激光辅助TIG焊方法
2013-08-29 09:19张仁军管晓光李宝磊
电焊机 2013年5期
张仁军 ,管晓光,李宝磊
(1.哈尔滨汽轮机厂有限责任公司,黑龙江 哈尔滨 150046;2.黑龙江科技学院 材料学院,黑龙江哈尔滨 150027)
0 前言
钨极氩弧焊[1-2]是现代工业生产中广泛采用的一种焊接方法,是高质量焊接方法的代表。但是该方法存在明显的局限性,例如熔深浅、熔敷速度小、生产率较低,完成单道焊一次成型的板厚小(一般在3 mm以下),厚板时需要开坡口多道焊[3]等,这些缺点在不锈钢焊接时更加突出。因此,长期以来,人们力图研究和开发既能充分利用TIG焊优点,又能有效大幅提高焊接熔深的新型焊接方法和技术[4]。基于此,提出一种新的有效增加熔深的焊接方法——激光辅助TIG焊接法。
1 实验方法和设备材料
1.1 实验方法
本次试验采用激光辅助TIG焊接法。先用极小功率激光在氧气(纯度99%)保护下熔化不锈钢板表面,增加焊缝表面的氧含量,可通过调节氧气流量和激光功率来控制焊缝氧含量的大小。然后使用TIG焊焊接覆盖激光焊焊缝,达到增加熔深的目的。激光辅助TIG焊接法示意如图1所示。
1.2 实验设备和材料
采用SUS304奥氏体不锈钢,试件规格150mm×70 mm×10mm。奥氏体不锈钢具有中等强度、塑性高、高温性能和冲击韧性好,无缺口敏感性,但不能热处理强化。其焊接性较其他不锈钢优良,焊接时无需特殊的工艺措施。不锈钢SUS304的钢材牌号为0Cr18Ni9,其化学成分和机械性能如表1和表2所示。
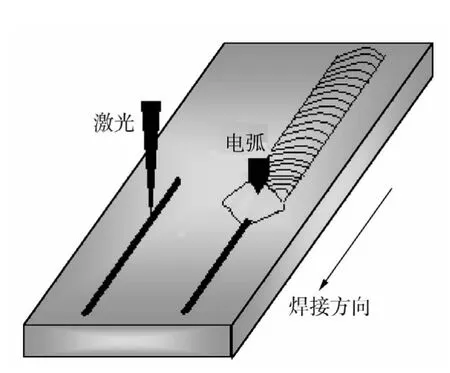
图1 激光辅助TIG焊接实验示意

表1 SUS304不锈钢的化学成分 %

表2 SUS304不锈钢的机械性能
