热压碳化钨基复合胎体材料性能试验
2013-09-22 13:50马银龙孙友宏刘宝昌张献振李小洋
吉林大学学报(地球科学版) 2013年1期
马银龙,孙友宏,2,高 科,刘宝昌,2,张献振,李小洋
1.吉林大学建设工程学院,长春 130026
2.吉林大学超硬材料国家重点实验室,长春 130012
3.中煤科工集团西安研究院,西安 710077
0 引言
除金刚石参数(质量、目数、浓度)外,影响金刚石工具性能的另一个重要因素是胎体材料。胎体的主要作用是牢固包镶金刚石和调整工具的磨损速度,胎体材料的性能决定了金刚石工具的寿命和时效[1-3]。
目前,金刚石工具的胎体配方主要有碳化钨(WC)基[4-5]、钴(Co)基、铁(Fe)基、钨(W)基等[6]。WC基复合胎体的烧结温度高,胎体洛氏硬度(HRC)与耐磨性能较好,并对金刚石的损坏较小;因此其作为金刚石钻头胎体配方应用较为广泛[7-10]。要钻进不同岩性的地层,就要有适当的胎体性能与之相配[7-8];因此,胎材料体性能的可调节性对金刚石工具的胎体设计具有实际意义。
笔者研究WC基胎体材料的主要目的是在制备工艺一定的前提下,通过控制配方中某些成分保持不变、另外一些成分含量改变来研究改变的成分对胎体材料HRC、抗弯强度(σ)的影响,并通过定量分析得出WC质量分数与胎体的HRC拟合函数,用来指导胎体材料的性能调整。
1 实验方法
1.1 实验材料
WC粉:200目,纯度99.9%。663青铜(ZQSn663)粉:300目,纯度99.9%。硬质合金(YG6)粉:300目,纯度99.9%。锰(Mn)粉:200目,纯度99.9%。Co粉:300目,纯度99.9%。镍(Ni)粉:300目,纯度99.9%。
