
IC-CASS 工艺处理大豆蛋白废水的工程实例
2013-10-22 07:48:26侯玉洁崔燕平
环境影响评价 2013年2期
侯玉洁,曾 科,崔燕平
(郑州大学佛罗里达国际学院,河南 郑州 450052;2.郑州大学水利与环境学院,河南 郑州 450002)
大豆所含的蛋白质中人体必需氨基酸含量充足、组分齐全,属于优质蛋白质。我国从20世纪80年代开始用碱溶酸沉的方法生产大豆分离蛋白,20世纪90年代中期以来,我国大豆分离蛋白工业发展迅速[1]。然而大豆蛋白废水有机物浓度、悬浮物浓度高,环境污染严重。给天然水体系统带来巨大的污染负荷,严重挑战水环境的安全。因此,必须对废水进行治理[2]。目前,处理大豆蛋白废水的方法主要有絮凝沉淀法、生物法、膜生物反应器等。在本工程应用中,采用高效厌氧反应器(IC反应器)联合循环式活性污泥法(CASS)处理大豆蛋白废水。实践证明,该工艺处理大豆蛋白废水具有运行效果稳定,耐冲击负荷能力强等优点。
1 废水来源及水质
某厂建设大豆蛋白工程,利用豆粕、亚硫酸钠、盐酸、氢氧化钠、卵磷脂等原辅料,经过萃取、酸沉、离心分离等过程生产干粉大豆蛋白。每日排出的大豆蛋白污水4 800m3,主要有水洗工段污水,呈酸性且水量较大,还有碱液萃取、灭菌工段污水,呈碱性。废水主要含多聚糖、蛋白质、脂肪酸,另外还有一定量的无机酸和无机盐等,该废水颜色呈乳白色;含较多细小悬浮物,易沉降;废水成分单一,有机物浓度高,易酸化,且已酸化程度较高;正常混合废水无微生物代谢毒性。主要水质指标:ρ(COD)为12 700~23 000mg/L,ρ(BOD5)为5 850~13 000mg/L,ρ(SS)为2 200~7 350mg/L,ρ(总氮)为670~1 000mg/L,pH值为219~1 219,水温为30~60℃。污水排放标准:ρ(COD)为350mg/L,ρ(BOD5)为150mg/L,ρ(SS)为200mg/L,ρ(氨氮)为150mg/L[1]。
2 工艺流程及构筑物设计参数
2.1 工艺流程
该工程采用IC反应器为主体的工艺流程,见图1。
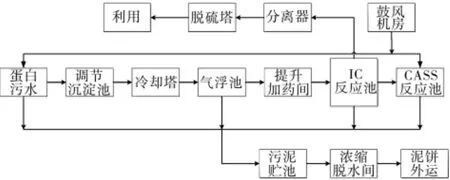
图1 工艺流程图
预处理系统:由调节沉淀池、冷却塔、气浮池和提升加药间组成。高浓度的大豆蛋白废水首先进入调节沉淀池,除具有均化水质的作用外,还能除去一部分悬浮物,经沉淀后的废水,仍有一定量的悬浮物,需要气浮池进一步处理,确保厌氧系统不受悬浮物的影响。废水再经提升加药间,加入FeCl3以补充和调整微量元素并加入碱性物质以中和水质。