本试验使用的激光器为4 kW CO2激光器,最大输出功率4 kW,光斑直径0.3 mm,焦距180 mm,保护气体为氩气,同轴加气,气体流量6 L/min。实验装置如图2所示。

图2 CO2激光器工作平台
焊接电源为唐山松下产晶闸管控制交直流脉冲TIG焊机WP300,电源具有恒电流外特性,高频起弧。焊接平台的速度采用直流电动机PWM调速电源进行控制。钨极选用铈钨极,直径3.2 mm。
2 实验结果与分析
对SUS304不锈钢进行激光处理的对比性试验,从宏观和微观两个方面对比经激光处理和未经激光处理的区别;然后通过调节氧气流量、激光功率和激光焊接速度等参数完成实验,并且通过金相观察这些参数对熔深的影响得到一定的变化规律。
2.1 激光处理和未经激光处理对熔深的影响
针对是否经过激光处理做了三组实验,实验参数如表3所示。
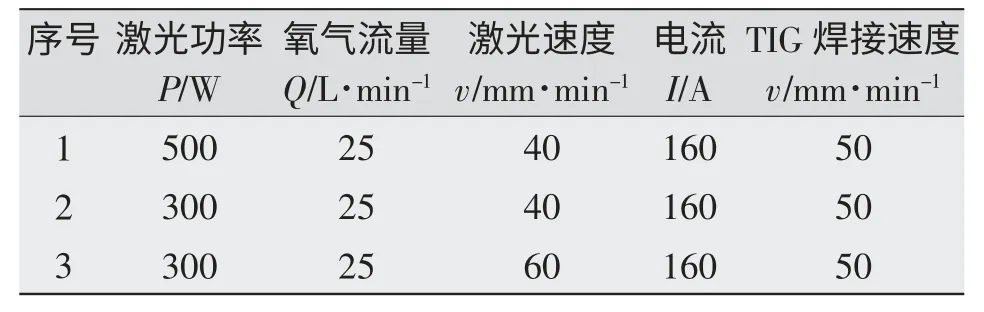
表3 对比试验参数表
图3为参数1实验的焊缝宏观图片(左侧为激光处理区,右侧为未处理区)。可以看出焊道在激光预处理区明显变窄,表面成形良好。
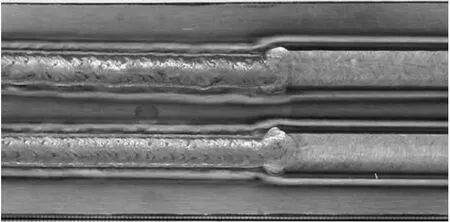
图3 焊缝的宏观图片(参数1)
图4~图6为以参数1、2、3为实验的熔池形貌对比图。由图可知,在相同的焊接规范下,未经激光处理的焊缝熔深约4 mm,经激光处理后,熔深有所增加,最大可达6.5 mm,增加了2.5 mm。
2.2 氧气流量对熔深的影响
针对气体流量对熔池形貌的影响做了三组实验,在激光功率P=500W,激光的移动速度v=80 mm/min,电流I=180 A,TIG焊机的移动速度v=120 mm/min的前提下氧气的流量分别为10 L/min、15 L/min、20 L/min。不同参数下熔深如图7所示。由图7可知,当氧气流量改变时熔深几乎没有变化,从而得出氧气流量对改变激光辅助TIG焊的熔深影响不大。
2.3 激光功率对熔深的影响
