一种新型电熔爆铣削机床的便捷拆装集电装置*
2013-09-29 01:29李文卓柴永生刘加光
制造技术与机床 2013年5期
李 岩 李文卓 柴永生 刘加光
(烟台大学机电汽车工程学院,山东烟台264005)
高熔点、高硬度、高韧性、高脆性等高性能新材料加工的机械零件和模具,机械加工方式已难以或无法加工。因此,具有大型面、大型腔的机械零件和模具需要一种高效、节能的特种加工方式。然而电火花成型加工需要制备大的成型电极,加工成本高,生产周期长,加工适应性差,不适应现代产品快速更新换代的特点;电火花铣削加工亦不能满足对大型零部件大余量高效加工的要求[1-2]。
电熔爆铣削加工是在综合考虑电火花成型加工和电火花铣削加工两种工艺优势的基础上提出的。采用专用低电压、大电流直流脉冲电源,电流最高值可达3 000 A,是一种高效的强电加工方式,加工效率显著提高,可以作为解决大型零部件大余量高效加工问题的理想选择[3-5]。
然而电熔爆铣削加工对电极导电连接装置提出了新的要求,传统的导电连接装置无法满足大电流的要求。本文设计了一种电熔爆铣削机床的便捷拆装集电装置,通过实验验证:本装置可以满足电熔爆铣削加工对大电流的要求,进而提高了电熔爆铣削加工的工作效率。
1 设计方案
1.1 电熔爆铣削原理及装置
电熔爆铣削加工基于一种正负极放电现象,工件接某种电性(+/-),电极接另一种电性。电极安装在高速旋转的电极头上,外接电源给电极和工件供电。电极和被加工工件表面间产生剧烈的放电,极间的电弧受到强烈的收缩效应,达到很高的能量密度。在电弧通道中瞬时产生很高的温度和热量,足以使工件表面金属局部熔化和气化。在工作液的作用下,使熔化和气化的金属爆离工件基体,从而达到去除工件表层金属,使工件具有一定的表面粗糙度、尺寸精度及轮廓的目的[6-7]。
电熔爆铣削机床主要由电熔爆电源、机床本体、控制系统3个基本部分组成,如图1所示。
机床本体:床体采用“C”型结构,进给系统由交流伺服电动机、滚珠丝杠等精密部件构成一个半闭环系统;电极头的下端带有三角卡盘来夹紧电极(外径为1~20 mm的紫铜管),由同步电动机带动,实现电极的高速旋转;冲液管通自来水,进水口连接潜水泵,出水口对准放电部位,自来水通过回流管进入机床旁的水箱,实现水的循环利用。
电熔爆电源:采用基于IGBT封装的逆变脉冲恒流电源,电流的调节范围为0~380 A。
控制系统:采用NC(Numerical Control)嵌入PC的方式,即由开放式运动控制卡NextMove ES和功能强大的PC机组成,实时控制电熔爆铣削加工过程。实践表明,本系统具有较强的开放性和可扩展性。

1.2 常规的电极集电装置
随着电熔爆铣削机床的研制成功,对电极导电联接装置提出了承受大电流的要求,而现在市面上的装置基本上是用于电火花加工等小电流应用的集电装置,如图2所示。工作原理是在电极头相应部位安装电刷,电流通过接电螺钉、导线和电刷导通,再依次经皮带轮、滚花螺母、锥度轴、钻夹头传导,最终实现电流与电极的导通。然而此种装置存在固有缺点:一方面电流在中间传导过程中会造成电流损耗;更重要的是此装置受外形大小的限制,导线不可能太粗,电刷的体积也不可能太大。即使解决了导线和电刷的问题,大电流在传导的过程中,在接电螺钉、滚花螺母等一系列螺纹连接处也会发生放电现象,导致螺纹蚀除而破坏联接,甚至使装置变形乃至起火而无法正常工作。当电流施加在80 A以上,电极头便出现不同程度的放电破坏现象,远不能满足电熔爆铣削加工大电流的要求。

