
卧式双面铣前轴拳头面专用机床
2013-09-26 09:32张学周
制造技术与机床 2013年7期
张学周
(安阳三一机械有限公司,河南安阳455000)
1 方案分析
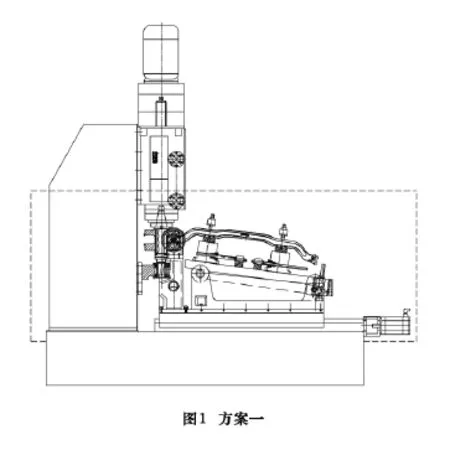
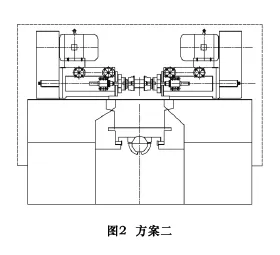
前轴在整车中承担承重、支承、转向的功能,属于汽车上重要零部件,而前轴拳头面的加工则是前轴加工中重要工序。前轴拳头两端面通常采用以下方案加工:方案一采用立式单面移动工作台结构,一铣头安装一穿糖葫芦铣刀加工前轴拳头上下面(如图1);方案二采用卧式双面移动工作台结构,两铣头各装一铣刀盘分别加工前轴拳头一端面(如图2)。方案一采用立式结构,需要使用立柱使成本增加,而方案二采用双面结构,需要用两个铣头,成本高。而且这两种方案每次均只能加工前轴一端的拳头面,工作效率低、劳动强度大,不能满足企业生产计划和市场需要。
根据上述情况,设计开发了卧式双面铣前轴拳头面专用机床(如图3),该机床可实现一次装夹同时加工前轴两端拳头面,并且一次加工成型。

2 机床总体设计
两专用铣头分别置于两个机械滑台上,两滑台置于整体床身上,床身中间放置固定夹具。由于前轴拳头面端面有倾斜角度,一般为2°~10°之间;为适应前轴多品种加工,在床身和机械滑台之间放置一过渡板,滑台与过渡板固定为一体。在床身上安装固定一定位销,过渡板与此定位销配合,前后端用压板压紧,当加工端面倾斜角度不同的前轴时,只需松开压板,旋转过渡板至相应的角度并更换铣刀杆上的隔套即可;对于长度不同的前轴,机械滑台只要留有一定的储备量就能适应不同长度前轴的加工。


根据被加工件特点设计了结构新颖、紧凑的固定式夹具,与前两个方案相比还可以节省一个专用移动工作台。该机床不仅成本低,操作、维修方便,而且可大大提高加工效率、降低工人的劳动强度。
3 定位、加工工艺性分析
图4为前轴拳头面加工简图。前轴拳头面端面一般有2°~10°倾斜角度。因此两专用铣头在滑台上需倾斜一角度并对称布置才能高效加工。经分析研究,决定以前轴板簧面及其上两销孔定位,液压夹紧。考虑到铣削加工时刚性差、工件振动,在拳头外圆中间加一辅助支承,并在拳头外圆上表面用一旋转压板压紧,实际证明效果理想。
4 夹具结构设计
夹具是机床的重要组成部件,是根据被加工件的工艺性和机床加工方案的具体要求而专门设计的。它主要用于实现被加工工件的准确定位,合理夹压,装卸工件限位以及更换品种调整方便。
夹具结构见图5。它主要由夹具体、支座、定位板、压板、夹紧油缸等组成。夹具体上部两端左右对称,中间铣有T形槽。两支座通过T形螺栓与夹具体固定连接,并可在夹具体上左右移动一定距离。定位键用螺钉固定在支座上,左右调整支座时起定位导向作用。定位板、定位销可根据前轴品种不同而更换。工件夹紧采用旋转压板油缸,吊装上件时还备有浮动托板及限位杆便于定位销插销定位。
由于板簧定位面及夹紧点与拳头面之间距离比较远,铣削两端拳头两端面时,工件极可能发生振动甚至打刀,为避免这种现象发生,在拳头面外圆下面安装了一个辅助支承。考虑到前轴多品种特点及铣削时辅助夹紧压板不能两铣刀干涉,设计了如图5所示的辅助支承及辅助夹紧点可以前后、左右、上下六方位自由调整的柔性辅助支承夹紧单元,夹紧压板还能旋转便于装卸工件。该机构实现了多品种、不同系列前轴的铣削加工。
5 刀具支承
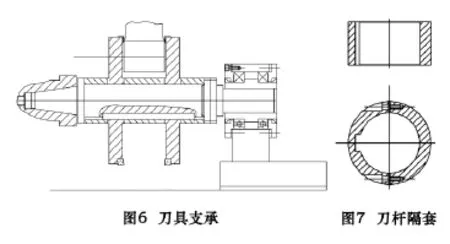
铣前轴两端面采用图6所示刀具支承。加工不同前轴,两铣刀之间距离不同,拳头面端面倾斜角度也不相同,为便于更换品种,刀杆上的隔套采用图7所示结构。
6 结语
该机床方案结构紧凑、夹压合理、成本低、效率高,具有一定的应用推广价值。
[1]唐照民.机械设计[M].西安:西安交通大学出版社,1995:102-145.
[2]王启平.机床夹具设计[M].哈尔滨:哈尔滨工业大学出版社,2005:201-223.
[3]谢家瀛.组合机床简明设计手册[M].北京:机械工业出版社,1994:102-158.
猜你喜欢
农业装备与车辆工程(2022年8期)2022-10-31
汽车实用技术(2022年10期)2022-06-09
专用汽车(2020年9期)2020-09-26
模具制造(2019年10期)2020-01-06
汽车实用技术(2019年17期)2019-09-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
福建文学(2019年4期)2019-04-17
小读者·爱读写(2018年6期)2018-08-04
制造技术与机床(2017年3期)2017-06-23
