利用CAD分析V型块Z向定位误差
2013-10-11 11:50:42王粟
职业教育研究 2013年4期
王 粟
(贵州电子信息职业技术学院 贵州 凯里 556000)
在工程实际中,很多工程技术人员不太重视定位误差分析,不甚理解定位误差,不甚理解基准位移误差和基准不重合误差。而利用CAD制图软件辅助分析,可以帮助工程技术人员提高对定位误差的认识,可帮助工程技术人员很快解决工程实际中的零件加工定位误差分析问题。
利用CAD分析V型块Z向定位误差
在CAD制图界面上准备V型块 打开CAD制图界面,绘制90°V型块,如图1所示。
在V型块中模拟放置圆形工件 在V型槽中绘制假定工件的两极限尺寸圆,使圆与V型相切,并标注相关几何要素的位移量。不难找出利用V型块定位时的Z向定位误差,如图2所示。从图2可分析出下母线的位移量 2.1,该位移值为用V型块定位,以下母线为工序基准时的定位误差;圆心的位移量7.1,该位移值为用V型块定位,以圆心为工序基准的定位误差;上母线的位移量12.1,该位移值为用V型块定位,以上母线为工序基准的定位误差。
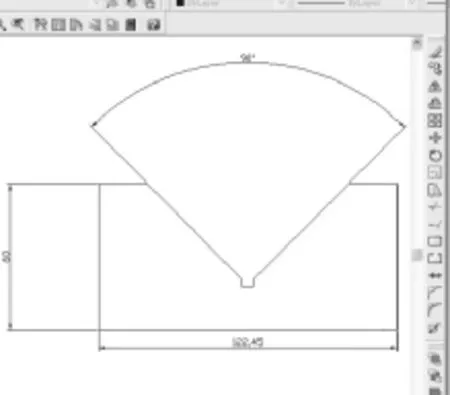
图1 绘制90°V型块示意图
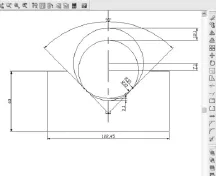
图2 利用V型块定位时的Z向定位误差示意图
分析V型块Z向定位误差 从上述定位误差值的分析不难得出:当以工件外圆中心线为工序基准时,定位误差为:△dw=T/2Sin45°;当以工件外圆上母线为工序基准时,定位误差最大为:△dw=T/2×(1/Sin45°+1);当以工件外圆下母线为工序基准时,定位误 差 最 小 为 :△dw=T/2×(1/Sin45°-1); 公 式 中 T/2Sin45°项为基准位移误差,T/2项为基准不重合误差,可验证定位误差公式:△dw=△jw+△bw。利用CAD分析V型块Z向定位误差可帮助研究者认识定位误差的组成,理解基准位移误差的基准不重合误差。定位基准位移误差应理解为在定位时由定位方法引起的工序或定位基准,基准不重合误差应理解为由定位基准与工序基准不重合引起的工序基准沿指定方向上的最大可能位置变动量。基准不重合误差有时为正向变化,如当以上母线为工序基准时,基准不重合误差为正向值;有时为负向变化,如当以工件外圆下母线为工序基准时,基准不重合误差为负向值。可以发现,加工工序基准不同,用V型块定位工件产生的定位误差是不同的,以工件外圆下母线为工序基准产生的定位误差最小,可得出使用外圆下母线为设计基准是设计者最佳的选择。
利用CAD分析V型块Z向定位误差在工程实际中的应用与分析
使用要求 利用CAD分析V型块Z向定位误差在工程实际中也可使用。此法利用CAD的标注功能直接得出V型块定位的准确定位误差分析值。需要注意的是:在绘制图形时必须保证尺寸准确;工件外圆与V型块相切;明确当前工序的工序基准;工序定位误差在标注时要通过放大功能完成标注,而且要找准两极限外圆与中心线的交点进行标注,如图3所示。
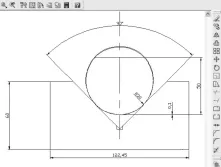
图3 注意事项示意图
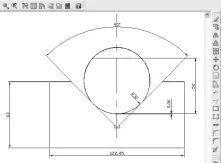
图4 外圆直径的公差精度提升一级后的偏差示意图
定位误差分析与对比 图3中工件外圆直径上偏差为0,下偏差为-0.046,加工工序尺寸为50,若工序尺寸50的上偏差为0,下偏差为-0.1,则用V型块定位的定位误差分析值大,加工时有可能出现不合格品。如能将外圆直径的公差精度提升一级,即上偏差为0,下偏差为0.03,产生的定位误差分析值为0.06,小于工序尺寸允差,使用V型块定位能保证加工要求,如上页图4所示。
[1]刘兴国.机械制图[M].北京:化学工业出版社,2003.
[2]刘越.机械制造技术[M].北京:化学工业出版社,2003.
[3]孙燕华.AutoCAD2000机械制图[M].北京:机械工业出版社,2002.
猜你喜欢
制造技术与机床(2019年12期)2020-01-06 03:17:42
电子制作(2017年10期)2017-04-18 07:23:07
公民与法治(2016年19期)2016-05-17 04:18:15
读者·校园版(2015年7期)2015-05-14 13:11:40
电测与仪表(2015年10期)2015-04-09 11:48:32
机械工程师(2015年10期)2015-02-02 01:14:26
河南科技(2014年16期)2014-02-27 14:13:17
河南科技(2014年15期)2014-02-27 14:12:35
河南科技(2014年14期)2014-02-27 14:11:52
电子设计工程(2014年6期)2014-02-27 11:56:56