
润滑油再生工艺研究进展
2013-11-05 12:39马章杰郭大光孙甜颖孙敬军
当代化工 2013年11期
马章杰,郭大光,孙甜颖,冯 全,孙敬军,刘 学
(1. 辽宁石油化工大学, 辽宁 抚顺 113001; 2. 河北乐凯化工工程设计有限公司, 河北 保定 071000)
润滑油主要应用于机械设备和交通工具,以减少其部件之间的摩擦,它能减少噪音并且起到冷却的作用。润滑油基础油可由矿物油,动植物油,合成油制得,加入提高其性能的添加剂,既是现在使用的润滑油,在长期的传动和润滑过程中,润滑油老化、恶化,混入了金属粉末、碎屑、水、轻质油等杂质[1,2],被氧化生成沥青质,有机酸盐类,油泥等污染物,严重影响其使用性能,造成机械堵塞并影响机械运行和生产效率。被更换下来的油就是我们常说的“废油”[3],这些废油如果被直接倾倒或燃烧,不但造成资源浪费,而且严重污染了环境[4,5]。
随着工业化和经济的发展,我国成为一个能源消耗大国,对润滑油的需求不断提高,成为了仅次于美国的第二大润滑油消费国。近几年我国润滑油消费量达到每年850×104t,占世界消耗总量的16%左右。由于废润滑油中的主要成份仍是其基础油,而且每生产1L润滑油基础油需要67 L原油,而同样生产1L润滑油基础油只需废油1.6 L,所以对润滑油的回收和利用,不仅能够解决原油紧缺的问题,节约资源,还可以防止环境污染,有很深远的社会效益和经济效益。
根据中钢碳素化学公司的一项调查显示,大部分国内的废油再生并作为二次油和燃料油使用,并且小部分废油未经处理且可能造成环境污染。如表1所示。
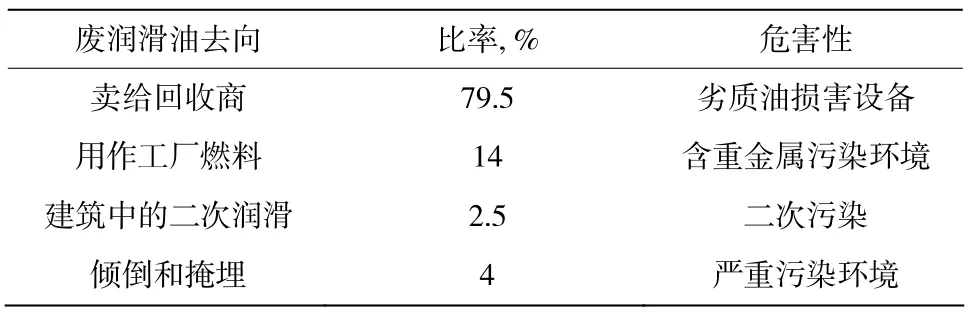
表1 废润滑油的去向及其危害Table 1 List of destinations and hazards of domestic waste oil
1 废油中的污染物及其危害
润滑油主要来源于原油的精炼,为了增强其性能加入添加剂,在使用过程中由于高温、金属碎屑和水等原因,使其发生氧化、聚合、酸化反应,其生成的多环芳烃,致癌,易燃,有毒,并且有腐蚀性。废油中的氯对人身体也有害,也增加了废油精制过程的难度。并且有研究[6]表明:矿物润滑油不但影响植物的正常生长,毒害水生动植物,而且对地下水的污染长达100年之久。
2 废润滑油再生技术的讨论
目前废润滑油再生的工艺技术有很多,但是殊途同归的它们的操作重点为以下四点。
