西门子PLC S7—400在聚丙烯装置风送系统中的应用
2013-09-30 06:39于凤爱杜伟
中国信息化·学术版 2013年6期
于凤爱 杜伟
[摘要]西门子可编程逻辑控制器PLC-S7以微处理器为基础,综合了计算机技术、自动控制技术和通信技术,广泛应用于工业自动化装置。该系统采用了面向控制过程、面向问题的自然语言,功能块语言和梯形图,它具有编程简单、功能强、抗干扰能力强、可靠性高、维护方便。节点响应快,内部是微秒级,外部是毫秒级等优点。特别是在煤化工企业部分装置的自动化控制中具有不可替代的作用。神华包头煤化工分公司聚丙烯装置风送系统采用西门子PLC S7-400实现自动控制,在运行过程中比较可靠性、维护方便,针对运行中出现的问题和不足之处,并提出了改进方法。
[关键词]工艺流程说明;系统供电;控制系统硬件及软件配置;网络布置;控制系统接地;
[中图分类号]:TL503.6 [文献标识码]A [文章编号]1672-5158(2013)06-0148-02
神华包头煤化工分公司聚丙烯装置风送系统是由上海博隆粉体工程有限公司设计的,设计能力年30万吨。控制系统使用的是德国西门子PLCS7-400,该系统硬件有电源柜、控制柜、继电器柜、安全栅柜组成。采用梯形图和功能块语言编程。2010年明投产运行至今。该控制系统一直以来运行比较稳定可靠,维护方便,自动化程度高,工艺操作简单,保证了聚丙烯装置风送单元正常生产。
一、风送系统工艺说明
大型煤化工企业聚丙烯装置中风送系统是非常重要的单元,是整个装置的后路系统。与上游系统——挤压造粒系统紧密相连。其系统功能是将上游挤压造粒机产出的聚丙烯粒料进行掺混合格并送往包装系统。主要设备有12台立式常压料仓、12台大型压缩风机及输送管道组成。
二、系统供电
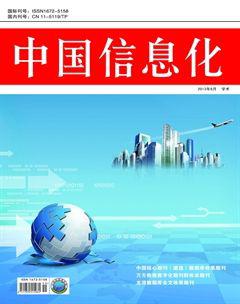
PLC控制柜的供电,从UPS引两路220VAC/50Hz电源(不小于8KVA),从GPS引一路220VAC/50HZ电源(不小于1KVA),UPS电源用于PLC控制系统,GPS电源用于柜内照明与冷却风扇,现场仪表的电源有PLC柜内UPS电源经由供电开关或转换设备提供。风送系统供电情况如下图1所示:
三、仪表控制系统说明
聚丙烯装置风送系统采用西门子PLC控制系统,该单元的连锁、数据采集、过程控制及报警等均由PLC完成。西门子PLC系统的CPU采用SEIMENS S7-400的CPU417-H,实现了CPU冗余,通讯接口冗余,电源冗余,I/O不冗余;PLC系统上位机配置一台操作员站和一台工程师站(兼做操作员站)上位机与PLC的连接采用环网结构,上位机配置两块的西门子CP1613网卡,实现上位与下位通讯冗余。西门子PLC控制系统同与聚丙烯装置采用的霍尼韦尔DCS控制系统有串行冗余通讯接口,通讯协议采用MODBUS RTU(RS 485)接口。
