一种PDM产品配置方法浅谈KMPDM产品配置矩阵模块
2013-09-30 06:39陈默鲍俊夫蒲云刚王新华
中国信息化·学术版 2013年6期
陈默 鲍俊夫 蒲云刚 王新华
[摘要]本文就多年来在企业实施和应用PDM产品数据管理系统的经历,剖析了国内常用的三种产品配置模块的原理优缺点。最后结合长期以来应用矩阵视图模式的经验,介绍了应用经验和技术要领,旨在对行业发展进步和使用PDM的人员能够有所帮助。
[关键词]PDM 产品配置 选装配置
[中图分类号]C29 [文献标识码]A [文章编号]1672-5158(2013)06-0189-01
产品配置模块是PDM最重要的基本模块,没有产品配置模块,就不能快速准确的生成结构或订单的BOM。就不能说PDM成功了。我公司应用开目PDM进行产品配置管理,三年多来效果非常理想。各类产品配置模式和工作原理介绍如下:
一、产品配置模块的分类
1 参数化模式(山大PDM使用);
2 结构化模式(英泰PDM使用);
3 矩阵视图模式(开目PDM使用);
以上三种模式国内常用的有二类:1、结构化模式;2、可视化模式(包括可视选择模式和矩阵视图选择模式)。参数化模式国外常用。
二、族的概念和分类
什么是族:族是指功能相同,结构或形状相似的一组同类型零部件,例如不同长度的传动轴等。不同的行业有不同的细分定义和分类。族不同于模块化打包,不能混为一谈。
族成员:族中的单个零部件,即子族。
族分类:1、父族(大总成族);2、子族(零部件族)。子族中的族成员要装配到父族的族成员中的。
为何要划分族:族是产品零部件固有的,不是我们强加的。我们用族来进行分组而实现高效科学化管理,当然族也需要有族代码的。族的分类管理对实现通用化减少重复设计也有一定的作用,而且还可以实现阻止同类配置选择时的不小心多选。
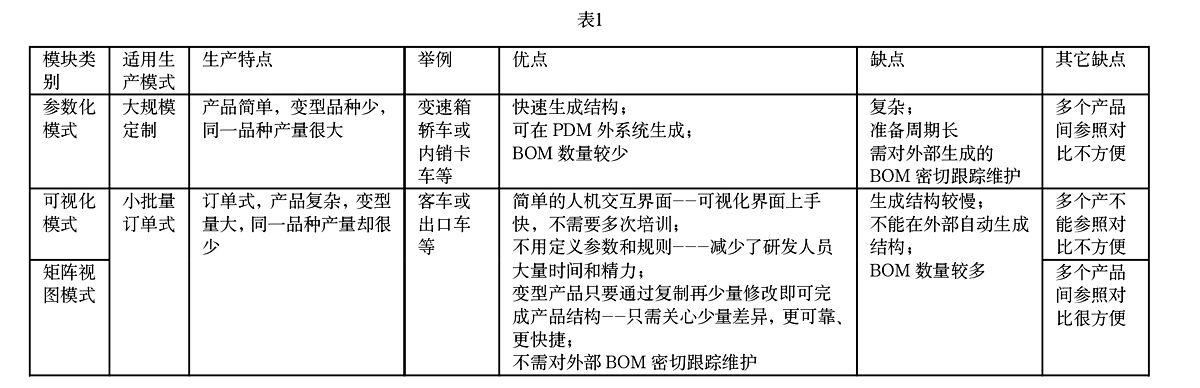
三、三种方式优缺点对比表(表1)
为此特将矩阵视图模式进行进一步的分析:
1、由于不是采用参数化定义自动生成结构方式,不足之处自然就是要求操作者(产品配置员)要具有很丰富的总布置经验和技能。
为了解决这个不足,根据本公司为车辆生产企业的现实情况,根据整车自然结构分成“四大总成”,即:底盘、电气、车身、外装饰件。这样每个专业都要配置相关的配置员,来完成本专业关总成的产品配置选择工作。这也符合公司专业化机构设置的专业室的分工。如果专业室分工还要过细,那么可以更细化,原则上保证按同一个工作室(房间)负责的大总成划分大模块的原则,以免配置员进行配置操作时而影响效率。当然这只是尽量提高效率,而不是技术问题。
2、这种方式很适合小批量多品种生产模式,不适用大规模定制生产模式。因为此种模式建结构的专业性非常强,必须由设计部门才能建立BOM。势必加大了设计部门的工作量和BOIM的储备数量。如果采用参数化规则生成BOM,可以在CAPP、ERP和CRM中按订单随时生成BOM,效率会很高。由于我公司国内产品属于大规模定制;同时出口产品属于小批量订单式模式的混合生产方式,二种方式都要求在PDM中同时运行,因此只能退而求其次采用此种模式。待若干年时机成熟后,再过渡到矩阵视图和参数化二种方式的并存模式。
四、矩阵视图模式的应用
产品配置选装关系的定义:
在族矩阵视图界面中,每个产品实例打开一个视图。
视图中列是产品实例即整车或产品结构展开的主模块(族成员);行是主模块子族,即装配在整车上的模块、大总成或零件。通过单个视图即可定义产品实例或模块族对于下级子族成员的选装关系。
行和列交汇点的数字表示是否选装(空白表示没安装,有数量表示选装及选装的数量);
产品结构的生成过程:
只要把各产品实例列下的行族成员按需求定义完成之后,各产品结构的层次就完成了,再由此导出各产品实例的精确BOM。
产品配置模块的族矩阵关系视图,并不是只有这一个界面,每一个行族成员都可以在一个族矩阵视图中打开和进行装配。无论是产品(最大的总成),还是装置(次总成),以及任何小总成或零件的族都可以采用族矩阵视图完成定义,同时也可以在此界面中新建和编辑。
五、结束语
不同生产模式适用的产品配置模块是不相同,这种模式比较适合大规模定制生产模式,在国内汽车行业中使用参数化配置的企业除福田欧曼外不是很多,而大多采用可视选择模式(模式2、3),因其简便、易学、易用、上线快,适合大中型企业的汽车设计员应用。而参数化配置要求人员水平特别高、时间也很长,而且永远需要专人进行后期维护和对研发系统外部创建的结构和BOM的正确性进行跟踪,出现BOM错误后责任也很难分清。只有技术能力很强或者应用时间较长和深度很高的或订单式生产的企业才适用。
所以,本人建议汽车整车行业初上PDM首先采用可视选择模式,可伺机过渡到参数化配置方式。