基于VMOS的电火花加工脉冲电源改进方案
2013-11-30 02:05唐先春邱世卉
成都工业学院学报 2013年4期
唐 婷,张 言,范 钧,唐先春,邱世卉,胥 宏
(成都工业学院 a.电气与电子工程系;b.电加工实验室;c.实训基地,成都 611730)
基于VMOS的电火花加工脉冲电源改进方案
唐 婷a*,张 言b,范 钧a,唐先春c,邱世卉a,胥 宏b
(成都工业学院a.电气与电子工程系;b.电加工实验室;c.实训基地,成都 611730)
针对传统电火花切割脉冲电源波形控制难、电能利用率低的特点,提出一种改进方案。该方案用功率场效应管(VMOS)替代功放管,简化驱动电路,从而增大脉冲电源间隔,减小短路电流。实验结果表明:该方案具有一定的技术应用价值。
电火花加工;脉冲电源;功率场效应管
电火花线切割加工在加工大厚度、深窄缝、微细槽方面具有较大优势,得到了制造业的认可,从而获得广泛的应用。电火花线切割机床脉冲电源的主要作用是把普通220 V或380 V的交流电转换成在一定频率范围、具有一定输出功率的单向脉冲电,提供电火花成形加工所需要的放电能量,以此蚀除金属,满足工件加工要求,因此,脉冲电源是机床的主要组成部分,也是影响线切割加工工艺指标的主要因素之一。在一些经济型电火花线切割中,脉冲电源主要有RC式、独立式、晶体管式等几种,其优点是结构简单、容易控制,缺点是脉冲波形难控制、电能利用率低和加工效率低。由此可见,如何提高脉冲电源的波形要求、电能利用率,是影响脉冲电源在电火花切割应用的重要因素,也是今后研究的主要方向之一。因此,本文提出一种新的脉冲电源技术方案,该方案采用功率场效应管(VMOS)替代功放晶体管,利用VMOS管阻抗高、驱动电压低、驱动电流小的特点,简化脉冲电源电路,从而增大脉冲间隔,最终减小短路电流,期望实现效率高、可靠性好的脉冲电源。

图1 脉冲电源框图
1 晶体管式脉冲电源
晶体管式脉冲电源利用矩形波或分组矩形波提供的能量通过脉冲放电以此达到腐蚀金属的目的,它是利用大功率晶体管作为开关元件而获得单向脉冲的。其输出功率和加工效率不如晶闸管式脉冲电源大,但因其具有脉冲波形较好、脉冲频率高、脉冲参数容易调节、易于实现多回路加工和自适应控制等自动化要求的优点,所以应用非常广泛。在100 A以下的电火花成型机床的脉冲电源中,都采用晶体管式电源。
目前晶体管的单管功率还较小(与晶闸管相比),导通时的峰值电流常在5 A左右,因此在晶体管脉冲电源中,都采用多管分组并联输出的方法来提高输出功率。脉冲电源组成框图如图1所示。
1.1 电源电路
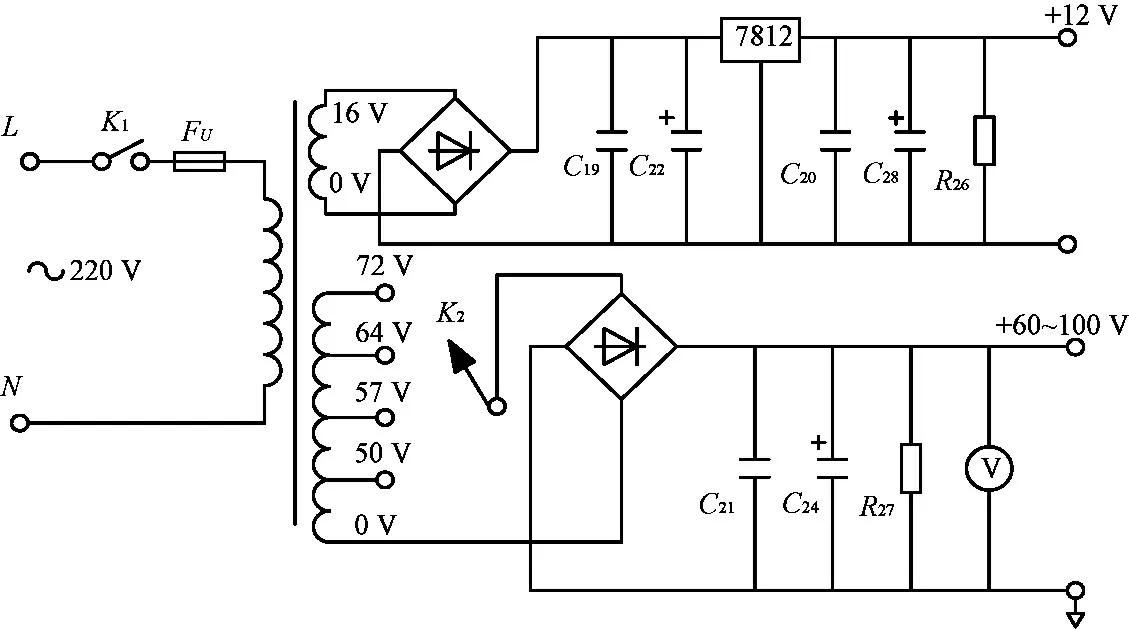
图2 脉冲电源框图