1.2 制备工艺
本次试验共设计了10种WC基复合胎体材料配方(表1),胎体试样规格为(长×宽×高)38mm×8mm×5mm,每种配方烧制3个试样。胎体材料各成分按照一定质量比使用JH2D-6型三维摇滚式混料机混合24h后,采用0.000 1g电子天平称量,均匀放入石墨模具中。试样采用苏州工业园区腾龙机械有限公司生产的TLZK2001真空热压烧结机进行热压烧结制备。具体参数如下:加压方式为限位加压;初始压力3MPa;当温度到900℃时,加压到9MPa;当温度到达970℃时,压力达到13 MPa,此时进行保温、保压。升温方式为均匀升温:升温时间6min,保温时间5min;加热方式为中频感应加热;测温方式为红外测温;冷却条件为840℃出炉,在保温沙中自然冷却。模具材料为高强石墨。
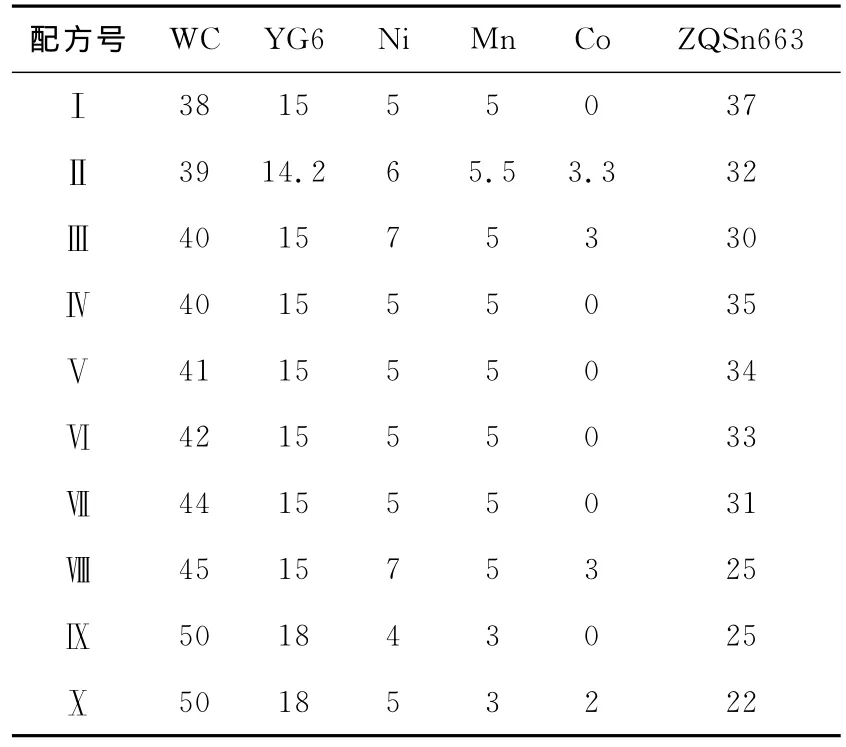
表1 WC基胎体材料配方Table1 WC matrix formula -wB/%
1.3 测试
复合胎体材料硬度测试采用HRS-150数显洛氏硬度计,数显洛氏金刚石压头实测精度为:圆锥角α=120°4′、顶端球面半径R=0.200mm。硬度测试前试样测试面要放在2 000目的砂纸上进行抛光处理,在每种配方(3个试样)胎体的压制面上测试6个点,取3个试样上共18测试点的平均值作为此配方的洛氏硬度测试值(表2)。用液压式万能试验机配合抗弯强度测试仪和压力传感器组合形式采取3点弯曲法测试试样的跨距为24mm,加载速度为0.4mm/min。测试具有破坏性,每个试样只能测试一个数据,每种胎体材料配方的抗弯强度测试值为3个数据的平均值(表2)。
2 结果与讨论
2.1 显微形貌
