
车削圆锥面的快速校对与自我检验
2013-10-14 11:00:44王建中王平
机械制造与自动化 2013年4期
王建中,王平
(中国电子科技集团第三十八研究所,安徽合肥 230088)
0 引言
在机械制造中,圆锥面配合的应用较为广泛。由于圆锥面配合结合紧密,定位准确,并且装拆方便,可以任意拆装而不会影响原来的精度。当圆锥面的锥角较小时,可传递很大的扭矩,即使发生磨损,依然能够保持精密的定心和配合作用[1]。实际应用如:各种机床主轴锥孔、钻头、绞刀等刀具的莫氏锥柄,各种圆锥销轴等等。但要说明的是内外圆锥面必须保证75%以上的接触面积,才能达到上述所讲的作用。转换成圆锥斜角 α,其精度必须达到 α ±3'。
在车削圆锥面时,转动小拖板是常用的方法。传统的操作方法是,先计算出需要加工的圆锥半角,在加工时将小拖板根据经验转出大致的角度,再试切一段圆锥面后,用内外圆锥环规或塞规进行涂色检测。根据接触状况,再次调整小拖板转动的角度。反复以上步骤,直到圆锥斜角符合要求为止。这种传统方法,校正小拖板困难,且生产效率低。其根本原因是,车床小拖板上的刻度单位为“度”[2]。然而,实际生产中工件锥度斜角的精度都是分、秒为单位,1°=60'=3 600″。从换算公式中,可以看出,小拖板刻度与工件的精度等级相差几十倍,甚至上千倍。所以,这样的传统方法即费时又费力,操作者很难掌控,效率极低。本人在实际生产中摸索出了一套便捷、高效的方法,并在加工中得到了验证。
1 创新方法
该方法的原理是:将所需转动的精确角度通过百分表的精确读数,直观、方便地反映出来。如图1中△ABC,将圆锥斜角放置进直角三角形中,运用三角函数的正切tanα =BC/AB[3]。小滑板移动一段距离(如上图中的AB),转动小拖板使百分表显示出BC的长度时,小拖板所转过的角度就是所需的角度α。
