
西门子高级编程应用刀具参数自动备份与回装
2013-10-12 05:55山推工程机械股份有限公司山东济宁272035田伍臣郑凌婕
金属加工(冷加工) 2013年22期
山推工程机械股份有限公司 (山东济宁 272035) 田伍臣 李 冉 郑凌婕 王 旭
随着我国制造业的快速发展,制造业进入了一个转型阶段,开始从传统的粗加工、低附加值产品向生产精密型、高附加值的产品转换。卧式加工中心正逐渐走入各类制造业的工厂,成为产品生产过程中的主力军,而且一台卧式加工中心不仅仅承担一两种零部件的加工,更多情况还承担了新产品的试制工作。
加工中心本质上就是数控镗铣床,但是相对于数控镗铣床则多增加了刀库和自动换刀装置,在加工过程中由程序自动选刀和换刀。由于加工中心常用于加工形状复杂、工序多、精度要求较高的零件,因而加工一个零件需用几把或十几把刀具甚至更多。由于每把刀具的直径大小和长度都是不同的,甚至类型也有所不同,在对被加工零件确定工件坐标系零点后,有必要引入刀具参数补偿功能,以保证在加工过程中各把刀进给到正确的高度和以正确的刀具路径进行切削加工。刀具参数补偿常用的可分为刀具长度补偿和刀具半径补偿。长度补偿是指主轴轴向的补偿,也就是刀具轴向的补偿,而对于刀具径向的补偿,也就是每把刀具直径大小不一样,在直径方向的补偿叫半径补偿。下面就是西门子系统下刀具参数补偿存储明细表(详见附表)。
在一个快速生产、快速交付同时要保证低成本的今天,现在一台卧式加工中心承担多种零部件的加工,所需的刀具也是不同。如何快速完成刀具的切换,成为一个值得研究的课题。
传统记录刀具参数的办法是用手抄写在纸张上,更换产品或者刀具后,操作人员对着机床一个个的手动修改。这样子不但占用机床的工作时间,而且需要修改的相关的数据量太大,容易出现漏改、错改等问题,严重的造成刀具损坏,甚至会损害机床。

西门子系统下刀具参数补偿存储明细表
这里我们提出采用刀具参数自动备份与回装的方式来解决此问题。将共性操作定义为一个程序模块,针对某特定需求,只需要调用程序即可。以西门子系统卧式加工中心为例,首先定义程序DJBC。

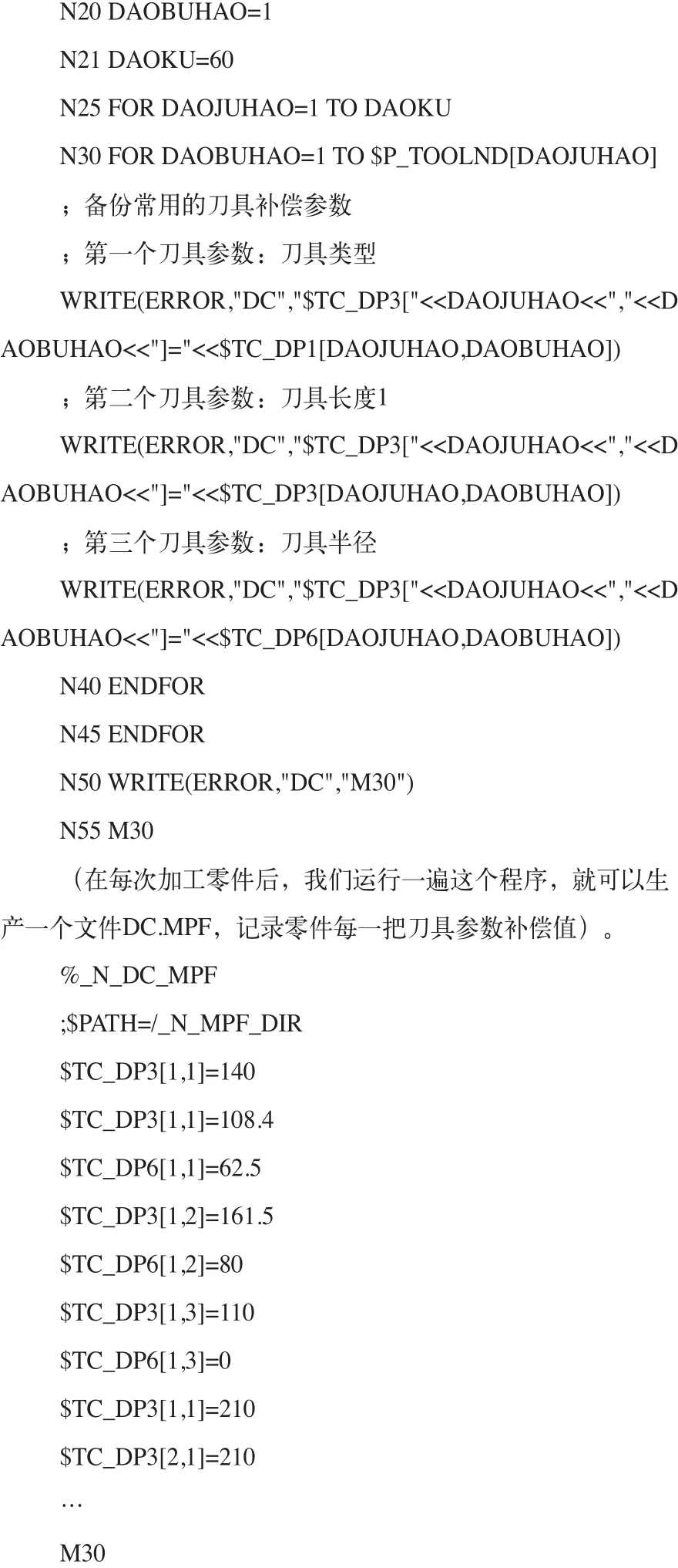
文件DC中包含刀具所需的各种参数,如果我们需要再次加工该零件,我们只需要运行一下这个程序,一秒钟的时间就可以把我们所需的刀具参数全部写入,方便快捷。
我们将这种的技术应用到山推股份的十几台加工中心的刀具参数的备份与回装中,取得了显著的效果,零部件每次切换可以节约一个小时时间,而且再也没有出现因为刀具参数输入造成的各类问题。我们认为这种方法对其他公司的卧式加工中心编程也有一定的借鉴意义。
猜你喜欢
锻压装备与制造技术(2021年3期)2021-08-13
有色设备(2021年4期)2021-03-16
石材(2020年8期)2020-10-28
石材(2020年7期)2020-08-24
石材(2020年6期)2020-08-24
能源(2017年7期)2018-01-19
电子制作(2017年20期)2017-04-26
自动化博览(2014年12期)2014-02-28
自动化博览(2014年7期)2014-02-28
机电信息(2014年32期)2014-02-27
