
基于可靠性的高档数控机床装配过程精细化管理模式研究*
2013-09-26 09:32刘新宁苟卫东
制造技术与机床 2013年6期
刘新宁 苟卫东
(①青海华鼎实业股份有限公司,青海西宁 810000;②青海一机数控机床有限责任公司,青海西宁 810018)
1 精细化管理是提升高档数控机床可靠性的保障
目前,中高档机床通过国家科技重大专项的实施,提高关键技术的攻关,基本实现了由“量变”到“质变”的提升,但如果缺乏精细制造,制造工艺过程没有重大突破,仍然会导致中高档数控机床的可靠性下降。
影响可靠性的主要因素有:零件加工质量不稳定、检测能力不足,装配调试不到位;外购元器件、关键功能部件和配套件未经严格测试检验和筛选而存在质量隐患;质量意识淡薄,综合素质不高,造成人为附加隐患等原因。
这些都是造成我国中高档机床的质量不稳定和可靠性差的主要原因。因此,需要我们完善生产、检测设备保障能力;同时,确保全面质量管理体系执行到位,特别注重质量隐患预防体系和质量问题可追溯体系的建设,杜绝不合格零件流入下道工序;对企业各级员工,应建立完善的质量考核与效率考核并重的员工薪酬体系,并注重员工质量意识和综合素质的强化培训,从而将人为隐患减到最低。严格精细的管理、严密的工艺过程,甚至苛刻的生产过程质量控制才能将技术转化成真正的精品。
中高档数控机床的装配过程应该是一个精细的制造过程,每一个零件的装配,每一道装配工序,都应该是一个精雕细刻的过程。因此在装配过程管理中必须精确定位、合理分工、细化责任、量化考核。精确定位就是针对每个部门、每个岗位的职责都要定位准确,对每个系统的各道工序和各个环节都要规范清晰、有机衔接;合理分工是指细分工作职责和办事程序,从而建立制衡有序、管理有责、高效运行的内部管理系统;细化目标是指通过对各业务部门的责任细化,建立完善的内部管理制度;量化考核是指将各部门的“一天一单”任务量值化,质量、任务责任具体化,对工作行为与结果进行控制的过程,考核时做到定量准确,考核及时,奖惩兑现。
2 装配过程精细化管理
在整个机床装配过程中,需要预先制定一个详细的产品装配计划,必须精确定位、合理分工、细化责任、量化考核。目前我们采取的办法是在生产、装配初期制定计划,界定工作范围,分解所有任务,就不会出现任务遗漏的现象;在计划中制定项目阶段目标,按阶段控制进度偏差,及时纠正,就不会出现到最后一刻,才暴露出隐藏的各种各样的问题,从而产生质量下降、延误交货期、可靠性下降的现象等。
