是慢走丝线切割机床,想要一次加工就得到良好的表面效果和较高的加工精度很难。都必须经过粗加工、精加工等工序后才能实现。多次切割工艺的应用是提高线切割机床性能的重要手段。为了提高快走丝线切割机床的加工质量,必须注重多次切割工艺的研究。以往的快走丝线切割机床由于功能和结构的限制,不具有多次切割的功能。近年来,随着快走丝线切割机床的脉冲电源技术、进给策略和电极丝的张力控制等水平的提高,使多次切割工艺的应用成为可能。目前有的快走丝线切割机床已经能够实现多次切割加工,并在一定程度上提高了加工精度和表面质量,这种具有多次切割功能的快走丝线切割机床就是中走丝线切割机床[9-10]。
目前,有一些厂家建立起相应的知识库和专家系统,操作者只需输入一些加工工件的性能参数,系统就可以自动生成各道加工工序,且自动将各道工序连接起来,不需人工干预,极大地降低了机床操作者的工作难度和强度。
3)GB/T 13923―2006《基础地理信息要素分类与代码》对于军事测绘来说是基本适用的,但其用于军事测绘的最主要问题在于要素内容的不对应。
2.2 单向低速走丝电火花线切割机床的发展
低速走丝电火花线切割(单向慢走丝) 这类机床的电极丝做低速单向运动,一般走丝速度不高于0.2 m/s;在加工过程中电极丝使用一次便废弃,对抗拉强度要求不高,电极丝材料一般选用镀锌的铜丝或黄铜丝,直径范围0.03~0.35 mm,高生产率时可用0.3 mm以下的镀锌黄铜丝进行加工,加工的表面粗糙度一般可达Rɑ:1.6~0.2 μm,可控加工精度为0.005~0.002 mm。主要特点是:由于电极丝单向运动,一次性使用,张力均匀,振动小,所以加工稳定性、表面粗糙度、精度指标均优于快走丝机床。
单向慢走丝线切割最早是国外生产和使用的主要机种。我国对慢走丝线切割机床的研究起步较晚。但是,近年来我国的科研人员和企业在国家专项基金的支持下,投入大量的研发力量,现在已完成新一代慢走丝线切割机床的研发,目前已经有具有自主知识产权的产品在市场上销售,其性能指标达到国外中档机的水平,且在中端市场中占有一定的市场份额。国内具有自主研发和生产慢走丝线切割机床的厂家较少,都是国内电加工机床行业的骨干企业,如苏州三光科技股份有限公司、苏州电加工机床研究所、北京安德公司、苏州市宝玛数控设备有限公司等。另外,还有一些中外合资企业或国外企业在中国的独资企业也在从事这方面的技术研究和产品开发,而且具有技术优势。
虽然近年来国内在单向慢走丝线切割技术研究中取得了可喜的成绩,但是,与国外单向慢走丝线切割技术水平存在较大差距。国外(欧美、日本等)研发的慢走丝线切割机床为适应对制造加工技术的要求,普遍使用闭环控制系统,以确保良好的动态性能和精确的定位精度,加工精度可达到微米级。另外,在机床自动化、智能化方面国外生产厂家也远远走在微米前面,我们应逐步缩小差距,抢占市场份额[3]。
3 结语
快走丝电火花线切割加工技术是集机电一体化、多学科的综合技术,目前,快走丝线切割机床如何发展是整个电加工行业必须认真研究的课题。应吸取国外慢走丝线切割技术的成功经验,重视对电火花线切割技术的基础理论和实验研究。组织专业的研发团队研制具有自主知识产权的基于PC的数控系统。同时,把人工智能技术与快走丝线切割机床结合起来,运用计算机软件技术提高机床的性能。此外,加强机床本体结构的研究和开展多次切割工艺的应用,以提高机床的整体加工品质,增强快走丝线切割机床在市场上的竞争能力。总之,只要我们抓住机遇,做好基础研究,开拓创新、运用科技、多学科合作,我国的往复走丝电火花线切割加工技术的发展前景一定会更好。
[1] 第十三届中国国际模展评定评述专家组.第十三届中国国际模具技术和设备展览会现代模具制造技术及设备评述[J].电加工与模具,2011(4):1-10.
[2] 刘朝儒,吴志军,高政一.机械制图[M].5版.北京:高等教育出版社,2006.