2.1 脱水脱燃料油
由于润滑油在不同的环境条件下长期使用,所以带来不同的杂质,其中的燃料油主要是汽车发动机泄露的汽、柴油和润滑油使用过程中恶化生成的石脑油,这些轻质油降低润滑油的黏度。根据它们的沸点、在润滑油中的比重、其溶解性的不同,用不同的工艺手段从废油中分离出来。
2.2 脱沥青质
润滑油在不同状况下长期作用,也由于被氧化生成了沥青质,根据其不同的沸点、溶剂中的溶解度,用物理方法除去;也可利用化学方法向润滑油里面加入和沥青质反应生成不溶物的试剂。早期的脱沥青方法是硫酸法和溶剂萃取法,现在膜分离和热热脱沥青的方法正被广泛采用。
2.3 蒸馏
蒸馏是根据润滑油当中不同组分沸点不同进行分离,由于润滑油中含有水和金属等杂质,使油品易被氧化,所以常常在预处理后用减压蒸馏分馏不同组分,以得润滑油基础油。
2.4 最后精制
在前面处理方法之后,像氧,氮,硫,氯等杂质仍未处理完全,白土吸附和加氢工艺常常作为最后精制的手段。
目前采用的技术当中,其主要的区别是脱沥青和最后处理。早期的再生工艺包括,酸-白土工艺,蒸馏工艺,和溶剂脱沥青工艺,产生酸渣[7]并造成二次污染,之后的工艺技术主要致力于减少二次污染,现在最新的薄膜蒸发技术(TFE)对废油有三种不同的处理方法:TFE+白土处理,TFE+溶剂精制,TFE+催化加氢。
3 国内外较典型的废油处理技术
在我国,对污染和变质程度不同的废润滑油采用不同的再生工艺处理,过去,我国将废润滑油再生技术分为两类,即:简易再生和再生两种。简易再生工艺是通过离心分离,闪蒸,吸附等手段对废润滑油进行简单净化;再生工艺主要由减压蒸馏,酸碱精制和白土吸附等工艺组成。
目前,国际上将废润滑油的再生技术分为以下三种[8]:。
第一类,再净化工艺是指相对操作简单,运用自然或恒温沉降-过滤,絮凝-离心分离等处理方法,除去废油中的水分和分散在润滑油中的机械杂质。
第二类,再精制工艺是指在上述步骤的基础上采用化学精制或吸附法除去废油中的氧化物。如脱水-硫酸-白土工艺,碱性盐-水-白土工艺等。
第三类,再炼制是指在工艺处理过程中包含蒸馏技术的工艺,如蒸馏-硫酸精制-白土精制,TFE+白土处理等。当前国内外通用的废油再生技术如图1所示[9]。
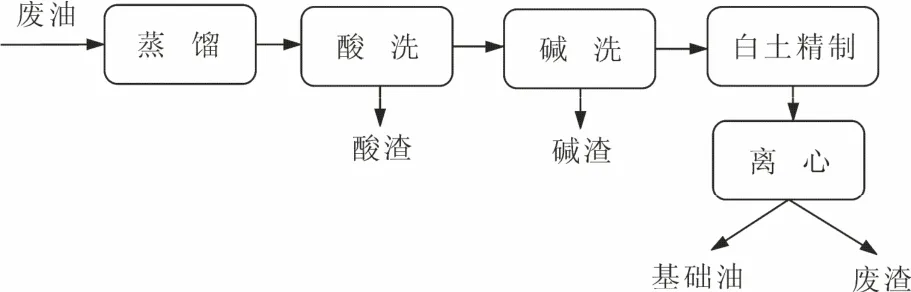
图1 当前通用的废油再生技术Fig.1 The current general waste lubricating oil regeneration process