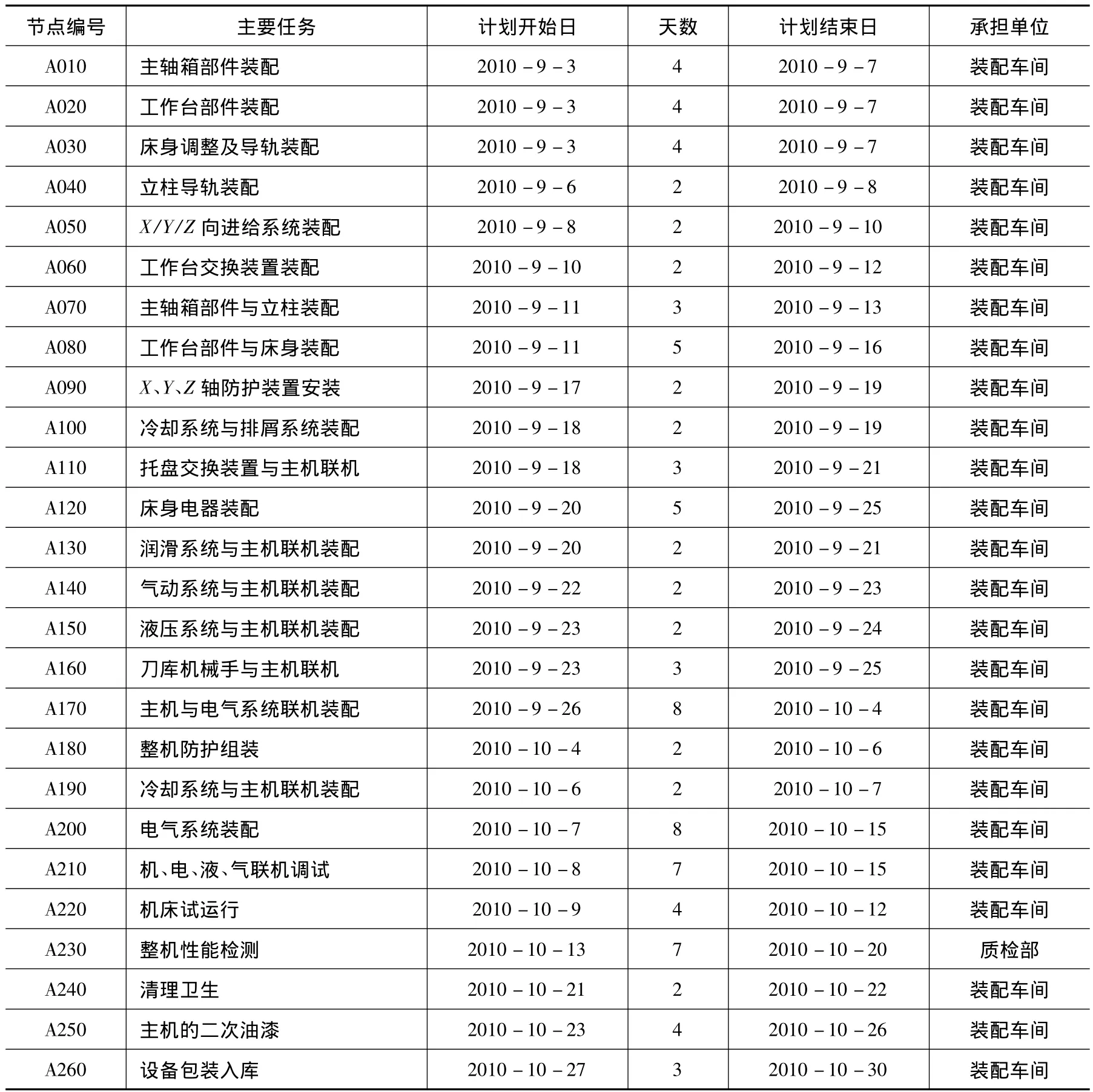
表1 高速卧式加工中心装配生产计划表
甘特图(Gantt Chart)是在20世纪初由亨利·甘特开发的。它基本上是一种线条图,横轴表示时间,纵轴表示要安排的活动,线条表示在整个期间上计划的和实际的活动完成情况。甘特图直观地表明任务计划在什么时候进行,以及实际进展与计划要求的对比。本次实施过程中借助于甘特图的方法进行了从装配进度的管理,并对甘特图的内容进行了适当的扩充,首先,要确定各活动间的关系,特别是各活动的先后依赖关系,最好同时完成活动时间、地点和资源使用的确认,形成高速加工中心装配计划。
2.1 甘特图的编制
编制甘特图的步骤大致如下:(1)明确主装配过程中牵涉到的各项子装配活动、试验或测试。内容包括装配名称(包括顺序)、开始时间、工期、任务类型(装配/试验)、装配或检测(实验测试)地点和依赖于哪一项任务。(2)创建甘特图草图。将所有的装配阶段按照开始时间、周期、装配(或试验检测)地点、责任单位标注到甘特图上。(3)确定装配活动依赖关系及时序进度。按照装配的顺序将装配阶段联系起来,保证在未来计划有所调整的情况下,各项活动仍然能够按照正确的时序进行,也就是确保所有依赖性活动能并且只能在决定性活动完成之后按计划展开,同时避免关键性路径过长。关键性路径是由贯穿项目始终的关键性任务所决定的,它既表示了项目的最长耗时,也表示了完成项目的最短可能时间。(4)计算单项活动任务的工时量。(5)确定活动任务的执行人员及适时按需调整工时。(6)计算整个项目时间。
2.2 甘特图的使用管理
通过以上步骤,绘制好高速卧式加工中心装配所需的总图和部件、关键部件试验、电气、液压、整机检测、喷漆等装配所需甘特图。图纸绘好后,生产部及时下发到各部门负责人,由负责人根据本部门的甘特图,通过简洁易懂的甘特图,使每部门都明白本日、本周、本月的工作任务计划,也使管理人员随时掌握工作进展情况。
根据表1高速卧式加工中心装配生产计划表可以通过在Excel中绘制简单的甘特图如图1所示。
