从轻烃、炼厂资源中优选原料多产丁二烯
2013-09-18 02:57:04宋帮勇景媛媛穆珍珍杨利斌常桂祖
石油与天然气化工 2013年1期
许 江 宋帮勇 景媛媛 穆珍珍 杨利斌 常桂祖
(中国石油石油化工研究院兰州化工研究中心)
目前,全世界约97%的丁二烯是依托乙烯装置生产的C4抽提得到的[1-2]。随着乙烯装置规模向大型化发展,丁二烯收率将在一定程度上影响到我国乙烯工业的综合竞争力[3]。近年来我国乙烯原料结构逐渐优化,轻质原料比例提高。截至2010年,轻烃占我国乙烯原料组成的13%左右,而且炼化一体化使部分炼厂资源成为优质的乙烯原料。通过不同原料裂解产物中丁二烯收率的比较分析,从轻烃资源、炼厂资源中优选出多产丁二烯原料将是非常有意义的。
1 实验部分
1.1 实验设备与方法
裂解性能实验采用美国KBR制造的实验室蒸汽热裂解装置,装置为模块化设计,该装置具有灵敏、精确、适应原料宽、重复性能好等特点,可以模拟毫秒炉和其他管式炉的裂解[4]。裂解性能实验稳定时间为2h,裂解气在经过气液分离和三次冷却后由在线气相色谱仪分析,裂解液相通过水油分离后进行称重计量,实验数据用装置附带的专门软件进行处理。所用分析设备如表1所示。
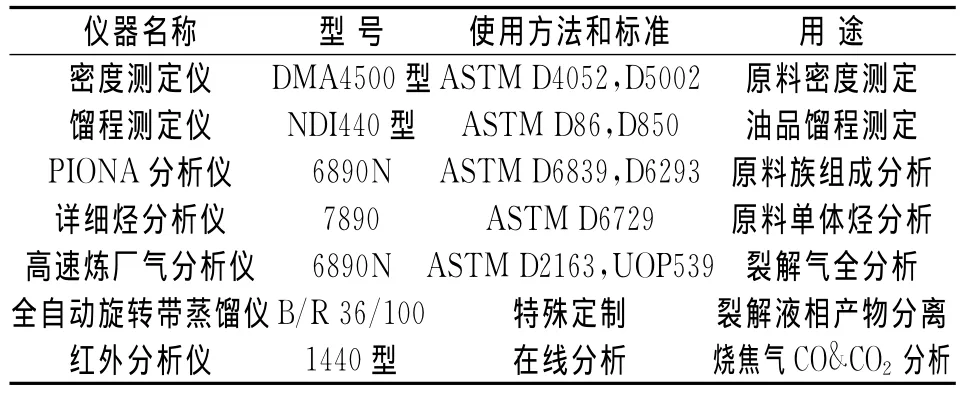
表1 乙烯裂解原料及裂解产物分析仪器表Table 1 Analytical instruments of ethylene pyrolysis feedstock and products
1.2 实验原料及其物性分析
4种原料物性分析数据见表2。原料物性差异主要体现在族组成上(以质量分数计),重整拔头油的异构烷烃高达60.52%,正构烷烃仅为18.24%;而芳烃抽余油的环烷烃高达60.92%,链烷烃仅为38.02%;加氢石脑油与2#油田轻烃的族组成结构相似;除芳烃抽余油外,其他三种原料的链烷烃均高于70%,超过国际上裂解用石脑油链烷烃质量分数的要求。

表2 原料物性分析Table 2 Analysis of feedstock properties
2 结果与讨论
2.1 相同裂解条件不同原料裂解丁二烯收率比较
在停留时间100ms、水油质量比0.55、裂解温度890℃的条件下,分别进行四种原料油的裂解性能评价实验,结果见图1。由图1可知,重整拔头油裂解乙烯、双烯收率较高,而丁二烯收率偏低,仅为4.31%;芳烃抽余油裂解乙烯、双烯收率偏低,而丁二烯收率较高,达6.32%;2#油田轻烃的丁二烯收率比加氢石脑油的高0.62%。即重整拔头油、油田轻烃裂解多产乙烯,芳烃抽余油裂解多产丁二烯。结合物性分析数据可知,链烷烃质量分数高的原料裂解乙烯收率高,而环烷烃质量分数高的原料裂解丁二烯收率高。
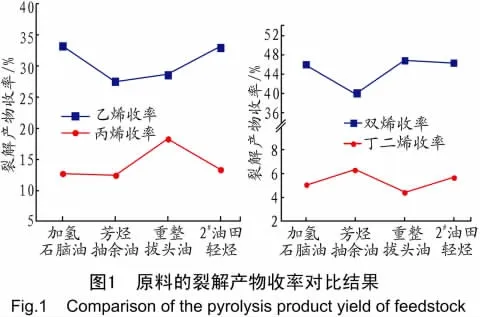
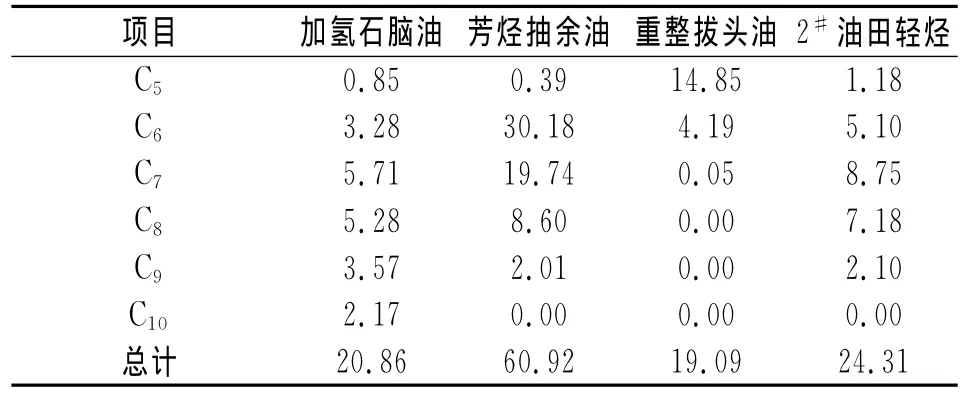
表3 原料的不同碳数环烷烃质量分数对比Table 3 Comparison of cycloalkanes content with different carbon number in feedstock (w/%)