厌氧系统:IC反应池由布水系统、第一反应室、第二反应室和内回流系统4个部分组成。位于底部的第一反应室不仅承担去除有机底物的主要功能,同时将其产生的沼气作为其混合液内循环回流提升的内动力,大部分有机物在第一反应室去除。上面为第二级低负荷区,负荷比下反应室小得多,能有效防止污泥流失。IC反应池具有高负荷,抗冲击负荷能力强,运行稳定等特点,因此适用于处理高浓度有机废水。此外,IC反应池具有高径比大,其占地面积小的特点,适用于用地紧张的场合[2]。
好氧系统:循环式活性污泥法(简称CASS法)将曝气池、二沉池合二为一,在单一反应池内利用活性污泥完成废水的生物处理和固液分离。以一个反应池取代了传统方法中的曝气池及二次沉淀池,整体结构紧凑简单,无需复杂的管线传输,系统简单且操作更具有灵活性。具有调节均质的作用,可一定程度地承受高峰浓度及有害化学物质对系统的影响。因每个反应池出水是间断的,在高负荷时活性污泥不会流失,可以保持高负荷时的处理效率,而其他方法在高负荷时会出现污泥流失。故具有更好的脱氮、除磷作用。
2.2 构筑物设计参数
本工程采用的主要构筑物及设计参数见表1。

表1 主要构筑物及设计参数
3 工程运行情况
3.1 工艺启动
IC反应池启动过程:该厂一期工程可提供少量颗粒污泥,反应器分别采用2种接种污泥启动IC反应池。1号反应池接种的是一期工程的厌氧颗粒污泥150m3(夹带有约5%的一期絮状剩余污泥),污泥浓度为50g/L,1次足量投加,池内污泥浓度为17 500mg/L。6,7,8号IC反应池接种的是处理大豆蛋白废水的厌氧絮状污泥27m3,市政污水净化中心消化污泥45m3,一批分次欠量投加,污泥浓度为19 500mg/L。2,3,4,5号IC反应池接种处理大豆蛋白废水的厌氧絮状污泥27m3,市政污水净化中心消化污泥67.5m3,分批次欠量投加,池内污泥浓度为18 900mg/L[3]。