通过四组参数来研究激光功率对焊缝熔深的影响规律,试验中采用的激光功率分别为450W、350W、300 W、250 W。其他工艺参数为:v=80 mm/min,氧气流量15 L/min,电流200 A。图8为四组参数的焊缝熔深,由图8可知,当激光功率增大时熔深相应增加,在一定范围内呈线性变化。

图4 参数1的焊缝熔深对比
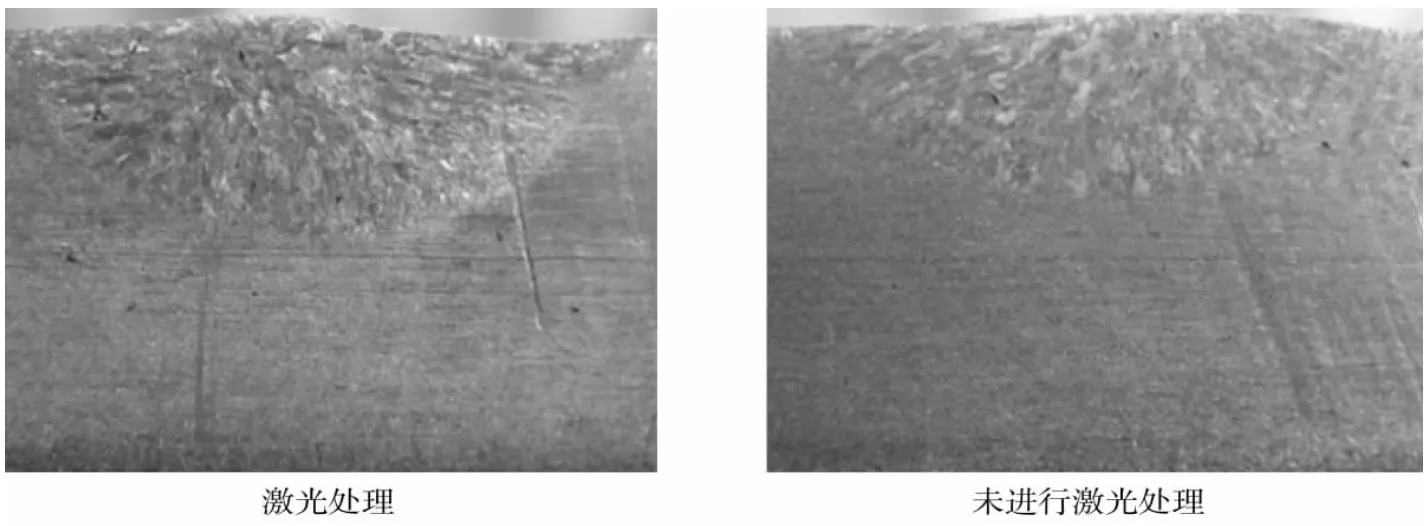
图5 参数2的焊缝熔深对比
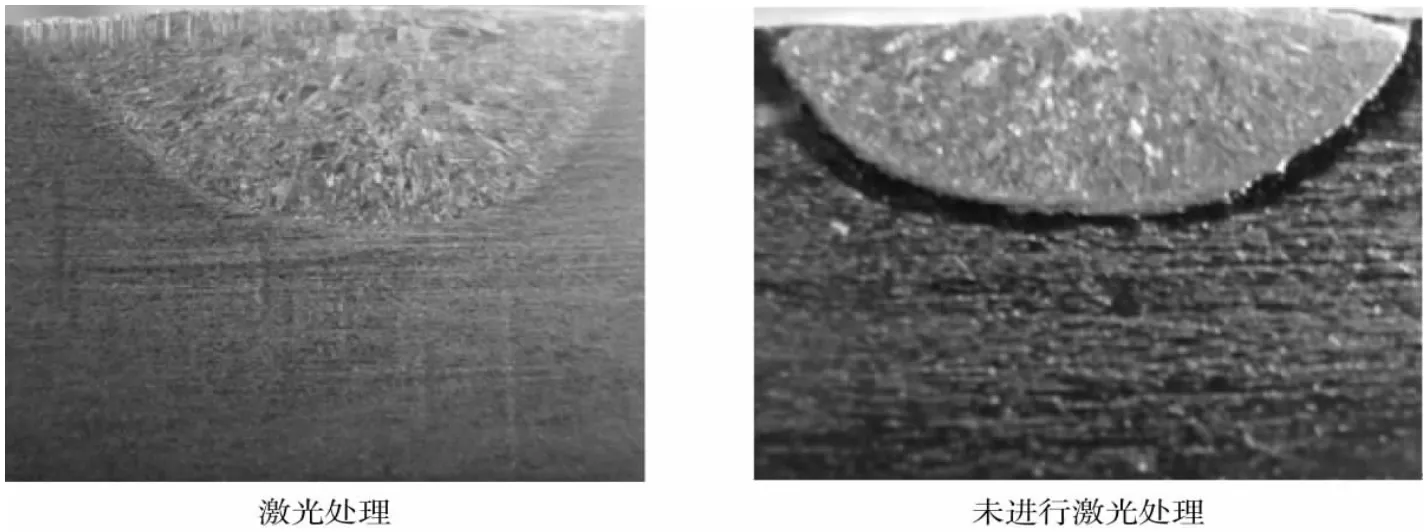
图6 参数3的焊缝熔深对比
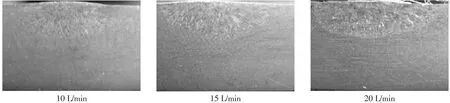
图7 不同氧气流量下的熔池形貌
2.4 激光焊接速度对熔深的影响
受载物台和激光器本身的限制,针对激光移动速度对熔池形貌的影响做了3组实验,其参数如表4所示。
不同参数下熔池形貌如图9所示。从图9可以看出,在其他焊接参数不变的条件下,激光焊接速度小的比激光焊接速度大的熔深大,并且随着激光焊接速度的增大熔深递减,在一定范围内呈线性关系。
2.5 实验分析
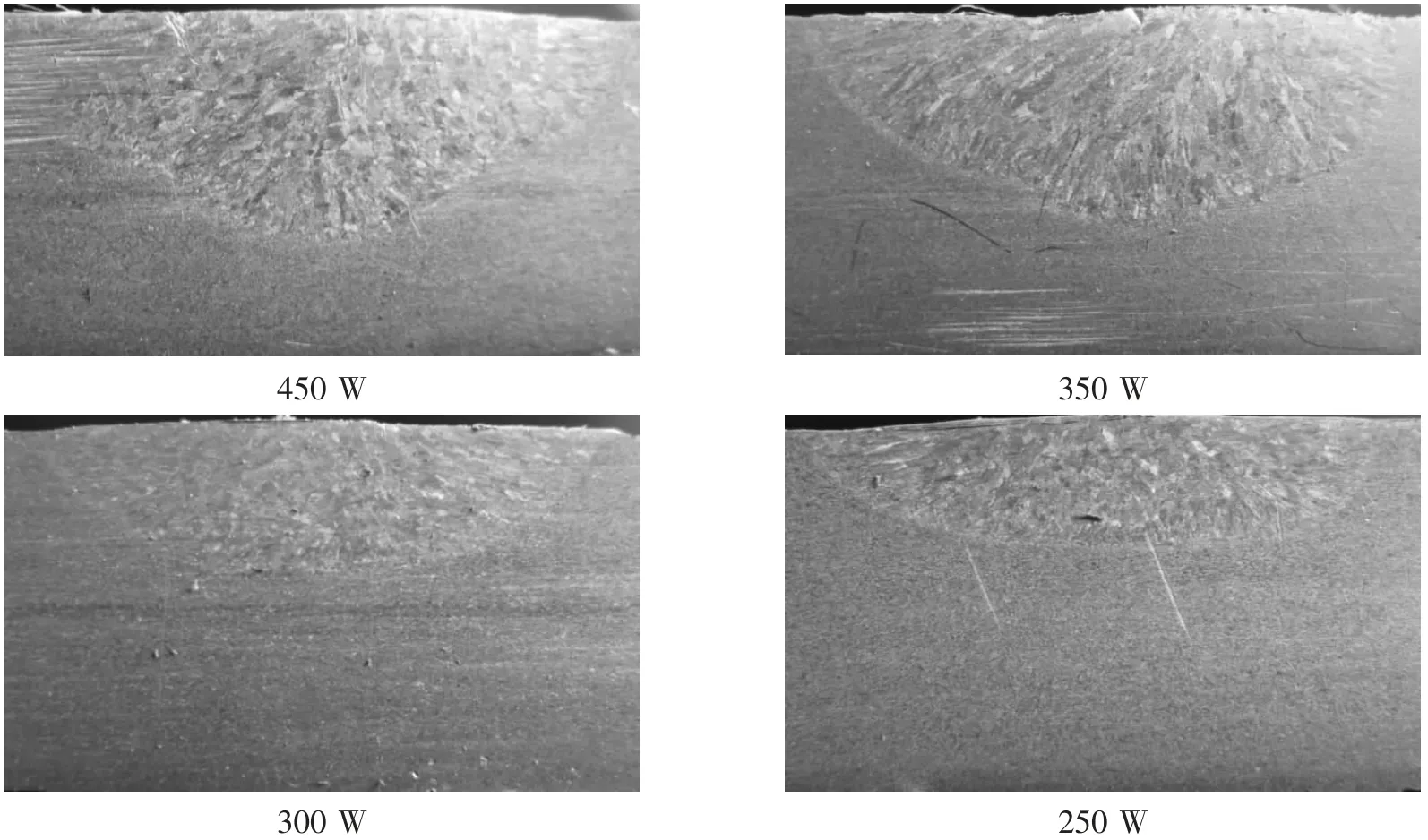
图8 不同功率下熔深示意

表4 焊接速度试验参数
焊接熔深的大小主要由焊接时作用在工件上的线能量和热输入量的大小决定。当激光作用到工件表面时工件所受的线能量和热输入量都比单一TIG焊时大,因此焊接熔深增加;当激光功率增大时,作用在工件上的电弧力和电弧对工件的热输入量增加,热源位置下移,有利于热量向深度方向传导,熔深增加;激光移动速度增加时,焊接的线能量减小,熔深减小。
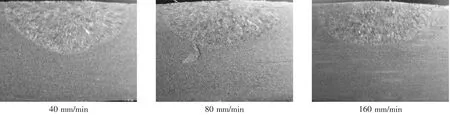
图9 不同激光移动速度下的熔池形貌
3 结论