试样热压烧结后,采用热场发射扫描电镜检测其显微形貌和组织形式,为避免表层空气氧化,采用配方Ⅳ新鲜断口取样。分别将试样断口放大32 000倍(图1a)和2 000倍(图1b)进行分析。图片中暗色为液相,白色为固相。可以看出,固相分布较为均匀,周围被液相所填充,并且颗粒细小(500nm)。从显微形貌可以得出WC基复合胎体材料属于较理想的粉末冶金液-固连接。
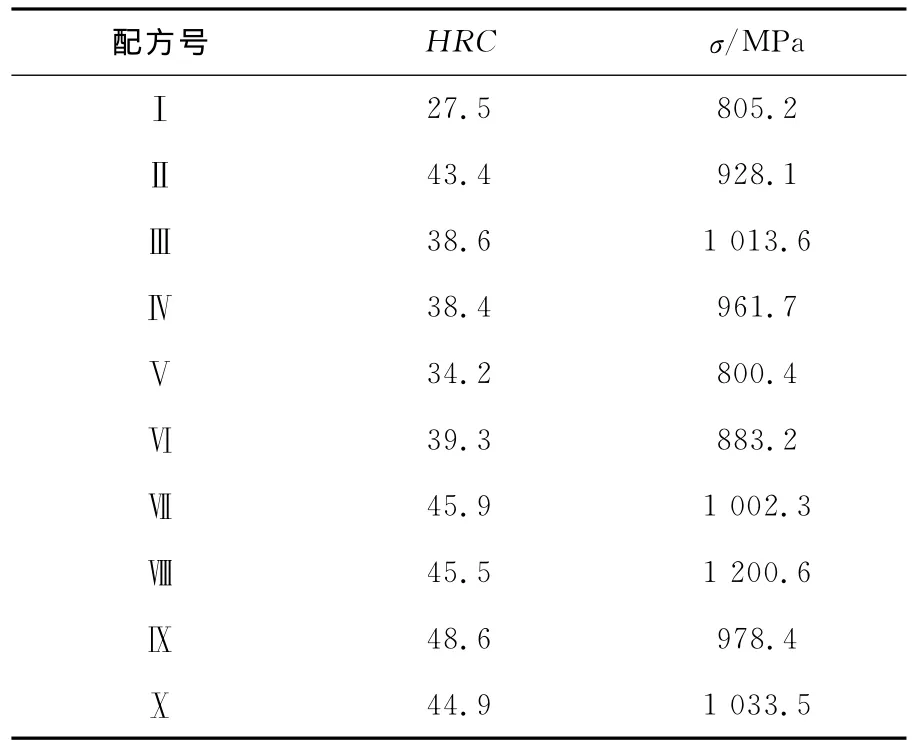
表2 洛氏硬度与抗弯强度Table2 HRCand bending strength
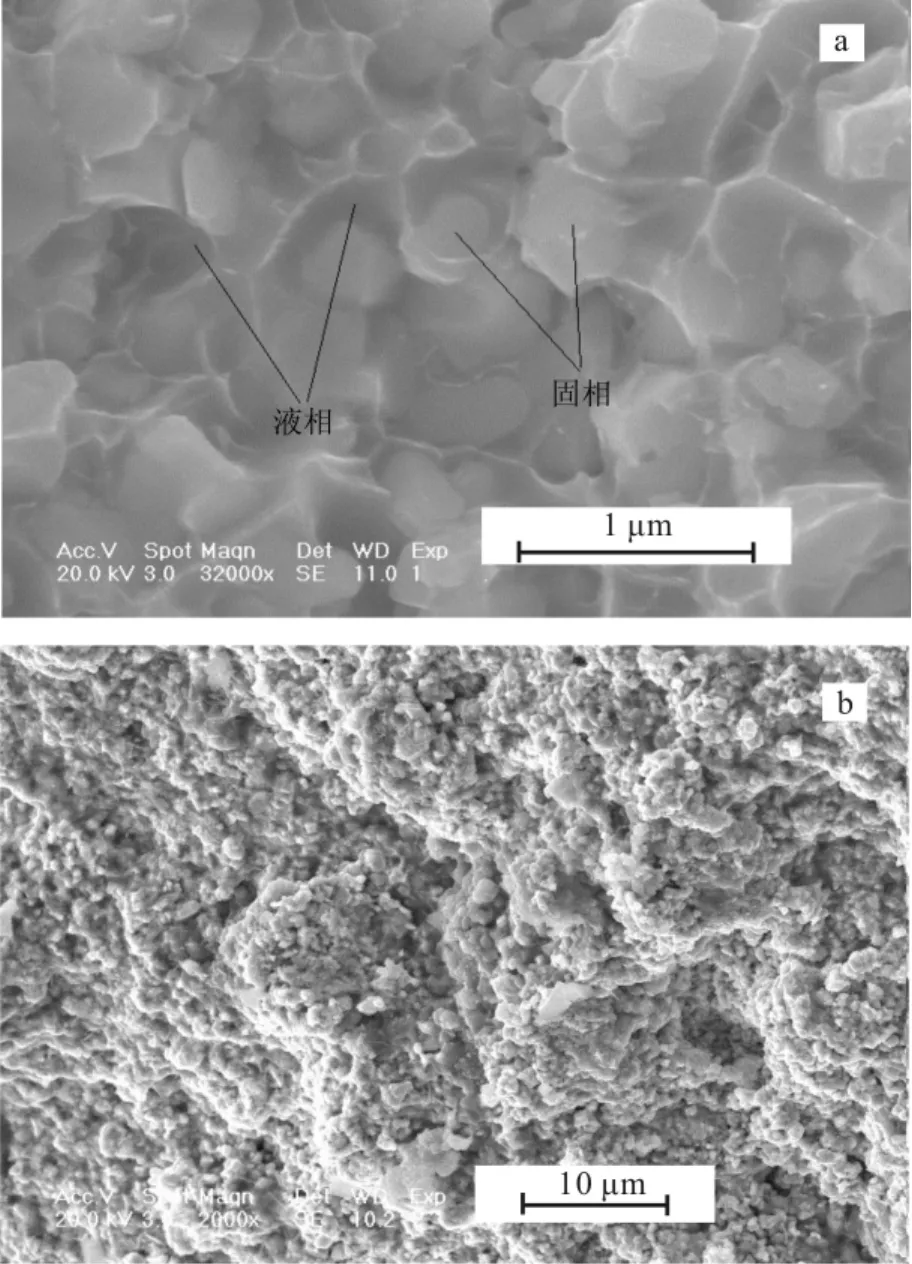
图1 碳化钨基复合胎体材料显微组织Fig.1 Microstructures of WC matrix composites
2.2 各成分含量与硬度、抗弯强度的关系
胎体的硬度指标在某些特定条件下与胎体的耐磨性、抗冲蚀性一致(如胎体配方相同的条件下,硬度越高胎体的耐磨性与抗冲蚀性越高)。对于孕镶钻头胎体的强度不能简单地认为越高越好,而应根据所钻进的岩层合理选择。钻头胎体应具有足够的抗弯强度,在使用中不掉块、不崩落,能适应于孔底复杂的工作条件。因此,研究胎体HRC和σ与胎体材料组分的内在联系及HRC和σ的关系具有实际应用意义。
分析WC基复合胎体材料中各成分对HRC、σ的影响,最后结合各成分的影响情况综合得出WC与ZQSn663质量与胎体HRC、σ关系及HRC与σ的关系。