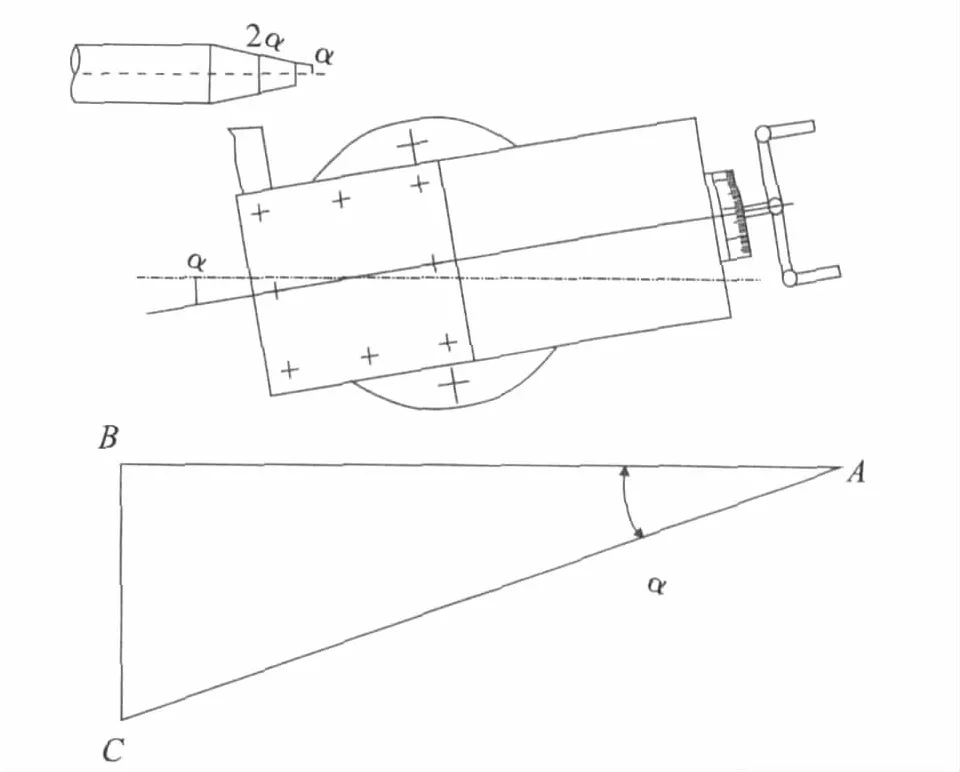
图1 圆锥斜角示意图
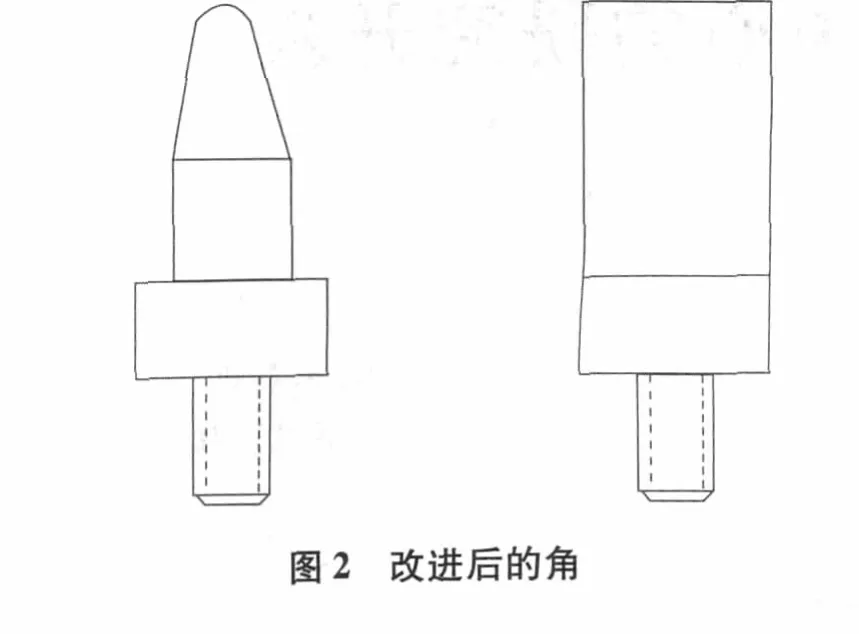
1.1 百分表测量触头的改进
由于车床结构及百分表的测量触头为球状。很难找到车床上已加工外圆的侧母线。如百分表触头测量的不是圆柱的最高侧母线,那么百分表读出的数,就不能真实反映如图中BC的长度,也因此不能得到准确的圆锥斜角。现将百分表的球状触头改成如图2所示的扁平形状,保证了测量触头始终接触在圆柱体的最外侧母线,并且很容易(图3)。

1.2 制作百分表读数表
详见表1,表2。
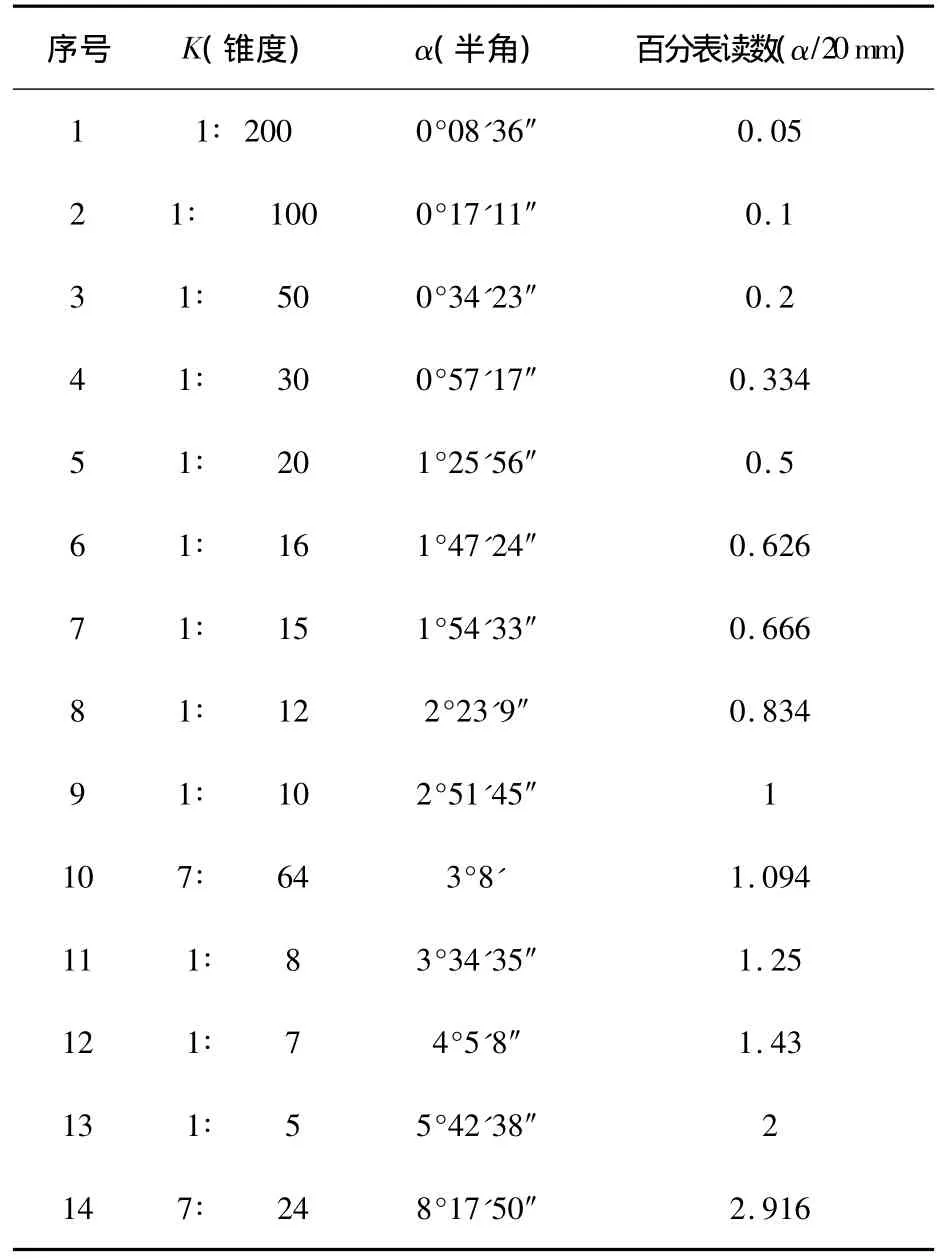
表1 车削常用锥度读数表
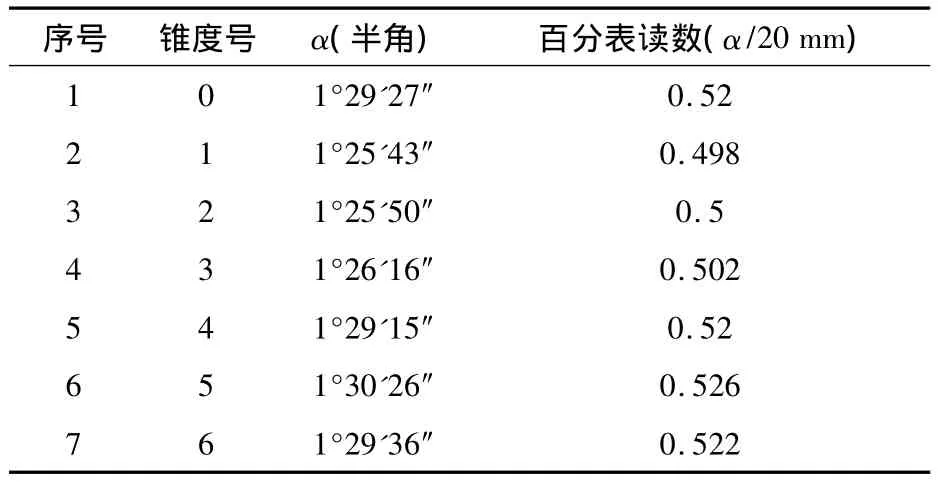
表2 车削莫氏锥度读数表
1.3 具体步骤
1)先将要加工的圆锥体部分,车成圆柱体,并光出端面;
2)将小拖板的压紧螺栓松开,根据表1查出1∶10锥度的半角为2°51'45″,转动小拖板约2°;
3)将磁性表座吸在小拖板上,装上改进的测量触头的百分表,将测量触头的侧面与断面平行,保证百分表与工件轴心线垂直,获得准确数据;
4)根据表1查出1∶10,小拖板每移动20 mm,百分表读数差为1 mm。调整小拖板转角位置,直到百分表读数达到要求,拧紧小拖板的螺栓;
5)精车一段超出20 mm的圆锥面,并留下余量;
6)检验圆锥面精度,同上方法,装上磁性表座及百分表,并校准百分表测量头,表触头接触到的圆锥表面,精确移动大拖板 20 mm ,此时读数为1±0.02mm,圆锥角度合格;