[3] CIMT2011特种加工机床评述专家组.第十二届中国国际机床展览会特种加工机床评述[J].电加工与模具,2011(3):1-8.
[4] 伍端阳.数控电火花线切割加工应用技术问答[M].北京:机械工业出版社,2008.
[5] 朱宁,叶军,韩福柱,等.电火花线切割加工技术及其发展动向[C]//中国机械工程学会特种加工分会.第13届全国特种加工学术会议论文集.哈尔滨:哈尔滨工业大学出版社,2009.
[6] 王一平.快走丝线切割机床的研究[C]//中国机械工程学会特种加工分会.第13届全国特种加工学术会议论文集.哈尔滨:哈尔滨工业大学出版社,2009.
[7] 韩小后,张振东,汪向明.基于DK7725电火花线切割机床多次切割工艺研究[C]//中国机械工程学会特种加工分会秘书处第14届全国特种加工学术会议论文集.哈尔滨:哈尔滨工业大学出版社,2011.
[8] 杨亚琴.电火花线切割机床加工工艺参数的研究[J].价值工程,2012(35):30-31.
[9] 张旭东.往复走丝电火花线切割加工技术的发展与定位[J].电加工与模具,2011(B04):12-13.
[10] 吕华.电火花线切割加工智能脉冲电源的研究[D].成都:西华大学,2012.
与混合物有关的几个量名称的正确使用
在弄清概念的基础上,可根据作者给出的单位来选择合适的量名称。对于由物质A、B、C等组成的混合物Σ(包括气体、液体和固体),涉及其中的单一物质占整个混合物的份额和混合物中各构成物质之间的数量关系,常用如下一些量名称和单位表示。
1) A 的物质的量浓度(简称浓度),指物质A的物质的量除以混合物Σ的体积。常用单位mol/L 等。
2) A的质量分数,指物质A 的质量与混合物Σ质量之比。其单位为1,常用纯小数或%表示。质量分数也可表示为2个同类单位之比,如μg/g 等,但不允许用ppm 等。
3) A的体积分数,指物质A 的体积与混合物Σ体积之比。其单位为1,常用纯小数或%表示。体积分数也可表示为2个同类单位之比,如mL/m3 等,但不允许用ppm 等。
4) A的摩尔分数(也称物质的量分数和物质的量比),指A的物质的量与混合物Σ的物质的量之比。其单位是1,常用纯小数或%表示,也可表示为mmol/mol 等。
5) A的质量浓度,指物质A 的质量除以混合物Σ的体积,其常用单位是g/L 等。
6) 质量比,指混合物Σ 中各组成物质间的质量之比。例如:m(A)∶m(B)= 1∶2,m(B)∶m(C)=2∶3,m(A)∶m(B)∶m(C)=1∶2∶3。体积比与此类似。
TheCurrentStatusofElectricSparkLineCuttingTechnologyinChina
XUHonga,ZHANGShipingb,LIANShuaimeib
(a.Machining Center;b. Engineering Training Center,Chengdu Technological University,Chengdu 610031,China)
This article summarized the development and application of high speed WEDM wire cutting and Slow-feeding WEDM outlined electric spark line cutting technology in China in two aspects, described the processing principle of electric spark linear cutting machine tool, the processing characteristic and the processing range and application field; and discussed the current development status of two-way fast wire EDM wire cutting from four aspects of host machine manufacturing technology, pulsed power supply technology, control technology and processing technology .
Electric spark linear cutting machine;WEDM principle; manufacturing technology of host; technology of pulsed power supply;control technology
2013-04-08
四川省教育厅成果转化重大培育项目“精密控制多次加工线切割系统研究”(13CZ0007)
胥宏(1970- ),男(汉族),四川德阳人,教授,硕士,研究方向:机械设计及制造。
TG5
A
2095-5383(2013)02-0039-04
猜你喜欢
电加工与模具(2022年5期)2022-11-15
恋爱婚姻家庭(2021年36期)2022-01-10
湖北农机化(2020年4期)2020-07-24
电加工与模具(2020年2期)2020-04-29
制造技术与机床(2019年11期)2019-12-04
音乐教育与创作(2019年7期)2019-05-19
数位时尚(幼儿教育)(2018年4期)2018-11-30
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