YG6是由94%WC和6%Co合成的,兼有WC与Co的双重作用。为了更好地总结、分析数据的内在联系,把YG6按质量比(94∶6)拆分成 WC与Co相对应的质量分数,处理后的数据按照HRC降幂排列得到表3。通过表3可以看出,随着胎体HRC减小,ZQSn663的质量分数有增加的趋势,WC的质量分数有减少的趋势,其他成分变化趋势并不明显。随着胎体硬度升高,Ni、Mn、Co的质量分数的变化可以分为2个阶段:第一阶段,三者之间差距较大,胎体HRC较低(w(Ni)>6%,4%>w(Co)>3%);第二阶段,三者比例适当,胎体HRC均匀提高(5.5%>w(Ni)>3%,3.5%>w(Co)>0.9%,w(Mn)>4%)。
为了更加清晰地了解ZQSn663和WC与胎体材料HRC的关系,作出随着HRC升高WC、ZQSn663质量分数的变化图(图2)。由图2可知,在w(WC)<59.1%范围内,胎体HRC随着 WC质量分数增加而升高,ZQSn663的质量分数曲线恰好与WC质量分数曲线相反;从而可以判定胎体HRC主要由WC质量分数控制。由图3可知,当WC质量分数达到58.1%的时候,虽然 WCZQSn663质量分数增大,但是胎体HRC并不增高(如配方Ⅵ与配方Ⅶ)。
在Ni、Co、Mn质量分数一定时,比较 WC与ZQSn663对HRC的影响。配方ⅢCo的质量分数是配方Ⅳ的4.3倍、胎体HRC相差1.8‰、σ相差14.7%;配方ⅧCo的质量分数是配方Ⅶ的4.3倍、胎体HRC相差8.8‰、σ相差19.8%。它对HRC的影响不是很大,对σ的影响较大。
因此,只要Ni、Mn、Co质量分数相同就可以认为只有WC与ZQSn663两个变量影响胎体的硬度和抗弯强度。分别比较两者差值及其质量分数对胎体硬度的影响,可知并不是二者差值越大越好,应该有一个最佳的比例关系。图3为Ni、Co、Mn质量分数一定时,WC和 WC-ZQSn663质量分数与HRC关系曲线。