启动过程见图2。从图中可以看出,1号反应池采用颗粒污泥接种,反应器启动时间为136d。进水20d时,进水负荷达到4kg COD m3/d,出水VFA基本在200mg/L以下。21~66d,工厂生产线处于调试阶段,反应池进水负荷极不稳定,进水负荷NV=1.6~6.86kg COD m3/d,出水 VFA 增至567mg/L,pH值6.49。第67天时,迅速采取应对措施,将1号反应池停止进水,同时将池中已经酸化的废水排出,在提升加药间投碱,保证反应池进水pH值在7以上,每天间歇进水并注入部分清水,密切观察进、出水COD,pH,温度及出水VFA。第73天时出水VFA降至324mg/L,出水pH值为7.23时,开始恢复进水。进水负荷逐步提高,最终达到设计负荷6.5kg COD m3/d,1号反应器启动成功。
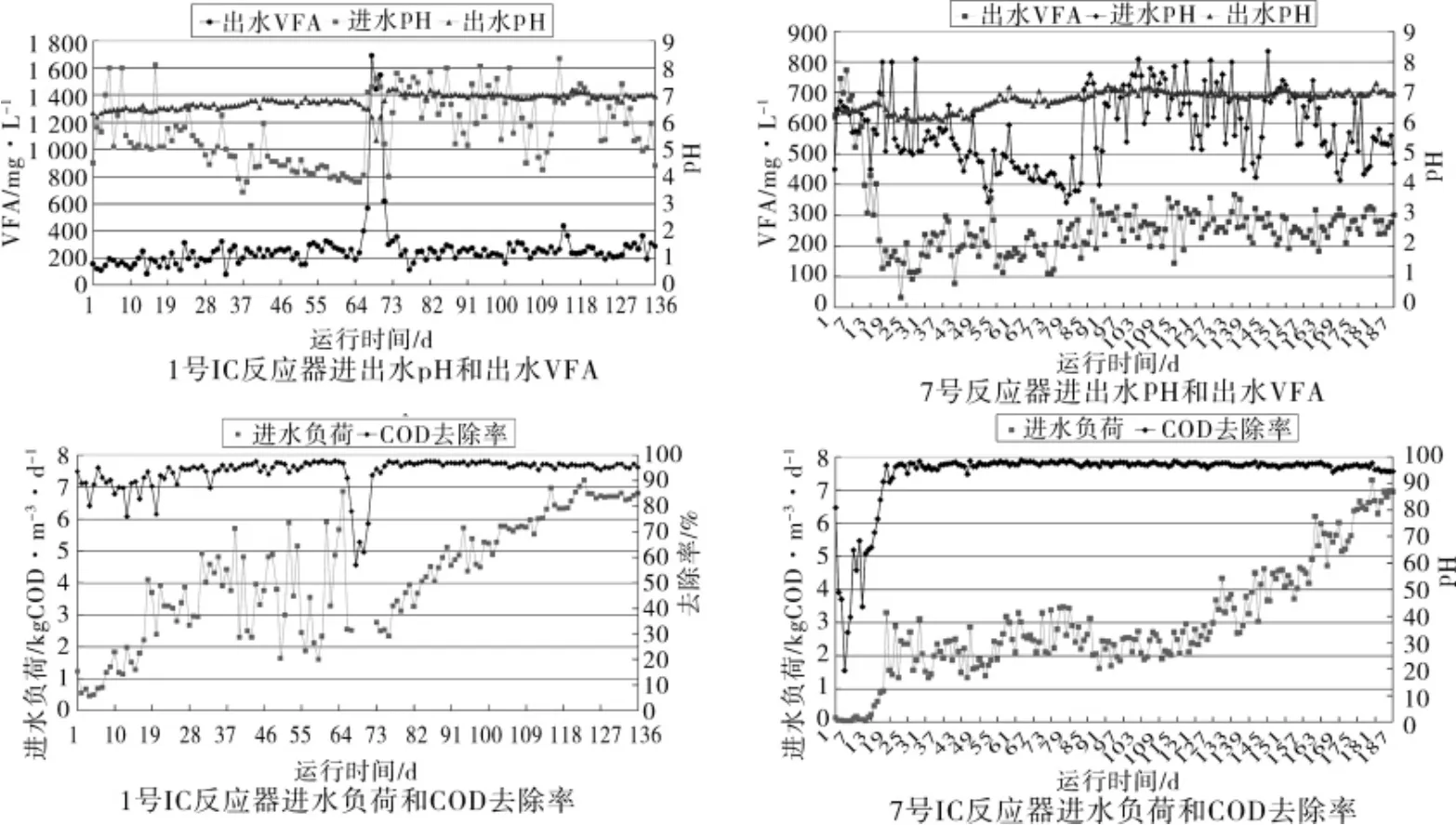
图2 IC反应器启动过程
7号反应池启动共计187d。启动过程可以分4个阶段。1~17d是污泥的适应阶段,VFA从773mg/L逐渐降至200mg/L以下;COD去除率逐渐增至90%,进水负荷达到1kg COD m3/d。17~127d是进水负荷稳定期,进水负荷NV=2~3kg COD m3/d,出水pH值在6以上,最终稳定在6.5以上;出水 VFA 不超过300mg/L;COD去除率在93%以上。这段时间是颗粒污泥的形成、生长阶段,同时也是絮状污泥淘汰的过程,但是要控制絮状泥的淘汰速度,即厌氧出水的SV控制在3% 以下,防止污泥流失。128~173d,厌氧污泥进入稳定增长期。进水负荷从3kg COD m3/d提高至5.6kg COD m3/d。出水VFA在300mg/L以下,pH值稳定在7左右,COD在500mg/L以下,COD去除率在95%以上。反应池内絮状污泥完成了颗粒化,絮状污泥大部分被淘汰。174~187d,厌氧污泥进入稳定成熟期,并形成粒径2~3mm的颗粒污泥,最终进水负荷稳定在6.5kg CODCrm3/d以上,出水各项指标均正常。
CASS启动过程:接种污泥采用漯河市城市污水处理厂的活性污泥,厌氧出水缺乏碳源,因此需要及时补充碳源,保证C/N=20左右。首次加入厌氧出水后,开始进行闷曝。随后曝气和沉淀交替进行,即曝气4h后沉淀2h,排水2h,间断排水时间20min。定期取样测定COD,当COD去除率达到80% 以上时即可排水,2d为1个周期,培养约3周后,改为1d为1个周期,如此再培养20d之后,污泥呈现土黄色并伴有土腥味,沉淀后上层清液为黄绿色,表示活性污泥已经培养成功[4]。
3.2 工艺运行
反应器启动成功后,反应器可以正常运行,各单元运行效果见表2。
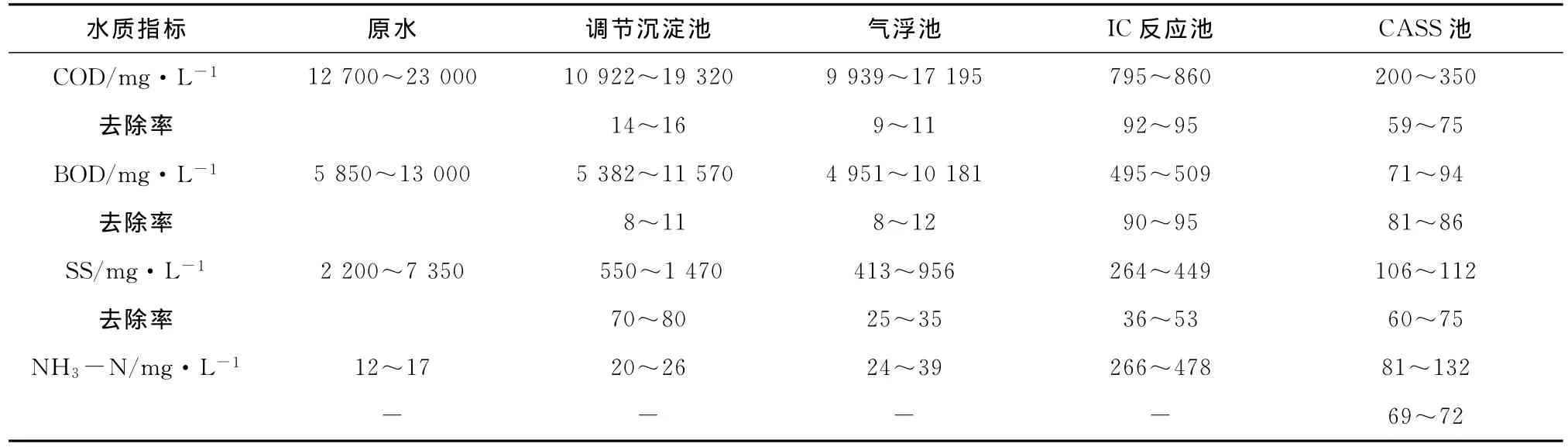