分析了不同碳数环烷烃质量分数原料与丁二烯收率的关系。4种原料的不同碳数环烷烃质量分数的对比见表3。从表3可见,芳烃抽余油C6~C8环烷烃高达58.52%,约为加氢石脑油C6~C8环烷烃的4倍。结合裂解丁二烯收率可知,原料C6~C8环烷烃质量分数越高,裂解丁二烯收率越高,这是由于C6~C8环烷烃裂解可得到高收率的丁二烯[5]。但是重整拔头油C6~C8环烷烃仅为4.24%,C5环烷烃不易生成丁二烯,裂解丁二烯收率却较高,原因是C5~C6异构烷烃质量分数高达57.08%,异构烷烃裂解H2、CH4、C4和C4以上的烯烃收率较高,这对裂解得到丁二烯有一定的贡献[6]。
2.2 相同原料不同裂解条件下裂解丁二烯收率比较
在停留时间100ms、水油质量比0.55~0.60、裂解温度870~900℃条件下,进行芳烃抽余油裂解性能评价实验,裂解产物收率随温度变化见图2。
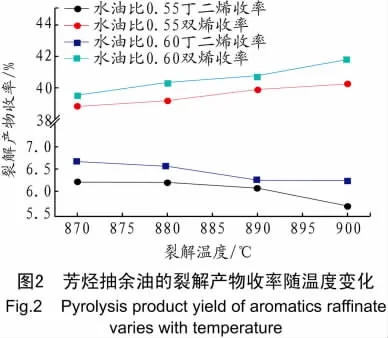
由图2可知,在相同裂解温度下,水油比增加,裂解双烯、丁二烯收率均增加。在相同水油比下,随着裂解温度的升高,双烯收率呈逐渐增加趋势,而丁二烯收率逐渐下降,说明原料在低裂解温度、高水油比条件下裂解可得到高丁二烯收率,这是由于在相对较低的裂解温度下可断链产生较多丁二烯,因二次反应少,能够保留较多丁二烯,且低裂解温度下结焦量小,结焦速率一般随温度升高而加快,810℃下正己烷裂解时的稳态结焦速率比780℃下高约25%[7-8],同时轻质原料裂解时温度易波动,水油比增大裂解温度更稳定,还可脱除少量的焦炭,所以优选低温、高水油比的裂解条件可多产丁二烯。
3 经济效益估算
以100kt/a乙烯裂解炉为例,用4种炼化副产物、轻烃资源相同数量原料所产烯烃产量及效益见表4。从表4可见,用芳烃抽余油每年比重整拔头油多产丁二烯7.34kt;而用重整拔头油每年比芳烃抽余油多产乙烯14.38kt、丙烯19.38kt。由经济效益估算可知,虽然芳烃抽余油裂解丁二烯收率远高于重整拔头油裂解的丁二烯收率,但其双烯收率较低,因此芳烃抽余油裂解产物效益低于重整拔头油裂解效益。由此,选择环烷烃质量分数高的原料裂解增产丁二烯,要综合考虑裂解双烯收率、烯烃市场价格等因素,以求获得最大的经济效益。丁二烯、环烷烃和芳烃具有高的结焦趋势[9-11],优选环烷烃质量分数高的原料多产丁二烯可能导致裂解炉运行周期缩短,能耗增加,因此需要配合其他结焦抑制技术,也可将环烷烃和芳烃质量分数较高的原料用作催化重整原料[6,12]。
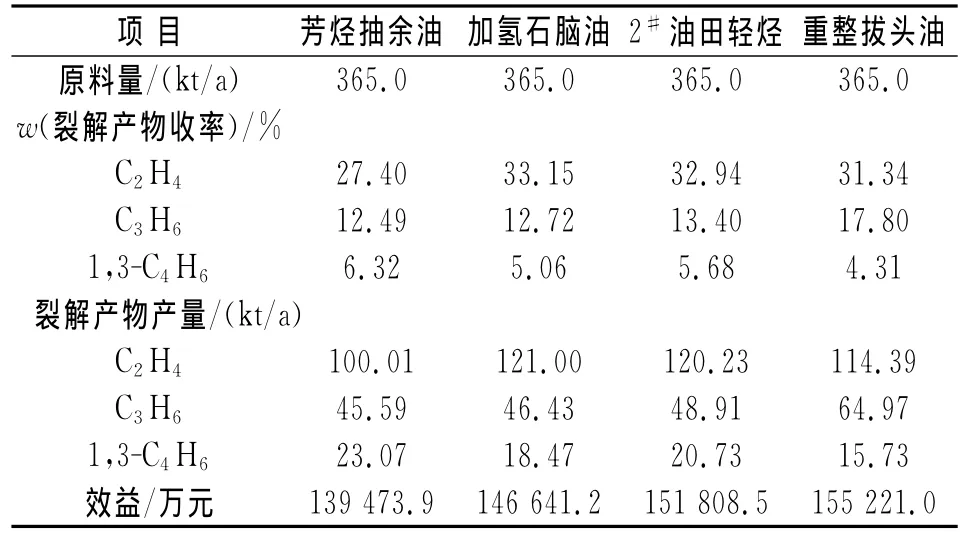
表4 100 kt/a乙烯裂解装置不同原料产品产量及效益比较Table 4 Comparison of product output and efficiency of different feedstocks in 100×103 t/a ethylene cracker unit
4 结论
(1)相同裂解条件下C6~C8环烷烃质量分数高的原料裂解得到丁二烯收率高,而且C5~C6异构烷烃质量分数高的原料裂解得到丁二烯收率高;而同一种原料在低裂解温度、高水油比的条件下,裂解可得到高丁二烯收率,而且结焦量更小。
(2)为获得最大经济效益,优选环烷烃质量分数高的原料裂解多产丁二烯时,需综合考虑裂解双烯收率、烯烃市场价格以及结焦等问题,也可将环烷烃和芳烃质量分数较高的原料用作催化重整原料。
[1]王玲玲,郭珺,杨珊珊,等.丁二烯供需现状及预测[J].化学工业,2010,28(4):40-43.
[2]江镇海.中国大陆丁二烯市场及发展趋势分析[J].合成技术及应用,2010,25(3):33-35.
