
840D系统的异步中断功能在机床断刀后的应用
2013-09-25 01:49:22罗建全吴春平康晓兰
电气传动自动化 2013年1期
罗建全,吴春平,王 恒,康晓兰
(汉川机床集团有限公司,陕西汉中 723000)
1 引言
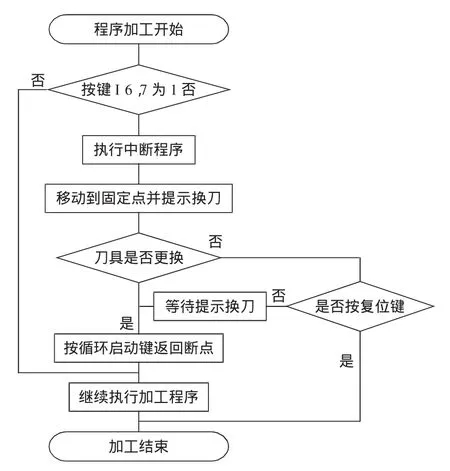
图1 程序流程
在数控机床的加工中经常会遇到断刀的情况,在这种情况下利用一个特殊按键触发一个中断程序,使机床能够移动到比较安全的位置暂停并执行手动换刀。在手动换刀过程中可以利用一个特殊的按键在自动方式下能够实现松卡刀功能,在换完刀具后按循环启动键使机床按照自己设定的轴顺序自动返回断点继续程序加工。
2 840D系统的机床参数设置
由于异步中断功能在840D系统中属于选项功能,因此首先要设置19340参数,然后将MD11602[0]设为 1,MD11604[0]设为 1。
3 PLC程序设计
程序的流程如图1所示。
3.1 建立数据块
子程序FB4的背景数据块DB205;建立数据块DB122定义中断子程序名及子程序的存储路径。当发生中断后则根据中断名称及中断子程序的存储路径执行中断子程序。
DB122数据块如图2所示。

DB205数据块如图3所示。

图2 DB122数据块
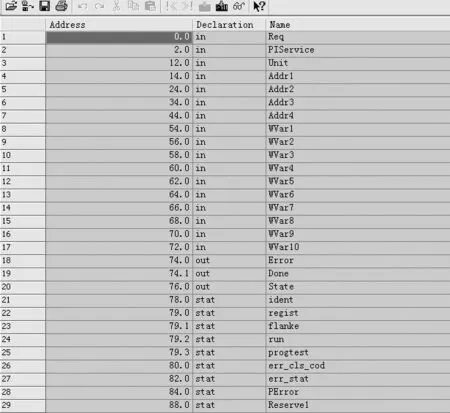
图3 DB205数据块
3.2 调用中断子程序块FB4
在PLC程序中,当系统正常启动后激活一次FB4子程序块,这个子程序可以定义被调用的子程序名和子程序路径。
Network1:中断FB4子程序块


3.3 调用中断子程序块FC9
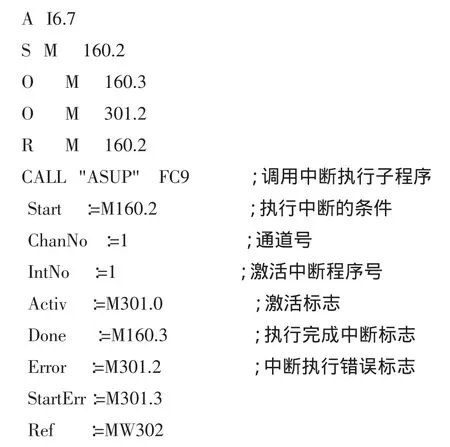
当加工过程中断刀时,通过按键I6.7激活子程序块FC9,使系统暂停当前NC程序的执行,转而执行中断程序ASUP1。当有多个中断发生时,系统将根据中断的优先级选择执行中断程序。
Network2:中断程序执行
4 ASUP1中断子程序设计
根据中断数据块DB122中定义的中断子程序名及存放路径,在工件程序中编辑并放置中断名称为ASUP1的中断子程序。
ASUP1程序如下:
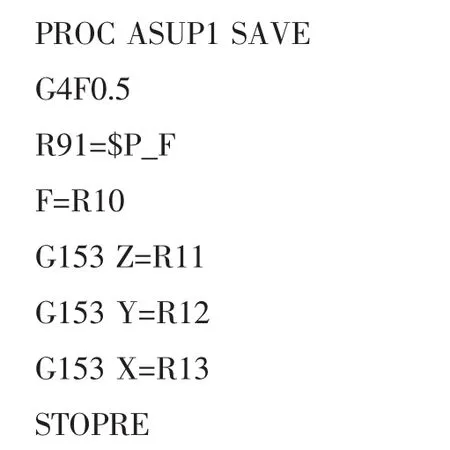
MSG("请换新刀并在换完新刀具后按循环启动键继续加工")
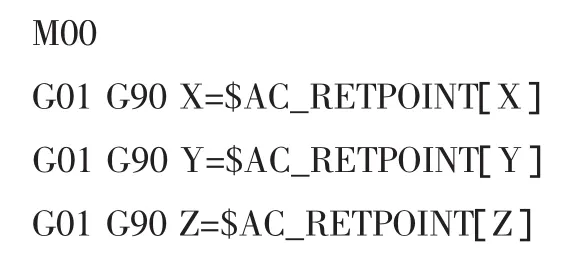
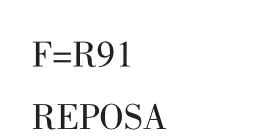
利用子程序ASUP1可以使机床移动到设定的机床固定位置 X=R13、Y=R12、Z=R11,然后使机床处于暂停状态并提示换刀。当操作人员换完新刀具后,按循环启动键机床将返回点继续执行NC程序。一般情况下当利用了REPOSA语句,机床将按照系统默认的几轴联动的方式返回断点,但为了防止机床在自动返回断点时出现撞刀现象,这里应用了按用户自己设定的路径执行断点返回功能。
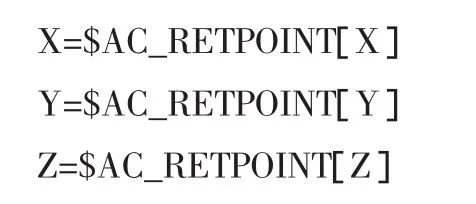
利用此功能必须设置以下参数:

5 结束语
本文中利用了两种特殊功能:一是异步中断功能,二是按用户自己设定的路径执行断点返回功能。这不仅实现了在加工中断时暂停、等待换完刀具后返回断点继续加工的功能,还为解决类似其他问题提供了有效解决途径。
[1]SINUMERIK 840D/840DI/810D SIMODRIVE 611 DIGITAL调整表.西门子(中国)有限公司.
[2]SINUMERIK 840D/810D简明调试指南.西门子(中国)有限公司.
猜你喜欢
初中生世界·九年级(2019年6期)2019-08-15 01:28:48
时代英语·高二(2017年4期)2017-08-11 11:54:16
解放军健康(2017年5期)2017-08-01 06:27:44
上海铁道增刊(2017年2期)2017-04-18 06:50:49
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
赤峰学院学报·自然科学版(2012年19期)2012-10-14 02:54:02
微处理机(2012年4期)2012-06-13 11:32:24
科技传播(2011年24期)2011-08-29 05:39:46