表2 废水处理效果
4 结论
(1)采用IC-CASS工艺处理大豆蛋白废水,在进水COD、BOD、SS分别为12 700~23 000,5 850~13 000,2 200~7 350mg/L时,处理后出水 COD、BOD、SS分别为200~350,71~94,106~112mg/L,去除率分别为98%,99%,95%~98%。该工程实例表明,采用该工艺处理大豆蛋白废水具有运行效果稳定,抗冲击负荷能力强等优点,值得推广。
(2)IC反应池的启动是整个工程能够顺利运行的关键。反应池的启动分别采用2种不同类型的污泥接种。研究发现采用颗粒污泥接种的反应器能够迅速适应大豆蛋白废水水质,反应池抗冲击负荷能力强,启动第136天时进水负荷可达到设计负荷6.5kg COD m3/d。采用絮状污泥接种的反应器启动时间需要187d,最终反应器中絮状污泥转化为粒径为2~3mm的颗粒污泥,进水负荷达到设计负荷6.5kg COD m3/d。
[1]曾 科,吴连成,金 涛,等.酸化大豆蛋白废水的厌氧处理[J].环境工程,2009,27(2):55-57.
[2]沈耀良,王宝贞.废水生物处理新技术[M].北京:中国环境科学出版社,2006:588-590.
[3]侯玉洁,曾 科,蔡发起.不同种泥对IC反应器处理大豆蛋白废水启动的影响[J].工业用水与废水,2007,38(6):41-45.
[4]牛 娜,买文宁,沈晓华.工艺处理维生素制药废水[J].水处理技术,2010,36(8):133-135.
猜你喜欢
散文诗(2024年4期)2024-03-29 03:15:06
中国真菌学杂志(2022年2期)2023-01-06 10:47:09
云南化工(2021年11期)2022-01-12 06:06:36
世界博览(2021年8期)2021-05-08 00:35:27
中央民族大学学报(自然科学版)(2018年3期)2018-11-09 01:16:42
环境保护与循环经济(2017年4期)2018-01-22 03:27:11
中央民族大学学报(自然科学版)(2018年3期)2018-01-12 06:03:03
计算机测量与控制(2017年6期)2017-07-01 16:24:28
山东工业技术(2016年15期)2016-12-01 05:30:54
化工进展(2015年6期)2015-11-13 00:27:28