此外,液态汞上电方式虽然具有无电刷、无磨损、节能、高效等优点,但是汞很容易挥发到空气中引起危害,并且电极旋转摩擦及加工放电产生的热还会加剧汞的挥发[8]。
1.3 便捷拆装集电装置
为解决上述问题,设计了一种能承受大电流的便捷拆装集电装置。因为石墨具有以下优点,所以选用石墨作为导电块材料。
(1)耐高温性 石墨的熔点为3 850±50℃,沸点为4 250℃,超高温下电弧灼烧,重量的损失很小,热膨胀系数也很小,并且石墨强度随温度提高而加强。
(2)导电、导热性好 石墨的导电性优于一般金属材料,导热性超过钢、铁、铅等金属材料。
(3)润滑性 石墨的润滑性能取决于石墨鳞片的大小,鳞片越大,摩擦系数越小,润滑性能越好。
(4)化学稳定性好 石墨在常温下有良好的化学稳定性,能耐酸、耐碱和耐有机溶剂的腐蚀。
便捷拆装集电装置各部件的相互关系如图3所示:支撑板内部安装电极的导向器,壳与支撑板面配合良好,可以直接安放在支撑板上;弹簧套在装有螺母的螺栓外端,其压缩量可以通过螺栓与壳连接的旋入量调节;两根导线连接电源的同一极性,增大了电流的流通量。壳的开口为导线的引出位置,开口位置两边的薄板与石墨导电块部分贴合,控制导电块相应的3个自由度,使其无法随电极旋转。螺栓、螺母与弹簧构成自适应结构,作用是将上下两电刷在相应方向上有一定的错位,以保证电刷与电极的良好接触,其松紧度可根据弹簧的长度适当旋转螺栓便可方便调节。

其动作关系:两根导线按照图3中关系分别焊接在两个石墨导电块上。安装电极时,将导电块、壳按相应关系装好,直接将外壳放在支座上,并调整螺栓使弹簧处于零形变状态,将电极直接插入此装置,将上端用钻夹头夹好。适当旋转电极,调整螺栓使弹簧顶紧导电块,使之与电极良好地接触,即完成电极的安装,从而为电熔爆铣削加工做好准备。如果电极过长无法放入钻夹头时,可调整此装置安放在支撑板上的顺序,并将支撑板里的导向器取出,将电极放入钻夹头后再将此装置安放在支撑板上,最后将导向器重新安装在支撑板上即可。
本装置突破以往电刷安装在电极头相应部位的局限性,通过两根导线加大了电流的流通量,并且直接将电流导通在电极上,避免了大电流从电极头往下传导的过程中,在螺纹连接部件放电的现象,从而有效解决了以往装置无法施加大电流这一技术问题。
2 实验条件及内容
2.1 实验条件
(1)工件材料是热作模具钢4Cr5MoSiV1,工具电极是紫铜管(外径φ10 mm、内径φ8 mm),电极转速为80 r/min。
(2)电压信号:额定电压100 V,采用CHV-25P/100霍尔电压传感器采集,线形精度<0.2%。
(3)电流信号:采用CHB-500S型霍尔电流传感器采集,响应时间 <1 μs。
(4)电极进给:电极补偿测量采用实时和延时预测的并存混合自动优化策略。X、Y、Z轴的控制运动精度为0.02 mm,运动响应周期为5 ms。
(5)冷却液为普通自来水。
2.2 实验内容
设计关于电流的单因素实验,如表1所示。实验采用直线槽加工方式,加工行程为1 000单位(30单位=1 mm)。实验过程中电流从140 A逐级加载到380 A(受电源限制电流最大值为380 A),并留意集电装置的工作情况,如发现异常立即断电。