如图2所示,变压器(800~1 000 W)提供2组AC电压,AC 16 V经整流滤波后再稳压成DC 12 V,供脉冲发生器和推动级电路工作。另一组次级提供AC 0~72 V电压,为适应外电源超过±15%波动,设有4个自耦抽头端,可以方便地通过波段开关分别选择50、57、64、72 V电压进行全波整流滤波,获得DC 60~100 V电压,供脉冲功率放大级工作。
1.2 振荡电路
为了满足不同表面粗糙度的加工需要,要求脉冲电源不仅能提供矩形波(见图3),还需要提供高频分组波(分组脉冲,由窄的脉冲宽度T1和分组间隔T2组成,见图4),通常情况下使用矩形波加工,若要求较高的表面粗糙度且不看重加工效率时才需用高频分组波。
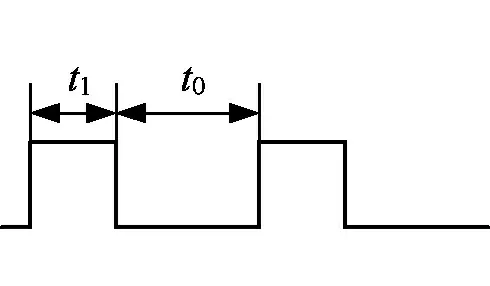
图3矩形波波形
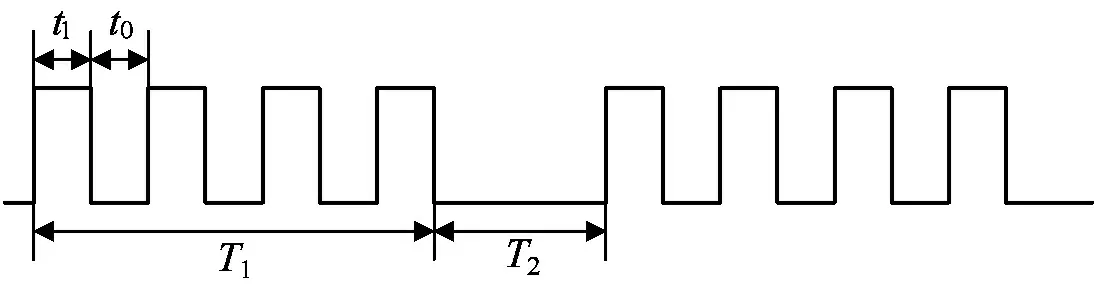
图4分组波波形
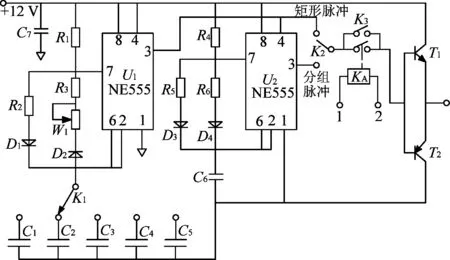
图5振荡电路原理图
图4所示分组脉冲:t1为窄脉冲宽度,t0为窄脉冲间隔;T1是该分组脉冲的宽度,T2是该分组的脉冲间隔。由于窄脉冲t1宽度窄,放电能量较小,腐蚀金属表面的凹坑小,使切割表面粗糙度Ra的值较小,表面质量高;但由于脉冲间隔t0较小,对加工间隙消电离过程不利,所以应在输出一组高频窄脉冲后经一个较大脉冲间隔T2,使得被击穿的介质能在脉冲间隔T2中恢复绝缘强度,充分消除电离后,再输入下一组高频脉冲能量,这样才能兼顾加工效率和表面粗糙度,实现稳定切割。
图5为振荡电路原理图,主振级采用了2只NE555时基集成电路U1和U2作为矩形波和分组脉冲发生器。
U1与R1、R2、R3、电位器W1和电容C组成多谐振荡器,U1输出矩形脉冲,其周期T≈0.693RC。改变电容C的容量大小值可改变脉冲宽度,使U1输出宽度为5、10、20、40、60 μs的脉冲方波。调节电位器W1可使脉冲间隔在所选择脉冲宽度的4~10倍范围内平滑变化。D1和D2作用是减小调节脉冲宽度和脉冲间隔的互相影响。
U2与R4、R5、R6、C6、D3、D4组成高频分组脉冲发生器。U2输出分组脉冲,该脉冲受控于U1输出的矩形脉冲,即分组脉冲是在矩形脉冲的高电平宽度范围内产生若干个窄脉冲,而在低电平时不能输出窄脉冲。K2是矩形脉冲与分组脉冲的选择开关。
1.3 推动级电路
推动级电路主要是实现对脉冲发生器产生的脉冲信号进行放大并缓冲,增大输出脉冲的负载能力。如图5中的T1和T2组成互补导向电路,采用中功率开关管T1(3DK4)、T2(3CK9)。
1.4 功放电路