[3]王强.关于乙烯原料优化的几点思考[J].石油化工,2002,31(1):58-61.
[4]林泰明,胡具瞻.裂解制乙烯实验装置(BSPA)介绍[J].石化技术与应用,1998,18(2):66-67.
[5]王国清,张兆斌,张利军,等.轻质裂解原料性能研究[J].乙烯工业,2008,20(1):44-46.
[6]邹仁鋆.石油化工裂解原理与技术[M].北京:化学工业出版社,1981:50-57.
[7]Pramanik M,Kunzru D.Coke formation in the pyrolysis of nhexane[J].Ind.Eng.Chem.Des.Dev.,1985,24,1275-1281.
[8]Froment G F.Coke formation in the thermal cracking of hydrocarbons[J].Rev.Chem.Eng.,1990,6(4),293-328.
[9]Kopinke F D,Zimmermann G,Nowak S.On the mechanism of coke formation in steam cracking–conclusions from results obtained by tracer experiments[J].Carbon,1988,26(2):117-124.
[10]Kopinke F D,Zimmermann G,Reyniers G C,et al.Relative rates of coke formation from hydrocarbons in steam cracking of naphtha:2.Paraffins,naphthenes,mono-,di-,and cycloolefins,and acetylenes[J].Ind.Eng.Chem.Res.,1993,32(1),56-61.
[11]Kopinke F D,Zimmermann G,Reyniers G C,et al.Relative rates of coke formation from hydrocarbons in steam cracking of naphtha:3.Aromatic hydrocarbons[J],Ind.Eng.Chem.Res.,1993,32(11):2620-2625.
[12]王松汉.乙烯装置技术与运行[M].北京:中国石化出版社,2010:36-45.
猜你喜欢
石油炼制与化工(2022年6期)2022-06-21 11:20:36
作文周刊·小学一年级版(2022年24期)2022-06-18 13:11:03
中国特种设备安全(2022年1期)2022-04-26 14:16:10
煤炭转化(2020年2期)2020-04-24 03:08:40
小天使·一年级语数英综合(2017年9期)2017-10-20 01:05:54
化工管理(2017年18期)2017-03-03 16:40:34
化工设计通讯(2017年9期)2017-03-02 16:22:38
润滑油(2016年4期)2016-11-04 18:11:46
石油化工(2015年11期)2015-08-15 00:43:05
女报seaside(2014年10期)2014-04-29 01:18:31