由表3和图3可以看出:当w(WC)<59.1%时,抗弯强度随着其值增加有升高趋势;WC-ZQSn663的质量分数应该控制在20%以内,ZQSn663的质量分数应该控制在25%以上,这样的配方才具有较好的硬度与抗弯强度。由图3可以观察出,WC与WC-ZQSn663质量分数在一定区间内,胎体硬度变化趋势是相同的。因此,依据以上分析应用最小二乘原理,拟合出胎体配方的硬度分段函数:
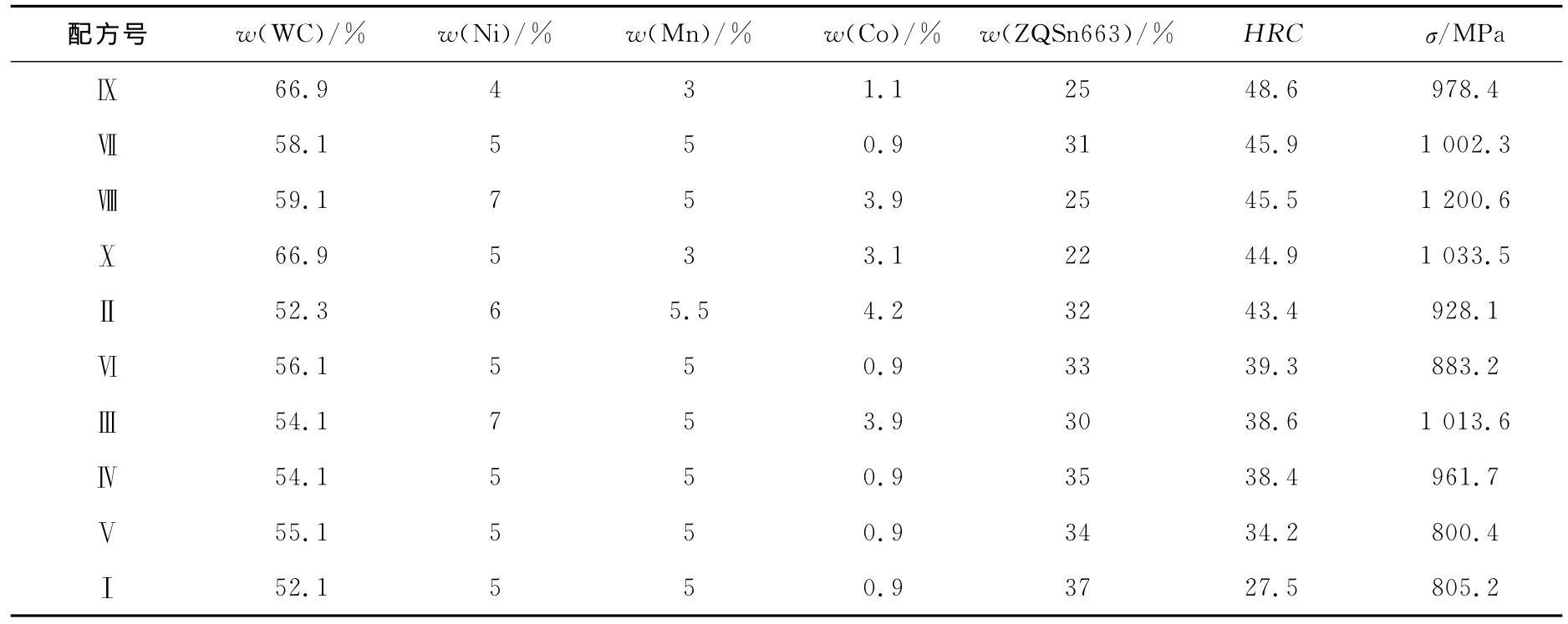
表3 YG6拆分后的配方数据Table3 Matrix data after conversion of YG6
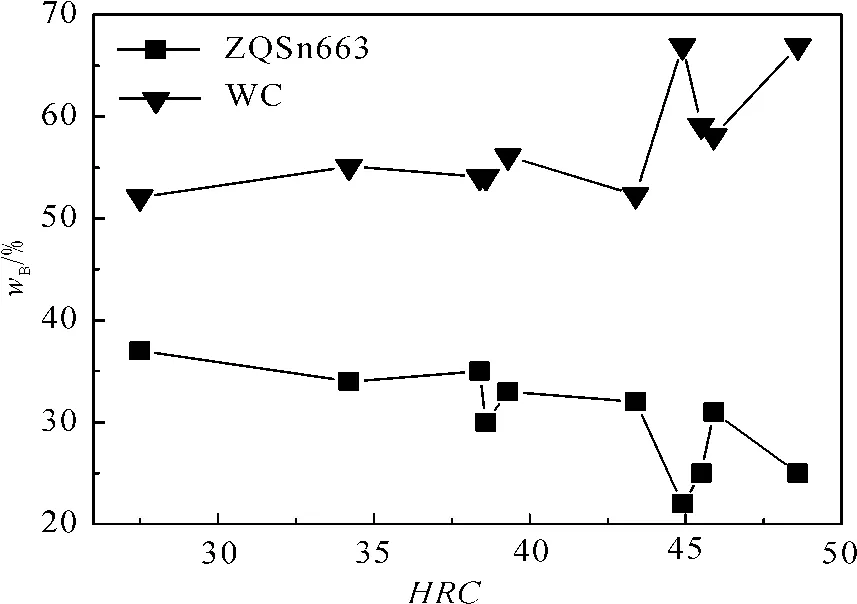
图2 WC、ZQSn663质量分数与HRC的关系Fig.2 Change of WC,ZQSn663contents with HRC
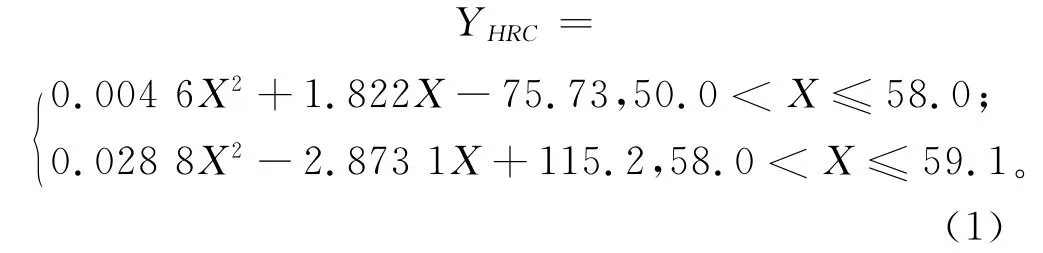
式中:X 为 WC质量分数,%,50.0<X≤59.1;YHRC为胎体洛氏硬度值(HRC)。
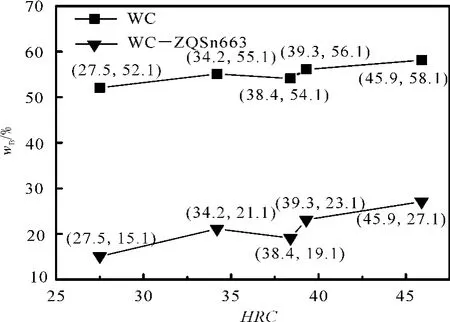
图3 Ni、Co、Mn质量分数一定时 WC、WC-ZQSn663的质量分数与HRC的关系Fig.3 Change of WC,WC-ZQSn663contents with HRC when contents of Ni,Co,Mn are certain
2.3 硬度与抗弯强度关系
从表3、图4中可以看出,在本文研究范围内胎体硬度高的一般抗弯强度也高,如配方Ⅶ、Ⅷ、Ⅸ、Ⅹ。测试结果与理论分析的结果一致:强度高的胎体相应的硬度也高,这样的胎体耐磨蚀性也有所提高。