功放电路实现的是功率放大功能,它是将已经通过推动级电路预放的脉冲信号进行再次放大,以提供足够的工作能量,产生工件和钼丝之间进行切割时的电火花放电所需要的脉冲电压和电流,以便稳定地进行切割加工。
2 VMOS功率放大
随着科技的进步,在新生产的脉冲电源中,通常采用频率更高、性能更好的VMOS管作为功率放大管。VMOS的优点是:只需一定的电压和毫安级的电流便可驱动负载信号,并可省去前置放大级电路,使电路大大得到了简化。
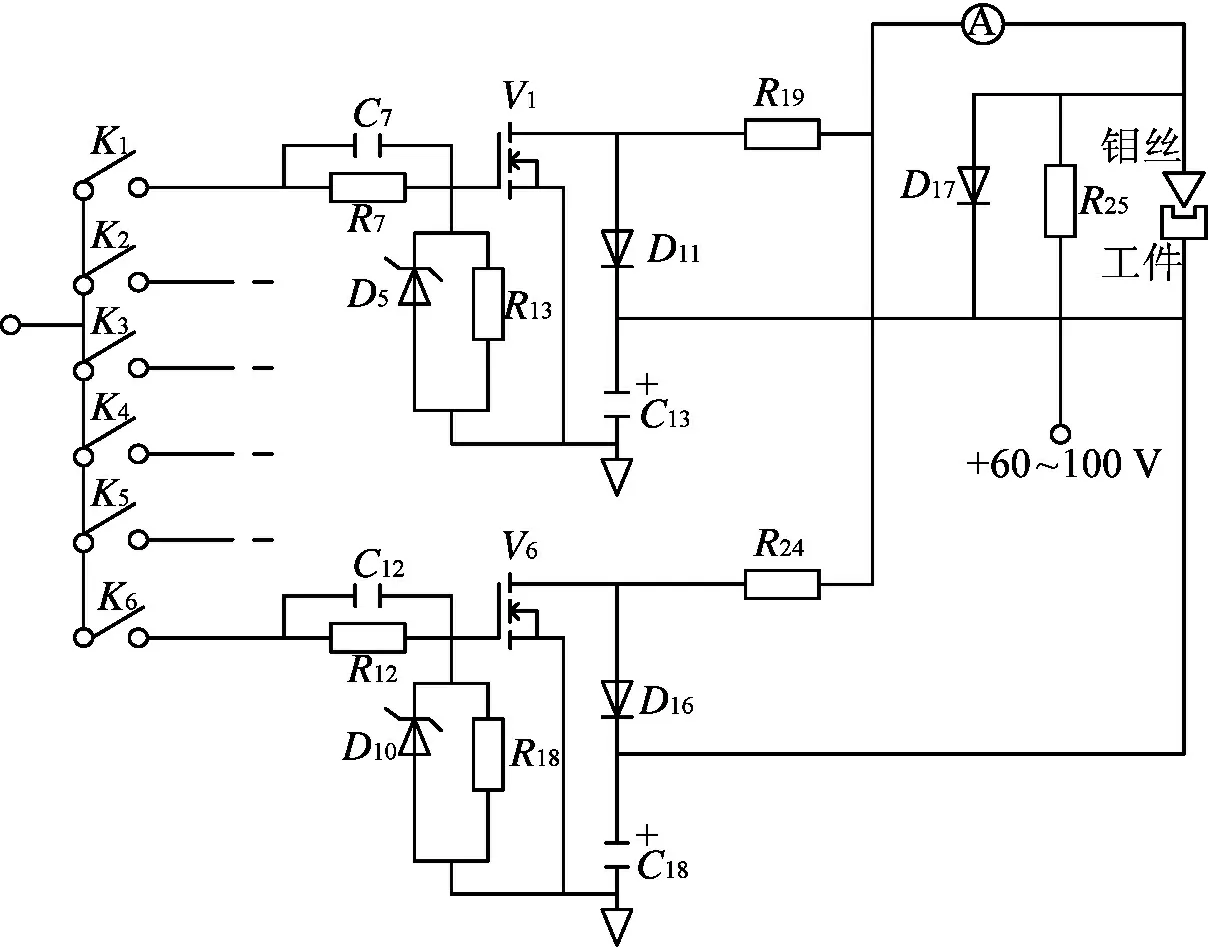
图6 功放电路原理图
VMOS场效应管是根据V形槽结构和垂直导电特性而命名的,属于绝缘栅型MOS场效应管。它不仅保留了传统MOS场效应管的固有优点,而且还具有耐压能力强、电流容量大、跨导的线性好、开关速度快等特点,因而被广泛应用。
图6中功放电路采用VMOS大功率场效应管,共分为6路,每路用1只VMOS管进行功率放大,V1~V6每路功率放大电路相同,图6中只画出第1路和第6路电路。
图6中场效应管漏极D经串入的限流电阻R19~R24、电流表A和电极丝与工件(工件接有DC +60~100 V电压)相接触获得直流正电压,当栅极G有正脉冲输入时,源极S与漏极D饱和导通至负极,负极性的电极丝与正极性的工件发生间断短路,产生放电火花。场效应饱和导通及产生放电火花时间是由输入脉冲的宽度(μs)所决定。
3 结语
VMOS是电压控制的场控器件,具有很高的输入阻抗,使得驱动电路相当简单;VMOS是利用多数载流子导电的器件,不存在少子导电和多余载流子复合表现出来的存储时间,因此开关速度快,也没有二次击穿的问题;VMOS具有较大的线性放大区,通态电阻小、损耗小,具备良好的热稳定性,更兼具有电阻正温度系数。采用VMOS的脉冲电源表现出效率高、可靠性好、电路更为简单的特点。
[1] 莫操君.高速走丝电火花线切割机电气原理与维修[M].北京:机械工业出版社,2006:66.
[2] 任忠辉,宋博岩,韩荣第,等.电火花微能脉冲电源研究现状[J].电加工与模具,2006(3):29-32.
[3] 高毅.基于电火花加工机床脉冲电源的研究现状与发展趋势[J].机械与电子,2008(6):78-79.
[4] 蒋亨顺,马名峻.特种加工技术在精密制造中的应用[J].新技术新工艺,2006(5):34-36.
[5] 赵万生,李文卓,王振龙.高精度微细电火花加工系统的研制[J].电加工与模具,2004(1): 6-8.
ResearchonImprovementofPulsePowerSupplyforElectricalDischargeMachiningbasedonVMOS