不同的废润滑油处理工艺对环境的影响如表 2所示[10]。
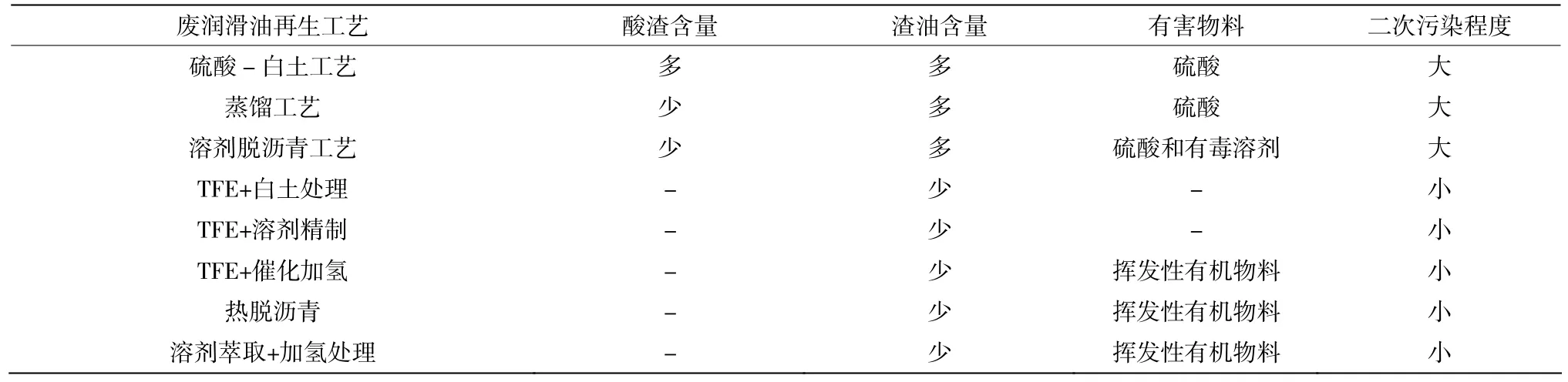
表2 不同废油再生工艺对环境影响Table 2 Effect of different waste oil reclaiming processes on the environment
3.1 国内废油再生工艺
由于硫酸-白土法精制废润滑油,在生产过程中产生SO2,酸水,酸渣,废白土污染环境,我国环保总局已经颁布法令明令禁止,所以大多数厂家采用改进的硫酸-白土精制法,其中比较成熟的工艺有:蒸馏-酸洗-白土精制,沉降-萃取-蒸馏-白土精制,沉降-蒸馏-酸洗-钙土精制,沉降-絮凝-白土精制,蒸馏-糠醛精制-白土精制,白土高温接触无酸再生工艺等[11,12]。
以上工艺技术工艺流程都比较简单对设备要求低,无论是用到的硫酸,白土还是糠醛都是易得的原料,成本低廉,但是带来的问题有:酸渣,酸水,废白土难处理,污染环境;糠醛用量大,热稳定性差;操作过程中对人的身体有害;所得的油品质量差等。我国废油再生行业亟待发展一种污染小,再生油品质量好,不损害操作人员身体健康的新废油再生工艺。
3.2 国外发展的工艺技术
目前,国外发展较为典型成熟的废润滑油再生工艺[13-15]有:德国Meinken公司开发的Meinken工艺对传统的硫酸-白土工艺进行改进,自行研制了强力搅拌混合器,大大降低了硫酸添加量,再生油可达到基础油的标准,但是硫酸使用程中的产物腐蚀设备且仍造成环境污染,所以该工艺正在被淘汰。工艺流程如图2所示。
BERC工艺是由美国能源部能源中心开发的一种无酸工艺,采用正丁醇︰异丙醇︰早乙酮=2︰1︰1的混合溶剂,对废润滑油以体积比3︰1进行萃取,分离后蒸馏脱剂对处理完的废油再进行白土或加氢处理。
IFP工艺由法国石油研究院开发,亦是改进的硫酸-白土工艺,其特点为在硫酸精制和白土精制之前先经进丙烷抽提,除去部分杂质,从而达到减少硫酸和白土用量的目的。使硫酸的用量从原来的8%~10%降到3%~5%,白土用量从原来的5%~8%下降到3%~4%。该工艺的流程图3所示。
Snamprogeti工艺是意大利公司对IFP工艺的优化,去掉了硫酸-白土的步骤,让废润滑油先经过常压蒸馏除去水分和轻质油,再经丙烷抽提和减压蒸馏以得润滑油基础油。不仅有利于节约资源,又避免了环境污染,但是设备复杂,流程长,投资大。