图中每个方块表示需要完成的任务和完成的地点、时间节点,从图中可以看出需要串行或并行完成的工作,能够确定装配工作的各个责任接口,强调每一项工作具体由谁负责,并明确每一个人、组织、组织单元在整个产品装配中的地位和作用。
现以高速卧式加工中心为例对甘特图的应用说明如下:
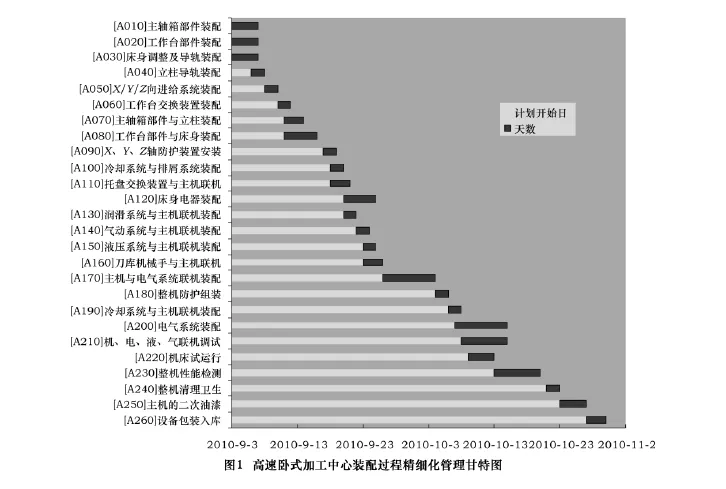
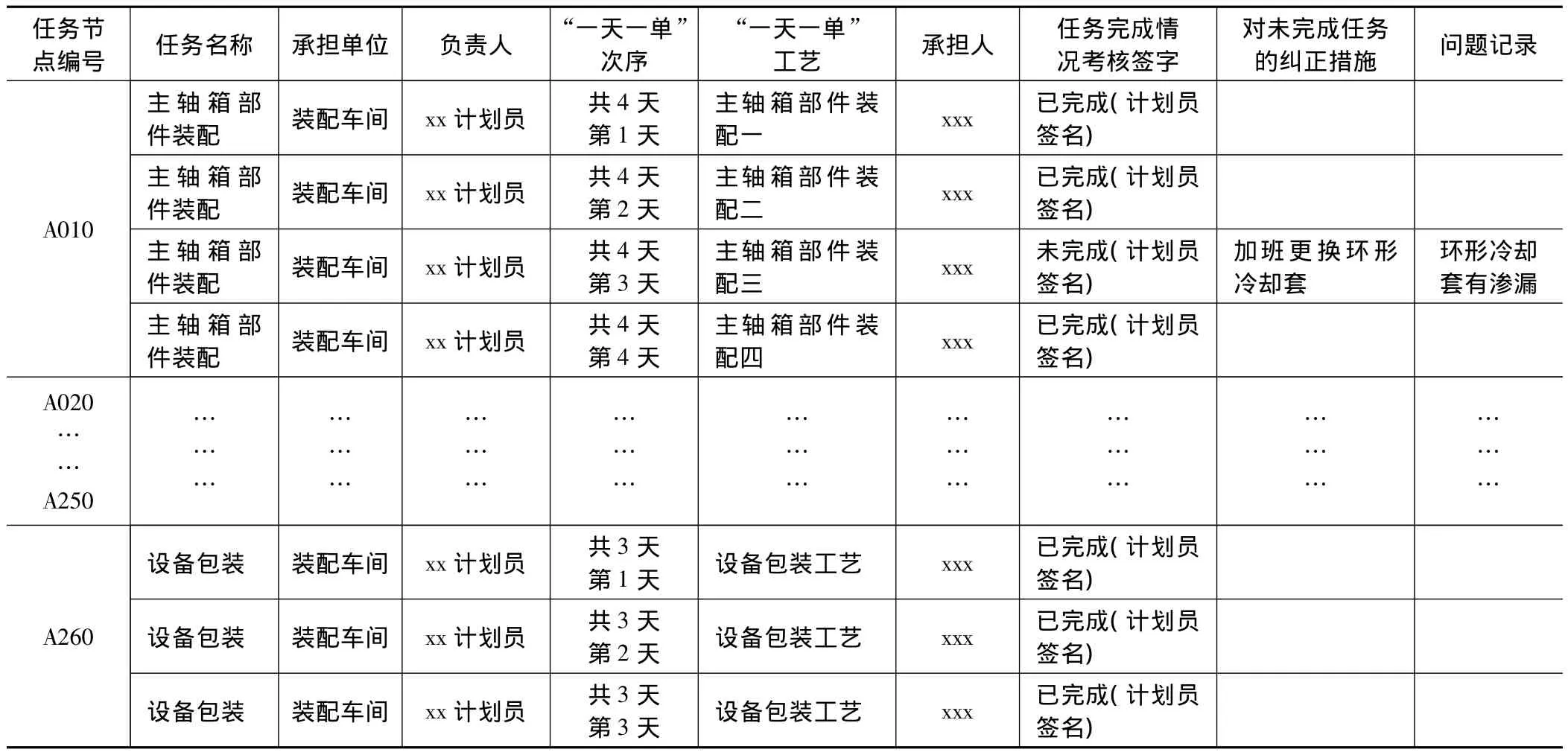
表2 承担单位任务分配考核记录
(1)生产部进行每个节点所需零部件的组织,按照“一天一单”的组织模式,提前一天发送到转配车间的装配人员岗位,并由车间调度核对无误后负责签收;
(2)采购部门负责外购配套件的组织,按照“一天一单”的组织模式,提前一天发送到装配车间的装配(或实验测试)人员岗位,并由车间调度核对无误后负责签收;
(3)生产部门和采购部门所提供的零件或配套件必须与“一天一单”的装配工艺文件艺要求相一致;
(4)装配车间计调人员按照“一天一单”的装配模式,填写任务接受人员、接收时间、要求完成时间等相关记录,并按“一天一单中”的当天需完成的装配任务,将当日装配所需的零件、配套件(包括标准件)分配到装配人员;
(5)装配人员接收当日装配所需的零件、配套件(包括标准件)后,仔细阅读理解“一天一单”中的当天需完成的装配任务和装配工艺方法,按照装配工艺所列相关装配器具,借出当日装配过程所需特殊工装、检测仪器或量检具,实施装配,记录当日工作中规定检测的数据(若出现超出装配工艺中规定的允差值,必须返修,直至达到工艺规定的允差要求);
(6)对于图1所示的每个装配节点,需要装配人员、车间计调人员和检验员先后通过签名的方式,对所完工的装配节点进行任务是否完成和质量确认。计调人员从计算机系统记录每个装配节点的实际完工时间并自动进行后续装配节点相关信息的更新。同时,车间调度员可实时统计所有装配计划、具体产品或者批次的整体装配进度(表2所示)。
3 实施“一天一单”装配工艺
要实现装配过程精细化管理离不开精细完整的装配工艺,“高速卧式加工中心装配生产计划表”中,列出了如节点编号为A010、主要任务为主轴箱部件装配、计划开始日为2010-9-3、天数为4天、计划结束日为2010-9-7、承担单位为装配车间;就需要分别制定“主轴箱部件装配”第一天、第二天、第三天、第四天“一天一单”的装配工艺(如表3所示)。
