轴类零件加工的研究
2013-09-21 06:28:00杨晓东
时代农机 2013年1期
董 君,杨晓东
(齐齐哈尔二机床(集团)有限责任公司,黑龙江 齐齐哈尔 161005)
1 典型轴类零件图
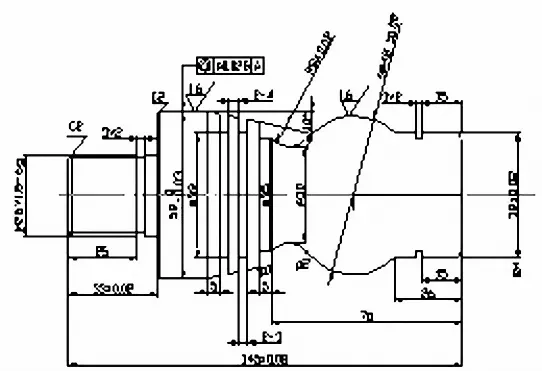
图1 典型轴类零件图
2 典型轴类零件的加工
2.1 轴类零件加工工艺分析
(1)技术要求。轴类零件的技术要求主要是支承轴颈和配合轴颈的径向尺寸精度和形位精度,轴向一般要求不高。轴颈的直径公差等级通常为IT6-IT8,几何形状精度主要是圆度和圆柱度,一般要求限制在直径公差范围之内。相互位置精度主要是同轴度和圆跳动;保证配合轴颈对于支承轴颈的同轴度,是轴类零件位置精度的普遍要求之一。
(2)毛坯选择。轴类零件除光滑轴和直径相差不大的阶梯轴采用热轧或冷拉圆棒料外,一般采用锻件;发动机曲轴等一类轴件采用球墨铸铁铸件比较多。如图典1型轴类直径相差不大,采用直径为60mm,材料45#钢,在锯床上按150mm长度下料。
(3)定位基准选择。轴类零件外圆表面、内孔、螺纹等表面的同轴度,以及端面对轴中心线的垂直度是其相互位置精度的主要项目,而这些表面的设计基准一般都是轴中心线。用两中心孔定位符合基准重合原则,并且能够最大限度地在一次装夹中加工出多格外圆表面和端面,因此常用中心孔作为轴加工的定位基准。
当不能采用中心孔时或粗加工是为了提高工作装夹刚性,可采用轴的外圆表面作定位基准,或是以外圆表面和中心孔共同作为定位基准,能承受较大的切削力,但重复定位精度并不太高。
数控车削时,为了能用同一程序重复加工和工件调头加工轴向尺寸的准确性,或为了端面余量均匀,工件轴向需要定位。采用中心孔定位时,中心孔尺寸及两端中心孔间的距离要保持一致。以外圆定位时,则应采用三爪自定心卡盘反爪装夹或采用限未支承,以工件端面或台阶儿面作为轴向定位基准。
(4)轴类零件的预备加工。车削之前常需要根据情况安排预备加工,内容通常有:直—毛坯出厂时或在运输、保管过程中,或热处理时常会发生弯曲变形。过量弯曲变形会造成加工余量不足及装夹不可靠。因此在车削前需增加校直工序。切断—用棒料切得所需长度的坯料。切断可在弓形锯床、圆盘锯床和带锯上进行,也可以在普通车床切断或在冲床上用冲模冲切。车端面和钻中心孔—对数控车削而言,通常将他们作为预备加工工序安排。
(5)热处理工序。铸、锻件毛坯在粗车前应根据材质和技术要求安排正火火退火处理,以消除应力,改善组织和切削性能。性能要求较高的毛坯在粗加工后、精加工前应安排调质处理,以提高零件的综合机械性能;对于硬度和耐磨性要求不高的零件,调质也常作为最终热处理。相对运动的表面需在精加工前或后进行表面淬火处理或进行化学热处理,以提高其耐磨性。
(6)加工工序。有刀具集中分序法,以加工部位分序法,以粗、精加工分序法。在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。