所有自MCC来的DI及引至MCC的DO信号均加装隔离继电器,且安装在PLC柜内,每个电磁阀的DO信号均有保险,保险有30%的裕量。继电器为欧姆龙继电器。
控制系统网络布置如图2所示。
四、接地
接地分两类:工作接地和保护接地,采用等电位接地,接地电阻不大于1Ω。
控制系统的保护接地按电气专业有关标准规范和方法进行,并接入电气专业的低压配电系统接地网,控制系统的保护接地实施等电位接地。
仪表信号回路实施工作接地,工作接地在汇总板之前不与保护接地混接,信号屏蔽电缆的屏蔽层接地。
五、硬件配置
风送系统采用的西门子控制系统的硬件配置如表1所示。
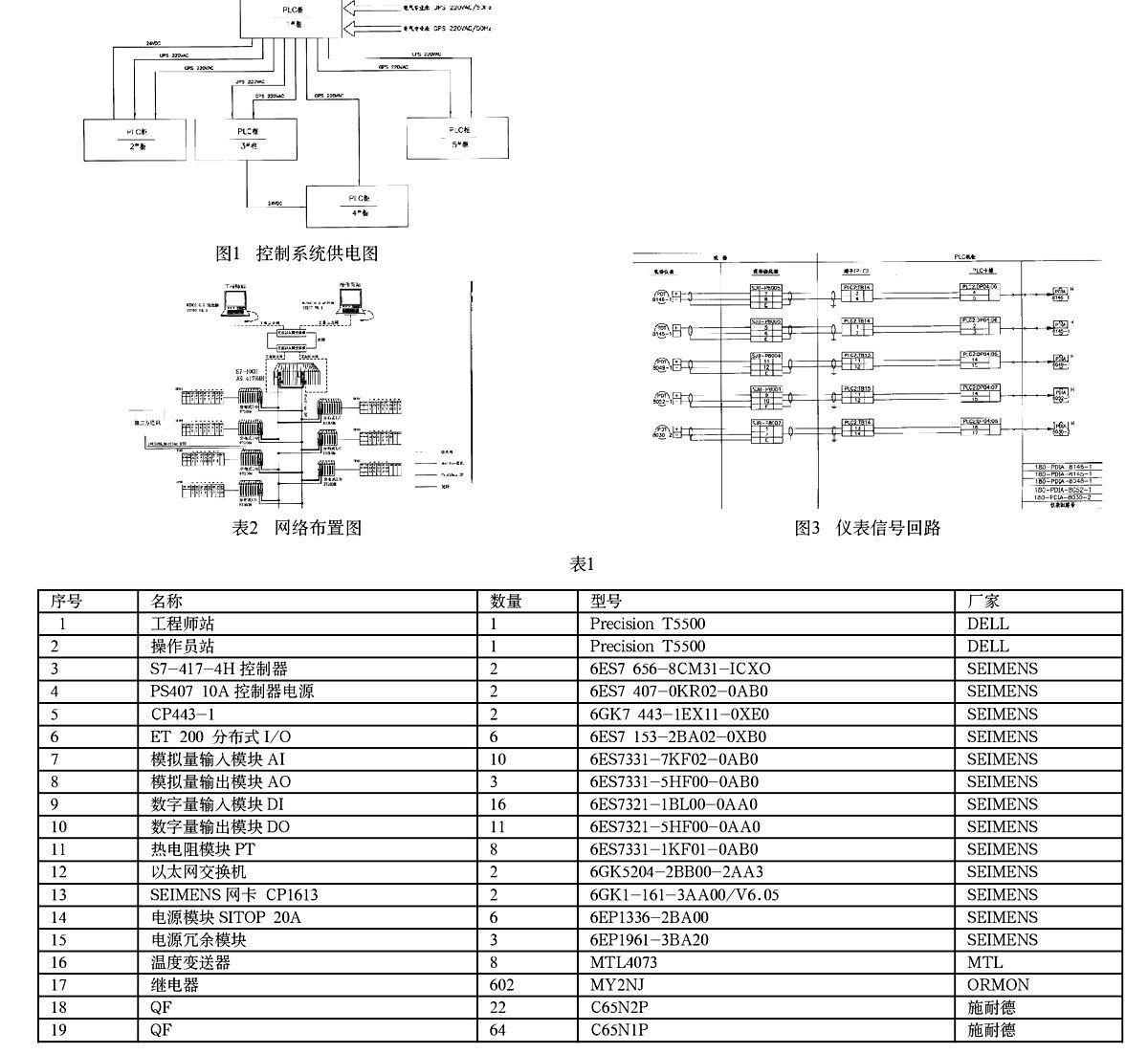
六、仪表信号回路
风送系统仪表信号回路如图3所示。
七、软件组态
控制系统的软件组态工具分为WINCC和STEP7两部分。
1 工程师站采用的是WINCC 6.2完全版,操作站使用的是WINCC6.2运行版。
2 风送单元的控制系统组态软件使用的是STEP7 V5.4 使用功能块图FBD编程。
STEP7 V5.4组态软件工具有:
a SIMATIC管理器,SIMATIC管理器可以管理一个项目的所有数据,编辑所选数据所需要的工具有SIMATIC管理器自动启动。
b 符号编辑器
使用Symbol Editor,可以管理所有的共享符号(全局符号)。包括
(1)为过程信号(输入/输出)为存储和块设计和注释
(2)分类功能
(3)从/向其他的Windows程序导入/导出
c 硬件诊断
d 编程语言FBD是STEP7编程语言的图形表达方式,使用与布尔代数相类似的逻辑框来表达逻辑,复合功能(如,数学功能)可用逻辑框相连直接表达。
e 硬件组态
硬件组态工具用于对自动过程中使用的硬件进行配置和参数设置
(1)系统组态:从目录中选择硬件机架,并将所选模块分配给机架中希望的插槽。
(2)CPU参数设置:可以设置CPU模块的多种属性。
(3)模块的参数设置:可以在屏幕上定义所有硬件模块的可调整参数。
f 网络组态
网络组态包括:连接的组态与显示
八、使用中存在的问题和改善的方法
西门子PLC S7-400在聚丙烯装置风送系统使用过程中,多次出现风机跳车。事故分析时,根据现有报警记录不足以进行详尽分析,查找出造成风机跳车事故的直接原因。主要体现在风机运行状态和风机启停信号等DI/DO信号状态,翻转时难以捕捉和采集。主要原因是该风送系统的报警事件是利用WINCc报警事件进行捕捉和采集,而不是CPU通过进行扑捉和记录,然后进行整体打包给WINCC。WINCc扫描周期长于CPU的扫描周期,当DI/DO信号状态翻转时,WINCc有时很难采集到DI/DO状态的翻转。有时风机突然跳车,却没有报警记录,给分析事故原因造成很大困难。
改进的方法:
1)修改现有风送单元程序,增加首出报警功能。
2)更换相关DI卡件,修改部分硬件和软件组态,使用西门子PLC控制系统DI卡件的SOE功能。