经过综合分析,各成分的质量分数控制如下:50.0%<w(WC)<59.1%,3.0% <w(Ni)<6.5%,0.9% <w(Co)<3.5%,w(ZQSn663)>25%,w(WC-ZQSn 663)<20%。胎体硬度按照公式(1)计算出 WC质量分数,然后按质量比推算出YG6的质量分数。
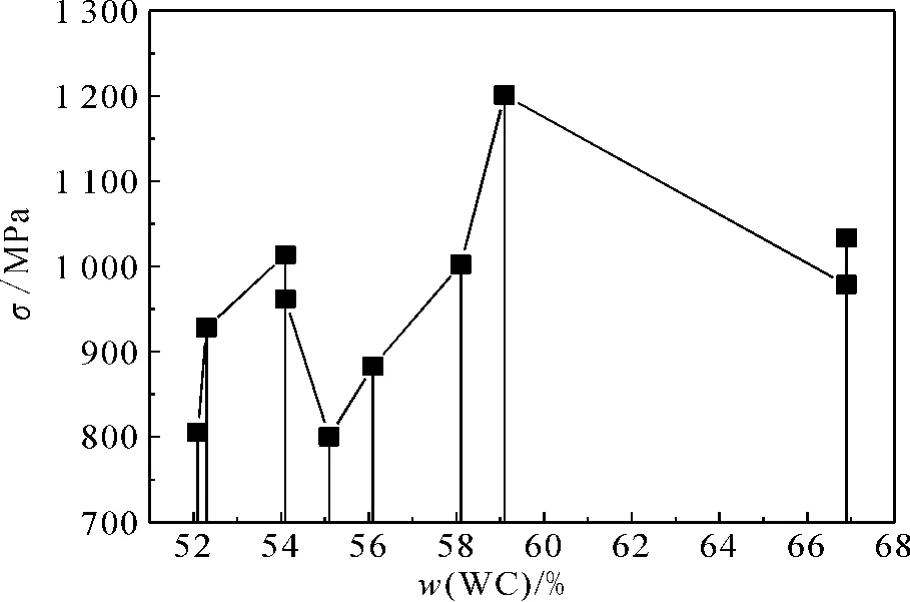
图4 WC质量分数与抗弯强度关系Fig.4 Relationship between WC content and bending strength
3 结论
1)Mn在本次研究的配方中质量分数小,仅为3.0%~5.5%,因此只能得出w(Mn)>4%时,碳化钨基复合胎体材料的性能较好。
2)热压烧结碳化钨基胎体材料的硬度和抗弯强度随WC的质量分数在一定范围内非线性增加,碳化钨基复合胎体材料的硬度与抗弯强度具有内在联系,硬度高的复合胎体材料抗弯强度往往也高。
3)在复合胎体材料配方中各个成分的质量分数都应在一个合理的范围内,才能保证良好的机械性能,经过综合分析得出,最佳配方为:w(WC)<59.1%,w(ZQSn663)>25%,3% <w(Ni)<6.5%,0.9% < w (Co)<3.5%,w(WCZQSn663)<20%。
(References):
[1]Gao Ke,Sun Youhong,Ren Luquan.Design and Analysis of Ternary Coupling Bionic Bits[J].Journal of Bionic Engineering,2008(9):53-59.