实验了激光辅助TIG焊接法,以不锈钢为对象,研究了激光功率、激光速度、氧气流量对焊缝成形、熔深变化的影响。
(1)当激光功率大时,焊缝熔深随着激光功率的增大而增加,在一定的范围内呈线性关系。
(2)氧气流量大小的变化几乎不影响焊缝熔深的变化。
(3)激光对焊件的表面处理速度对熔深的增加影响明显,速度降低时熔深相对较大。
(4)经过激光处理的焊接件的熔深要比未经过激光处理的熔深更深。
[1]姜焕中.电弧焊及电渣焊[M].北京:机械工业出版社,1997.
[2]宋天虎.先进制造技术的发展与焊接技术的未来.第八次全国焊接会议论文集(第一册)[M].北京:机械工业出版社,1997:17-27.
[3]张京海,鲁晓声,余 巍,等.钨极氩弧焊用焊剂的发展与应用[J].焊接技术,2000,29(5):21-23.
[4]V A Vinogradov,LNS tchavelev,A V Popenko.Power density stabilization system in argon tungsten-arc welding[R].Proceedings of the international conference,Beijing,1991:49-54.
猜你喜欢
中学生数理化·中考版(2022年9期)2022-10-25
汽车实用技术(2022年13期)2022-07-19
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年20期)2021-11-20
焊接(2020年9期)2020-12-28
电子制作(2019年10期)2019-06-17
山东冶金(2019年1期)2019-03-30
中学生数理化·八年级物理人教版(2017年10期)2018-01-22
制造技术与机床(2017年8期)2017-11-27
儿童故事画报·自然探秘(2016年6期)2016-09-14