
薄壁钢管在车床上的封口工艺
2013-10-11 14:10临汾高级技工学校山西041000王巧玲
金属加工(冷加工) 2013年22期
临汾高级技工学校 (山西 041000) 王巧玲
在车床上车内外圆柱面、车端面、车内外圆锥面、车成形面、表面修饰、车螺纹以及钻孔、攻螺纹、套螺纹等操作为一般车工所熟悉,但是在车床上进行钢管的封口操作,却未必被车工所了解,这里笔者就介绍一下薄壁钢管在车床上的封口工艺。
1.问题的提出
钢管封口在钢管桌、椅、盆架、衣架、门把手等方面应用广泛,它至少有三个好处:①钢管封口是一体材料,结实耐用,如果钢管用塑料、尼龙等材料封口,即费工、费料,又易损坏。②钢管封口形式多样,可以封成平口、半椭圆口、半圆口(见附图)。③钢管封口,生产效率高。一般封平口1min可以封口4~5个,封半椭圆口、半圆口也可以1min封口2~3个。
2.工艺分析

钢管封口图
钢管的材料选用低碳钢、中碳钢以及不锈钢,这些管材具有热塑性,这为封口工艺提供了前提条件。车刀选用硬质合金,具有很高的耐热性,为封口工艺创造了便利条件。封口工艺打破了车床传统的切削工艺,突破为挤压成形工艺,实现了车床的工艺创新。封口工艺中封齐口类似于车端面,初学者较易掌握;封半椭圆口、半圆口类似车仿形面,需较熟练的车工才能掌握。
3.加工方法
以封齐口为例,首先是下料,在钢管完工尺寸处划线,加工余量为钢管外径的1/2加1~2mm;其次,用卡盘装夹工件左端外圆柱面,划线处超出10m m左右,右手控制中滑板对刀,手动操作实现刀具的横向进给;第三,钢管的材料具有热塑性,车刀(车刀前端为圆弧刃)与工件靠摩擦受热发红变软,径向走刀、通过挤压成形、车刀后端再切削成倒角(倒圆)等一系列切削过程一气呵成。封半圆口,加工余量为钢管外径的1/2,需要左手操作大滑板控制纵向进给,同时右手操作中滑板控制横向进给,由于是双手同时操作,类同于车成形面,操作难度较大,难以一次成形,可以进行2~3次修整;第四,由于手动进给对工件进行挤压,工件表面往往留下高低不平的刀痕,因此必须用细板锉锉光,再用1号或2号纱布进行表面抛光。第五,加工完成后,等工件自然冷却,用专用样板检查工件轮廓,并用车刀修整。精度要求较高的成形面,除用样板检验其外形外,还须用游标卡尺或千分尺通过被检测面,多方位进行测量,使其尺寸公差满足工件精度要求。