[2]杨洋,潘秉锁,杨凯华.热压铁基金刚石钻头胎体性能及钻进试验研究[J].金刚石与磨料磨具工程,2009(2):41-43.Yang Yang,Pan Bingsuo,Yang Kaihua.Study on Matrix Performance of Iron-Based Diamond Bit and Drilling Test[J].Diamond and Abrasives Engineering,2009(2):41-43.
[3]瞿铭.超硬材料在硬质合金工具中的应用[J].超硬材料工程,2010,22(1):28-30.Qu Ming.Application of Superhard Materials in the Hard Alloy Tools[J].Superhard Material Engineering,2010,22(1):28-30.
[4]Shen T T,Xiao D H,Ou X Q,et al.Journal of Alloys and Compounds[J].2011,509(4):1236-1243.
[5]徐良,孙友宏,高科.仿生孕镶金刚石钻头高效碎岩机理[J].吉林大学学报:地球科学版,2008,38(6):1015-1019.Xu Liang,Sun Youhong,Gao Ke.Efficient Rock Fragmentation Mechanism Analysis of Impregnated Diamond Bionics Bit[J].Journal of Jilin University:Earth Science Edition,2008,38(6):1015-1019.
[6]王双喜,刘雪敬,耿彪,等.金属结合剂金刚石磨具的研究进展[J].金刚石与磨料磨具工程,2006(4):71-75.Wang Shuangxi,Liu Xuejing,Geng Biao,et al.Development of Metal Bonded Diamond Abrasive Tools[J].Diamond and Abrasives Engineering,2006(4):71-75.
[7]高科,孙友宏,任露泉,等.仿生非光滑钻头非光滑度优化设计及试验研究[J].吉林大学学报:工学版,2009(3):721-725.Gao Ke, Sun Youhong, Ren Luquan, et al.Experimental Investigation and Optimum Designe of Nonsmooth Ratio of Bionics Impregnated Diamond Bit[J].Journal of Jilin University:Engineering and Technology Edition,2009(3):721-725.
[8]史晓亮,刘晓阳,段隆臣,等.新型打滑地层钻头的研究[J].吉林大学学报:地球科学版,2004,34(3):484-488.Shi Xiaoliang,Liu Xiaoyang,Duan Longchen,et al.Research on a New Type of Drilling Bit in the Slipping Formation[J].Journal of Jilin University:Earth Science Edition,2004,34(3):484-488.
[9]王传留,孙友宏,高科.金刚石钻头可再生水口的试验[J].吉林大学学报:地球科学版,2010,40(3):694-698.Wang Chuanliu,Sun Youhong,Gao Ke.Experimental Study on Bionic Nozzle of Diamond Bit[J].Journal of Jilin University:Earth Science Edition,2010,40(3):694-698.
[10]刘宝昌,孙友宏,佟金,等.CVD金刚石条强化孕镶金刚石钻头的试验研究[J].金刚石与磨料磨具工程,2009(6):24-27.Liu Baochang,Sun Youhong,Tong Jin,et al.Experimental Study of Diamond Impregnated Drilling Bit Enhanced with CVD Diamond Pins[J].Diamond and Abrasives Engineering,2009(6):24-27.
猜你喜欢
轮胎工业(2022年7期)2022-11-25
石材(2020年10期)2021-01-08
轮胎工业(2020年11期)2020-03-01
制造技术与机床(2017年10期)2017-11-28
中南大学学报(自然科学版)(2016年2期)2017-01-19
潍坊学院学报(2016年6期)2016-04-18
超硬材料工程(2016年1期)2016-02-28
超硬材料工程(2016年1期)2016-02-28
石油知识(2016年2期)2016-02-28
安徽地质(2016年4期)2016-02-27