TANGTinga*,ZHANGYanb,FANJuna,TANGXianchunc,QIUShihuia,XUHongb
(a.Electrical and electronic engineering; b.Electric processing laboratory; c.Practice base, Chengdu Technological University, Chengdu 611730, China)
The traditional pulse power for electric discharge machine is difficult to control waveform and power utilization rate is low.This paper proposes an improved scheme, which uses power field effect transistor (VMOS) instead of power tube, which simplifies the driving circuit, thereby increases the pulse interval, reduces the short circuit current. The experimental results show that the scheme has certain application value.
Electrical discharge machining; Pulse power supply; VMOS tube
2013-04-07
四川省教育厅“电火花加工脉冲电源技术”创新团队;四川省教育厅项目“电火花线切割机床细分驱动控制的研究”(13ZB0042)
唐婷(1979- ),女(汉族),四川成都人,副教授,硕士,研究方向:自动化技术,通信作者邮箱:492217965@qq.com。
张言(1986- ),女(汉族),四川内江人,助教,硕士,研究方向:机电一体化。
V261.6+1
A
2095-5383(2013)04-0060-03
猜你喜欢
科技资讯(2022年21期)2022-10-30
数学小灵通(1-2年级)(2020年11期)2020-12-28
湖北农机化(2020年4期)2020-07-24
小学生学习指导(低年级)(2019年3期)2019-04-22
电子制作(2018年23期)2018-12-26
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
西部广播电视(2015年21期)2015-10-18
读写算·小学低年级(2014年4期)2014-07-24