Kleen工艺采用先进的加氢技术,对废润滑油先进行常压闪蒸脱水和燃料油,之后在减压汽提塔、薄膜蒸发器、Ni/Mo催化剂固定床反应器上进行处理。该技术处理效果好,所得油品质量高,但是工艺流程复杂,对操作和设备要求相当苛刻。工艺流程如图4所示。
KTI工艺由国际动力技术公司与海湾科技公司共同研制,主要应用加氢技术处理废润滑油,并为之取得专利。再生油的质量好,回收率亦可达80%~85%,但是加氢工艺,设备要求高、操作复杂,难于实现大规模连续生产。工艺流程如图5所示。
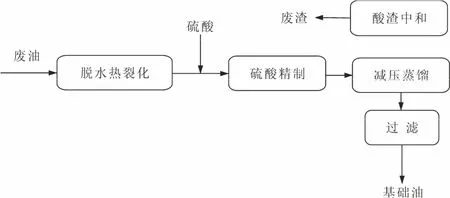
图2 Meinken工艺流程图Fig.2 Process flow diagram of Meinken

图3 IFP工艺流程图Fig.3 Process flow diagram of IFP
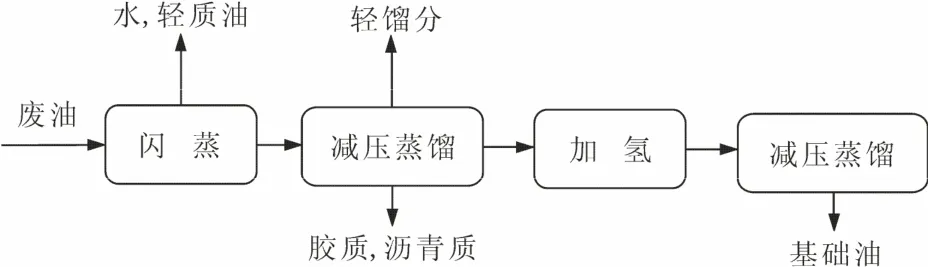
图4 Kleen工艺流程图Fig.4 Process flow diagram of Kleen
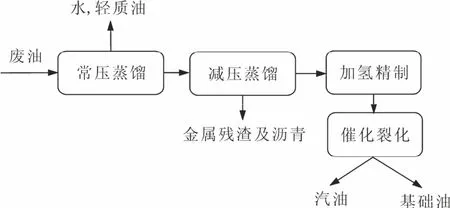
图5 KTI工艺流程图Fig.5 Process flow diagram of KTI
3.3 再生废润滑油的新工艺
随着科技的发展和环保的迫切要求,新的废油再生工艺如雨后春笋层出不穷,例如:超细过滤、分子蒸馏、助溶剂法、亚临界CO2萃取法、溶剂精制萃取等[16-20]。各种废油再加工技术工艺比较如表3所示。
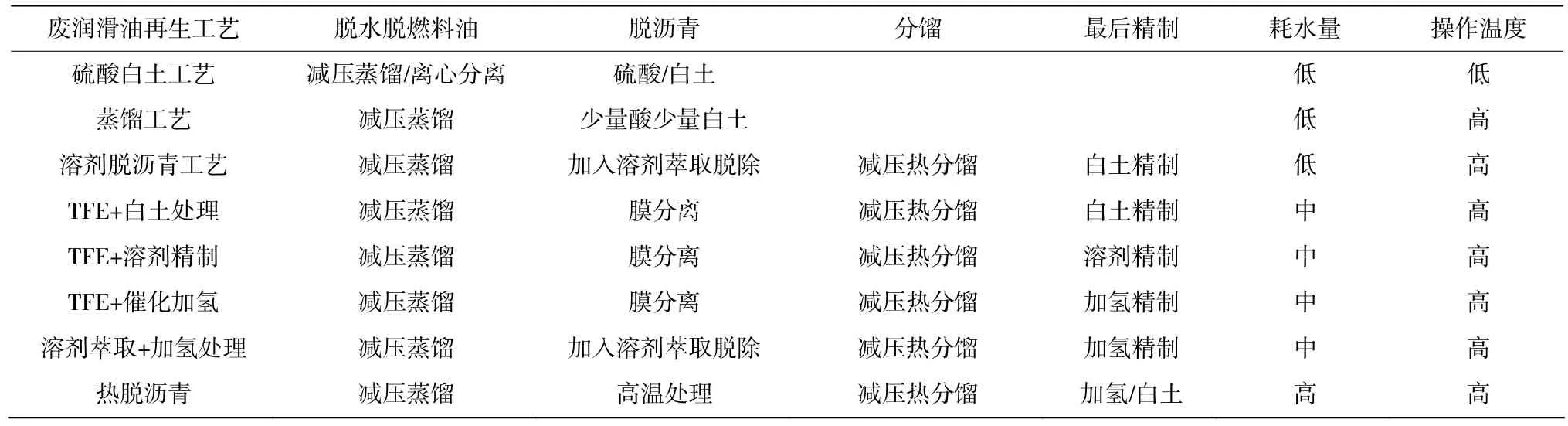
表3 各种废油再生技术的工艺特点比较Table 3 The process features of all kinds of waste lubricating oil regeneration technologies
4 结 语
综上所述,国外的润滑油再生工艺向着环保、无污染的方向发展,加氢精制工艺成为了主流方向,但是对工艺技术和操作过程要求苛刻。我国的润滑油再生工艺相对国外要落后,传统的硫酸精制工艺仍占有主导地位,一方面是只注重经济效益,忽视了对生态环境的破坏,一方面工艺技术相对落后。所以根据我国的国情,找到一种经济、污染小的废油再生工艺是我们的迫切需要。
[1]戴钧梁.废润滑油再生[M].3版.北京:中国石化出版社,2000:131-228.