实验指标:加工速率(正常工作时工件每分钟的去除体积)
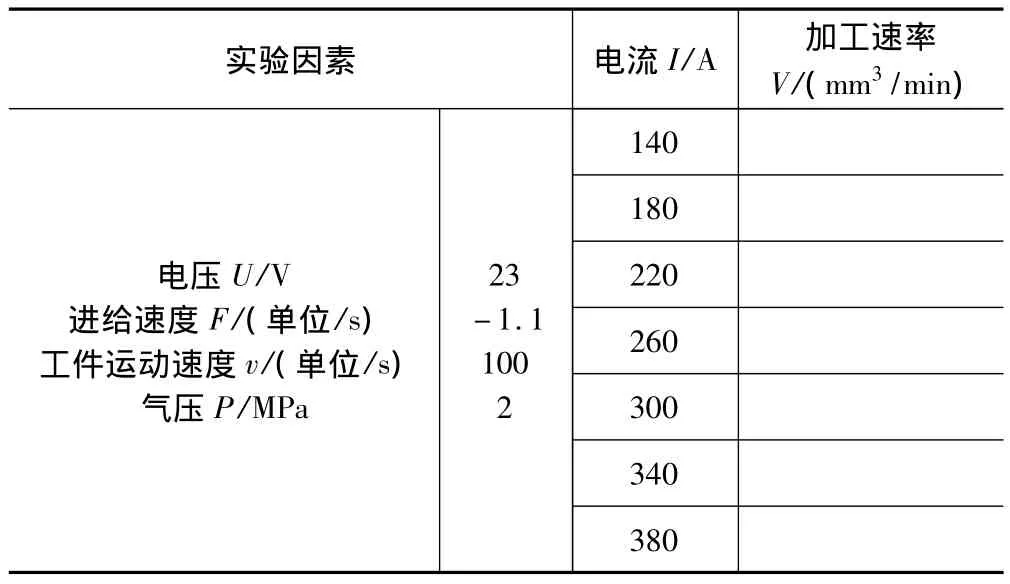
表1 关于电流的单因素实验
2.3 实验结果及分析
实验结束后,将工件从工作台取下并将加工表面擦拭干净。用50分度的游标卡尺测量直线槽的加工宽度b(为15.00 mm,实验条件中给出的电极加工获得直线槽的宽度为恒定值)和深度h,经计算得出加工速率

直观起见将计算数据绘制成如图4所示的关系曲线图。
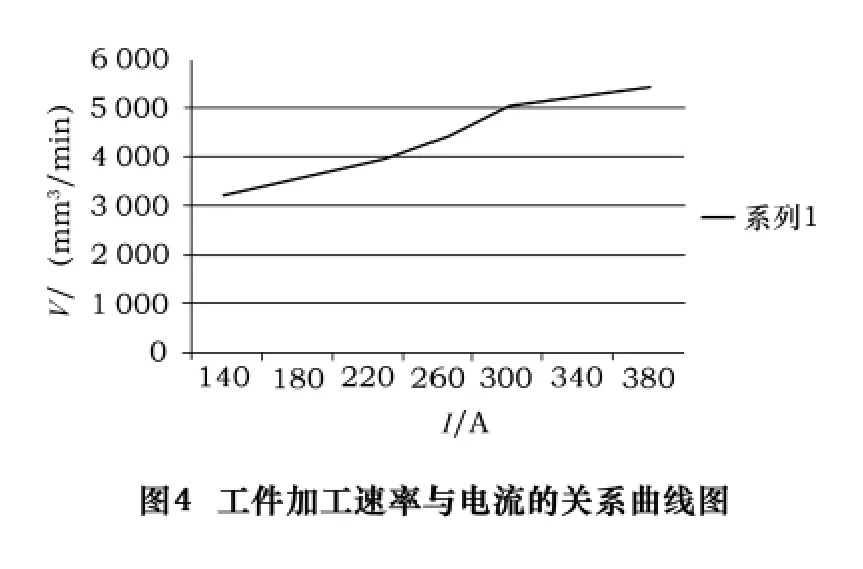
经验证,本装置确实提高了电熔爆铣削加工的工作电流,在一定程度上满足了电熔爆铣削加工大电流的要求。随着工作电流的增大,工件的加工速率显著提高,有效地解决了大型工件大余量加工的难题。
3 结语
(1)本装置结构简单,安装维护方便。易耗损部位为导电块和电极,其中电极随着加工的进行不断地被消耗,因此对电极的损耗可以忽略不计;而导电块不仅价格低廉而且维护方便。
(2)本装置将电极头的导电连接部分从旋转头中进行功能分离,将电流直接导通在电极上,省掉了中间的电流耗损,。
(3)本装置允许大电流通过。导电块与电极通过自适应张紧配合、多电刷结构保证了大电流直接导通在电极上,避免了大电流在螺纹联接处放电对导电装置的破坏。
本装置大大提高了电熔爆铣削机床的工作电流,显著提高了电熔爆铣削加工的工作效率,有效地解决了大型工件大余量加工的难题。
[1]沈蓉,刘永红,纪仁杰.非导电材料电火花铣削加工节能型双路MOSFET 脉冲电源研究[J],机床与液压,2010,38(9):10 -11,17.
[2]孙德旭,李文卓,高效电火花铣削机床的探索研究[J].机械工程与自动化,2007(3):135 -136,139.
[3]狄士春,王弢,于滨,等.电火花加工脉冲电源研究现状与发展趋势[J].航空精密制造技术,2002,38(4).15 -18.
[4]廖萍,吴国庆.DK9032电熔爆机床[J].制造技术与机床,2004(11):37-39.
[5]Kunieda Masanori,Muto Hideyuki.Development of Multi- spark EDM[J].CIRP Annals- Manufacturing Technology,2000,49(1):119 -122.
[6]梁楚华,朱志坚,杨明洁.电熔爆技术发展现状及展望[J].现代制造工程,2004(1):98 -100.
[7]李文卓,颜国正,于云霞.微细喷油孔电火花加工机床的研制[J].中国石油大学学报,2008,32(1):82 -85.
[8]丁国平.短电弧机床关键技术—引流装置的研究与实现[D].乌鲁木齐:新疆大学,2007.
猜你喜欢
现代工业经济和信息化(2022年6期)2022-08-02
中国应急管理科学(2022年2期)2022-05-23
山东电力技术(2022年4期)2022-04-28
建材发展导向(2021年12期)2021-07-22
上海大中型电机(2021年2期)2021-07-21
煤气与热力(2021年3期)2021-06-09
陶瓷学报(2020年2期)2020-10-27
商品与质量(2019年50期)2019-07-22
综合智慧能源(2018年5期)2018-07-19
汽车电器(2017年7期)2017-08-24