4.刀具材料及主要几何参数的选定
刀具材料采用硬质合金,常用的牌号如YG8、YG15或Y T5、YT15均可。封平口刀具主要几何参数及修磨方法如表1和表2所示。
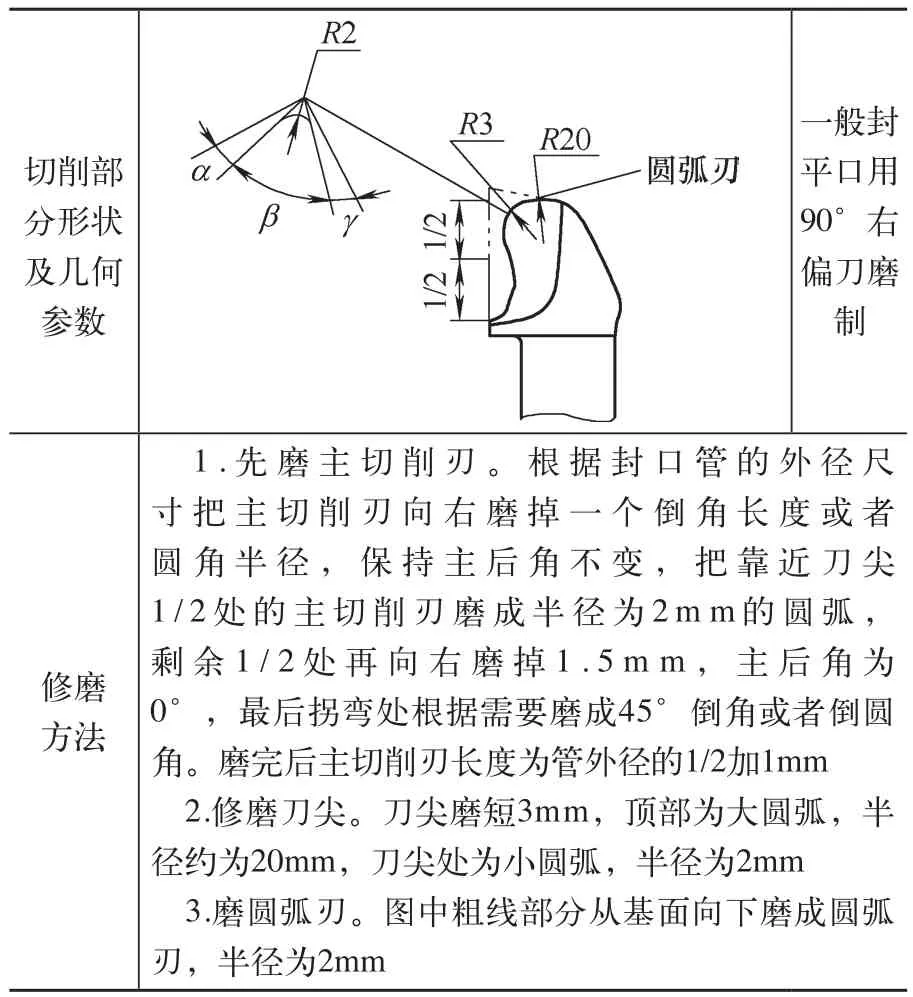
表1 封平口刀具主要几何参数及修磨方法
5.切削用量的选择
(1)切削深度(αp):为钢管的外圆半径,一般须小于硬质合金刀头径向尺寸。
(2)切削速度(ν):切削深度确定后,就是确定主轴的转速n,低碳钢的转速约取1000r/min,中碳钢和不锈钢约取1200r/min。
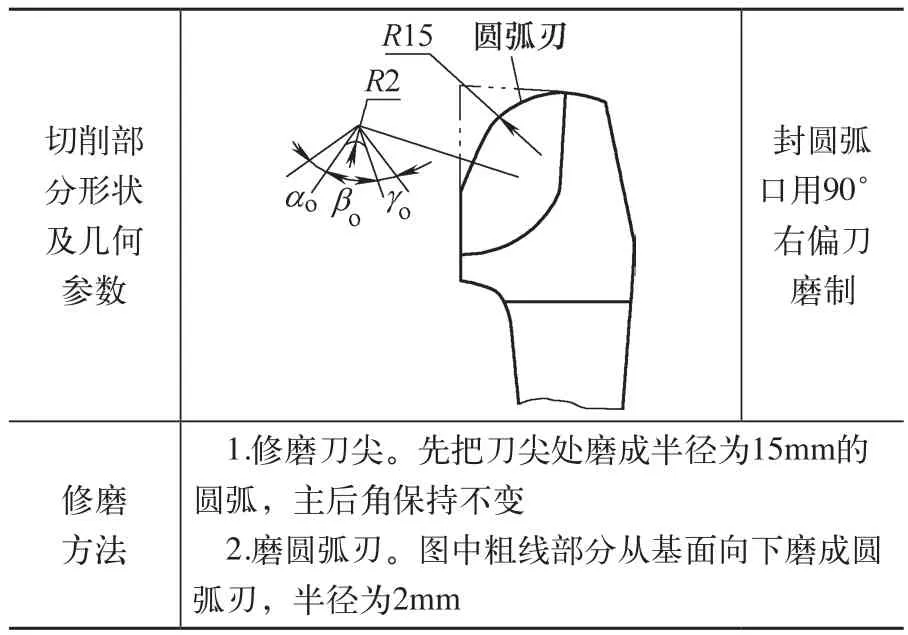
表2 封圆弧口刀具主要几何参数及修磨方法
(3)进给量(f):封平口时车刀横向进给量一般不超过0.01mm/r;封圆弧口,车刀在各个位置上的横向、纵向进给量是不相同的。刚开始时,横向进给量比纵向进给量慢;进行到中间时,横向进给量与纵向进给量相等;快结束时,横向进给量比纵向进给量快。如此,须经过多次合成进给,进给量一般不超过0.01mm/r。
除了钢管外,铝管、铜管等都具有热塑性,也可以推广应用。
猜你喜欢
孩子(2021年1期)2021-01-27
科学大众(2020年12期)2020-08-13
小学生学习指导(高年级)(2018年10期)2018-10-10
赢未来(2018年9期)2018-09-25
中等数学(2018年6期)2018-08-02
时代农机(2018年5期)2018-02-01
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年1期)2016-05-17
工业设计(2016年10期)2016-04-16
机电产品开发与创新(2014年6期)2014-03-11