[2]张传斌,张学明,张雪柏.无机膜应用于废润滑油再生[J].重庆工商大学学报,2009,26(4):364-367.
[3]杨嘉谟.废润滑油再生[J].河北化工 ,1998,(1):51-53.
[4]Vorapot Kanokkantapong, Worapon Kiatkittipong, Bunyarit Panyapi nyopol, Porntip Wongsuchoto, Prasert Pavasant.Used Lubricating Oil Management Options Based on Life Cyc1e Thinking[J]. Resour ces, Conservation and Recyc1ing,2009, 53(5):294-299.
[5]Ampaitepin Singhabhandhu, TetSUO Tezuka. The Waste—to—E nergy Framework for Integrated Multi-Waste Uti1ization: Waste Cooking Oil. Waste Lubricating 0il, and Waste Plastics[J]. En ergy,2010,35(6):2544-2551.
[6]刘今金,董延庭.生物可降解润滑油[ J ].河南石油,2005,19 (5):73- 75.
[7]N. O. Elbashir, S. M. Al-Zahrani, et al. A method of predicting effe ctive solvent extraction parameters for recycling of used lubricatin g oils[J]. Chemical engineering and processing,2002, 41:765-769
[8]王华,常杰等.抽提絮凝—白土精制工艺再生废润滑油的研究[J].广州:华南理工大学硕士论文,2012-05-01.
[9]马云飞,刘大学,沈利华,等.交通运输业废机油再生现状与关键技术研究[[J].中国资源综合利用,2010, 28(11): 25-29。
[10]周惠娟.废润滑油再生技术的分析与比较田[J].润滑油与燃料,201 0, 20(102): 37-39.
[11]Jamil,S.M.Metals Removal from Recovered Base Oil Using Chitosa n Biopolymers [J]. Journal of Applied Sciences, 2010, 21 (10): 2 725- 2728.
[12]刘发起.废润滑油再生工艺技术研究与应用[ J ].贵州化工, 2004,2 9(2):8- 10.
[13]K. Czeslaw. Major pathways for used oil disposal and recycling. P art 1 [J]. Tribotest,2000, 7(1): 61-74.
[14]K. Czeslaw. Major pathways for used oil disposal and recycling. P art 2[J]. Tribotest,2000, 7(2): 137-153.
[15]G S. Dang. Rerefining of used oils-a review of commercial proce sses[J]. Tribotest, 1997,3(4): 445-457.
[16]Rincón J ,Caňizares P ,García M T. Regeneration of used lub ricant oil by ethane extraction [J ] . Journal of Supercritical Flu ids ,2007 ,39 :315 -322.
[17]杨村,冯武文,于宏奇. 分子蒸馏技术与绿色精细化工[J].精细化工,2005 ,22 (5) :321 - 323.
[18]李璐,郭大光,吴桐.双溶剂精制法回收废润滑油 [J].辽宁石油化工大学学报,2009,29(4): 9-11.
[19]Shurong Wang, Yueling Gu, Qian Liu, et al. Separation of Bio-Oi l by Molecular Distillation [J]. Fuel Processing Technology, 2009,90(5): 738-745.
[20]朱宝璋,刘松,冯志豪.分子蒸馏技术在石油化工中的应用[J].化工进展,2009,28(3): 41-44.
猜你喜欢
石油炼制与化工(2021年6期)2021-01-15
湖北农机化(2020年18期)2020-11-23
润滑油(2019年6期)2019-11-29
山东化工(2019年8期)2019-02-16
石油石化节能(2019年10期)2019-02-13
长江丛刊(2018年16期)2018-11-14
石油炼制与化工(2018年7期)2018-03-22
化工设计通讯(2017年10期)2017-11-04
东西南北(2017年2期)2017-02-22
中国石油企业(2017年10期)2017-01-27
