
大型滑枕前后轴承孔的制备新思路
2013-09-29 12:17尹玉生凡卫中陈亚菊
制造技术与机床 2013年12期
尹玉生 刘 卫 凡卫中 陈亚菊
(①北京天山新材料技术股份有限公司,北京 100041;②江苏恒力组合机床有限公司,江苏盐城 224005)
在制造大型卧式铣镗床中,其中一个重要部件——滑枕的前后轴承孔在加工过程中,由于其孔深,跨距大,同轴度、圆度精度要求高,靠机械加工成型还是一个较大难题。在对一台双立柱双滑枕卧式镗铣床的设计制造中,我们借鉴了国外制造大型机床滑枕经验,采用了一种高精度定位胶材料,尝试了一种注胶成型滑枕前后轴承孔技术,结果取得了很好的效果,各项精度检测均达到了设计要求。
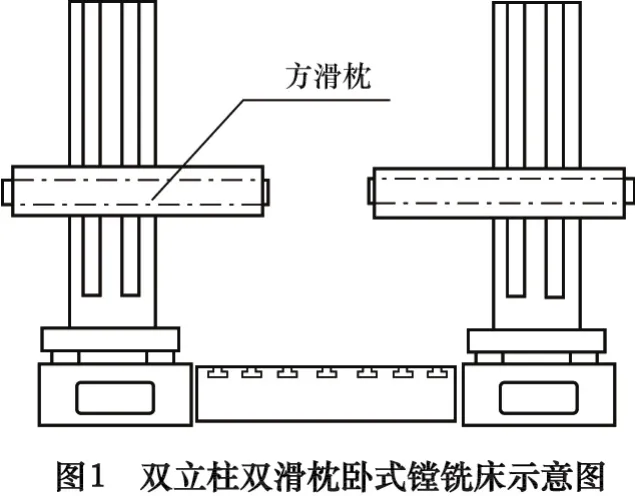
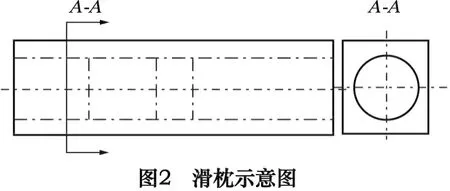
双立柱双滑枕卧式镗铣床在左右立柱上各配有一个方滑枕(见图1),对加工部件可以同时或独立进行铣削、镗孔加工,设计主轴最高转速1 500 r/min,主轴电动机为100 kW;滑枕长3 500 mm,滑枕内部设计有前后两个轴承孔,孔径380 mm,跨距1 100 mm(见图2),通过两次模拟试验后,确定了采用注胶成型轴承孔的方案。
高精度定位胶TS355具有如下物理机械性能:
(1)固化前具有流动性,运动粘度30 000~40 000 mPa·s,通过选择合适的注胶孔和注胶工具,可100%填充满预留间隙;
(2)固化收缩率小于0.1%(试验后确定了模具制备参数);
(3)固化后成为刚性物体,硬度:(Shore D)80;
(4)抗压强度:≥120 MPa;
(5)弹性模量:≥5 000 MPa;
(6)线膨胀系数:≤6×10-5;
(7)玻璃化转变温度:≥75℃;
(8)初固化时间:90~120 min,注胶完成后具有一定的再调整精度空间;
(9)与其相配套的脱模剂,在定位胶固化后具有主轴与涂层很容易分离作用。
通过对TS355高精度定位胶固化后性能指标分析,各项性能基本满足要求。例如通过弹性模量值的换算,按轴承位涂层厚度3 mm计算,平均每MPa压缩量约为0.000 6 mm,可以满足要求。
两轴承孔的成型依靠的是制备的工艺轴,工艺轴的制备精度易得到保证,其轴颈圆柱度、同轴度、达到0.001 mm。工艺轴稳装后其轴心线与滑枕外导轨调至平行度误差小于0.01 mm,前后轴承孔位置做好密封,通过注胶枪将高精度定位胶注满间隙。定位胶初固化速度一般在90~120 min左右,注胶结束后尚可用检测仪器对滑枕导轨与工艺轴轴心线的平行度做必要的定位调整,在确定精度无误下等待胶层的固化。
定位胶固化后起出工艺轴,清除密封材料,经检测各项精度均达到了设计要求。注胶结构见图3。

该项工艺技术有效地保证了滑枕轴承孔径的成型精度,也是一次对大型滑枕内轴承孔孔径制备方法的一种尝试。工艺简便,操作方便,制造周期快。目前整机装配完成,并通过了试运转、切削等各项检测。对其使用寿命等还有待整机在今后使用中得到验证。
猜你喜欢
防爆电机(2022年2期)2022-04-26
有色设备(2021年4期)2021-03-16
世界热带农业信息(2019年5期)2019-08-01
食品与生活(2019年4期)2019-05-13
北京汽车(2019年1期)2019-03-13
电子制作(2018年17期)2018-09-28
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
家庭医药·快乐养生(2018年4期)2018-04-23
益寿宝典(2018年19期)2018-01-26