本公司根据产品特点制定了“一天一单”的产品工艺,明确了装配车间计划、调度、装配人员、实验测试、整机检测、油漆、包装等部门和具体操作人员的责任,规定完成任务的时间(定额工时)、需装配的零部件及外购配套件、装配(包装)等的工艺方法、所需工装及量检具、(试验)检测方法、需记录的数据等。
4 抓好落实,逐步完善
当各项计划制定好后,关键要抓好落实。首先进行动员,大力宣传,营造气氛,统一思想。根据产品装配过程中的关键工序、试验方法对员工进行培训,以便掌握产品装配中的关键环节及质量控制点,通过一轮的产品精细化管理实施过程,通过PDCA循环过程对发现的问题还须不断调整完善,使之更为完整合理。
5 结语
(1)通过装配过程精细化作业管理可消除各种引起不合格品的原因。在装配过程中每一工序都要求达到最好水平和最高装配精度,追求零缺陷。精细的工作作风,走出了“差不多就行”的思想和管理误区,做好自己的事情,达到“零缺陷”境界,就能实现“零缺陷”。
(2)装配过程中精细化使库存减少,这样可降低生产成本,使矛盾显性化,有利于强化岗位责任。
(3)装配精细化作业能做到当天的任务“日清日结”,提高装配效率,确保生产周期;能及时发现产品工艺问题和装配人员技能水平差异,可实现对产品的持续改进和装配人员的技能提出针对性培训任务;进行电子存档后,对于出厂机床用户使用过程中出现的问题便于追溯。
(4)实施精细化装配是一项系统工程,涉及工艺技术、生产、质检等企业管理的多个部门。实施过程中要深入调查研究,充分了解企业目前现状、优势、劣势、存在问题及可能的解决方法,并根据企业自身资源予以充分消化吸收。
猜你喜欢
建材发展导向(2022年10期)2022-07-28
一重技术(2021年5期)2022-01-18
活力(2021年6期)2021-08-05
昆钢科技(2021年1期)2021-04-13
人大建设(2019年4期)2019-11-17
世界农药(2019年2期)2019-07-13
小天使·一年级语数英综合(2017年7期)2017-08-04
人大建设(2017年4期)2017-07-21
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2017年2期)2017-02-16