7)继续加工圆锥面至规定尺寸。
以上方法和步骤主要通过查询表1(车削莫氏锥度时查询表2),利用百分表测出小拖板转动的精确角度,来快速校对和加工圆锥面。
2 结语
此方法校对小拖板,用时少且直观,精度高,很容易就达到圆锥面接触≥75%的检测要求[4],能将机床综合误差在校对时就排除掉,并且不用内外圆环规、塞规检验,在机床上就可进行检验圆锥角是否合格[5]。这样易操作,劳动强度低,生产效率高。
[1]是丽云.车削圆锥面的新工艺[J].硅谷,2011(12):132.
[2]陆幸福.车削圆锥面的创新方法[J].机械工人.冷加工 ,2005(10):21.
[3]陆幸福.车削圆锥面的新方法[J].机械工程师 ,2003(06):50.
[4]王旭.车削圆锥体的一种精确方法[J].现代零部件,2007(06):83.
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
云南化工(2020年11期)2021-01-14 00:51:02
河北理科教学研究(2020年2期)2020-09-11 06:15:56
新天地(2020年7期)2020-08-04 09:18:33
特别文摘(2018年10期)2018-12-24 10:03:04
电子测试(2018年1期)2018-04-18 11:53:30
制造技术与机床(2017年11期)2017-12-18 06:46:41
试题与研究·教学论坛(2016年16期)2016-07-02 08:38:22
质量技术监督研究(2015年5期)2015-02-10 06:01:00
时代农机(2014年11期)2014-09-23 03:48:22