(7)走刀路线和对刀点选择。走刀路线包括切削加工轨迹,刀具运动到切削起始点、刀具切入、切出并返回切削起始点或对刀点等非切削空行程轨迹。由于半精加工和精加工的走刀路线是沿其零件轮廓顺序进行的,所以确定走刀路线主要在于规划好粗加工及空行程的走刀路线。合理确定对刀点,对刀点可以设在被加工零件上,但注意对刀点必须是基准位或已精加工过的部位,有时在第一道工序后对刀点被加工毁坏,会导致第二道工序和之后的对刀点无从查找,因此在第一道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。这个相对对对刀位置通常设在机床工作台或夹具上。
2.2 典型轴类零件加工工艺
(1)确定加工顺序及进给路线。加工顺序按粗到精、由近到远(由右到左)的原则确定。工件右端加工:既先从右到左进行外轮廓粗车(留0.5mm余量精车),然后从右到左进行外轮廓精车,最后切槽;工件调头,工件左端加工:粗加工外轮廓、精加工外轮廓,切退刀槽,最后螺纹粗加工、螺纹精加工。
(2)选择刀具:①车端面:选用硬质合金45°车刀,粗、精车用一把刀完成。②粗、精车外圆:(因为程序选用G71循环所以粗、精车选用同一把刀) 硬质合金90°放型车刀,Kr=90°,Kr'=60°;E=30°,(因为有圆弧轮廓)以防与工件轮廓发生干涉,如果有必要就用图形来检验。③车槽:选用硬质合金车槽刀(刀长12mm,刀宽3mm)。④车螺纹:选用60°硬质合金外螺纹车刀。
(3)选择切削用量
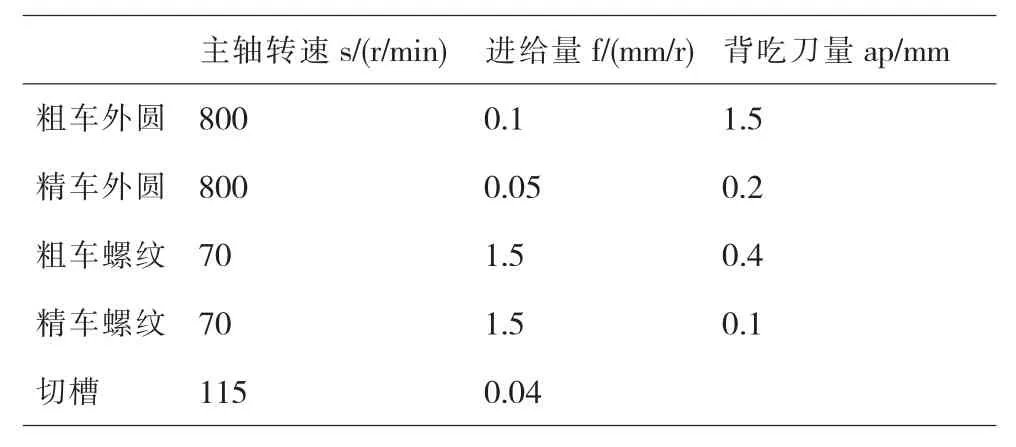
表1 切削用量选择
3 结语
在数控车削加工中经常遇到的轴类零件,本文中采用含螺纹零件进行案例分析,以资借鉴。
[1]吉卫喜.机械制造技术[M].北京:机械工业出版社,2001.
[2]黄鹤汀.金属切削机床(上、下册)[M].北京:机械工业出版社,2001.
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:48:22
辽宁师专学报(自然科学版)(2021年1期)2021-07-21 03:17:04
装备维修技术(2021年20期)2021-03-29 00:44:06
制造技术与机床(2018年8期)2018-10-09 08:27:48
潍坊学院学报(2016年2期)2016-12-01 12:59:55
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
机床与液压(2015年16期)2015-04-27 02:46:28
金属加工(冷加工)(2015年11期)2015-04-17 07:06:50
机械工程师(2014年6期)2014-11-28 08:16:48
机电产品开发与创新(2014年4期)2014-03-11 16:42:29