
42CrMo在轨道交通关键零部件的热处理工艺
2013-08-28 06:40中国南车戚墅堰机车有限公司江苏213011
金属加工(热加工) 2013年21期
中国南车戚墅堰机车有限公司 (江苏 213011) 李 丽
我公司开发研制并具有自主知识产权的时速为180km的280系列内燃机车柴油机的精密螺栓、曲轴、连杆等关键零部件的材料主要选用42CrMo钢。因为柴油机关键零部件的工作状况非常恶劣,所以材料的选用、热处理、试验数据的应用非常慎重。42CrMo钢常规热处理工艺是将淬火和高温回火合在一起进行调质处理,淬火时将钢加热到高温奥氏体状态,保温一段时间后快速冷却下来,得到高硬度马氏体组织,再进行高温回火,即加热到500~650℃,保温后出炉自然冷却,其目的是为了获得较高的强度和韧性等相匹配的综合力学性能。
1.42CrMo材料应用
从表1中42CrMo的化学成分及临界温度可以看到,42CrMo钢属于亚共析钢,缓冷到室温的组织是珠光体+铁素体。从钢的分类来看,42CrMo钢属调质钢,其中,Cr元素可以提高淬透性,Mo元素可防止回火脆性。42CrMo材料调质后具有一定的硬度、强度和韧性,适合连杆在高速运行时的拉力,主轴旋转时多角度受到的剪切力和精密螺栓拉力等的材料特性。故认为42CrMo材料完全符合柴油机工况的应用。图1、图2为使用42CrMo材料制造的产品。
(1)淬火加热温度 42CrMo钢属于亚共析钢,淬火温度选择Ac3以上30~50℃,在此温度下可获得全部为细晶粒的奥氏体组织,淬火后能得到全部为细晶粒的马氏体组织,如果加热温度过高,则会引起奥氏体晶粒的长大,淬火后得到粗晶粒的马氏体组织,韧性变差。如果加热温度过低,在Ac1、Ac3之间则有部分铁素体未能溶入到奥氏体中,淬火后组织中除了马氏体,还有柔软的铁素体,淬火就达不到所要求的硬度。
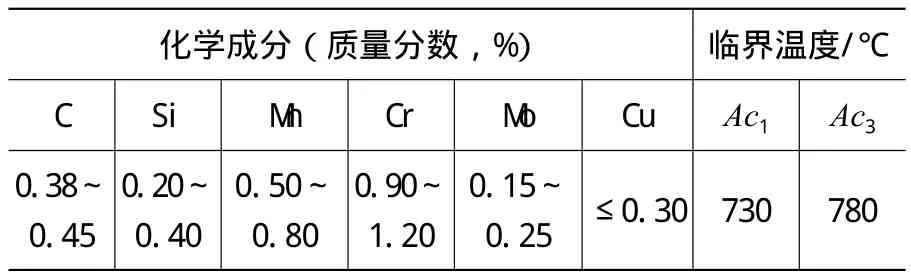
表1 42CrMo的化学成分及临界温度

图1 连杆

图2 平衡块螺钉
(2)淬火加热时间 加热的主要目的是为了使工件整个截面都能够热透,不但表面,而且中心也能达到淬火加热温度。热量由表面传到中心需要一段时间,因此要有保温过程,时间不能太短,否则组织转变不完全,保温时间太长,会使奥氏体晶粒粗大。在实际操作过程中加热时间=加热系数×工件装炉系数(1.5)×工件有效厚度。
(3)淬火冷却介质 要选择合适的淬火冷却介质,否则在热应力和组织应力的作用下,会引起变形和开裂。理想的淬火冷却介质应具备的条件是既能淬成马氏体,又不致引起太大的淬火应力。这就要求在奥氏体等温转变图的鼻子以上温度缓冷,以减小急冷所产生的热应力,在鼻子处具有保证奥氏体不发生分解的冷却速度,而在马氏体转变时,即在Ms点以下时,冷却速度尽量小,以减少组织转变的应力。本文主要采用油冷方式。
(4)回火加热温度 工件经淬火后,一般都要进行回火。这是因为淬火后得到的马氏体性能很脆,并存在较大的内应力,如不及时回火,时间久了有可能引起工件发生开裂。回火就是将淬火后的工件重新加热到Ac1以下某一温度,保温一段时间,然后取出工件以一定的冷却方式冷却下来。回火的主要目的:降低脆性,消除内应力,使淬火组织趋于稳定;使工件获得满意的综合力学性能。调质回火后主要得到回火索氏体组织,是颗粒状渗碳体和铁素体组成的机械混合物,具有良好的综合力学性能。回火温度的选择是回火操作中很重要的环节。若回火温度过低,回火后的硬度就会偏高,这时要再回火一次。如果回火温度过高,回火后的硬度就会偏低,此时要重新淬火。
(5)回火加热时间 回火加热时间=加热系数(3)×工件装炉系数×工件有效厚度。我公司的回火工艺采用空冷的冷却方式。
2.试验过程
(1)水平螺栓 以公司产品水平螺栓调质要求在260~300HBW的工艺试验为例。
淬火工艺的制订:确定加热温度810~830℃,加热时间=1.2×1.5×31=55.8min,故采用60min,冷却方式为油冷。实际生产过程中,淬火温度高点,一般在(860±10)℃,这样使得加热时间变短,即珠光体和铁素体转变成奥氏体快一点,工件热透,防止出现欠热的现象。但温度不宜太高,否则会使晶粒粗大,获得的马氏体也粗大,使钢变脆。采用较低温度淬火,主要是防止变形,但容易出现欠热的情况,即工件很难达到完全奥氏体化。图3为水平螺栓淬火工艺曲线。淬火后自检硬度为45HRC、45HRC、46HRC。
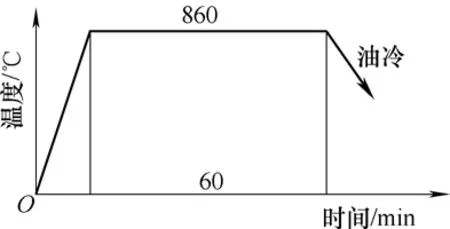
图3 水平螺栓淬火曲线
回火工艺的制订:根据淬火后硬度确定回火工艺参数,回火温度590℃,回火加热时间=加热系数(3.0)×工件有效厚度(31mm)×装炉系数(1.2)=111.6,取120min,冷却方式为空冷,图4为水平螺栓淬火、回火曲线。回火后自检硬度为28HRC、29HRC、30HRC,符合产品技术要求。

图4 水平螺栓淬回火曲线
(2)输入轴 输入轴调质要求为240~280HBW。调质热处理工艺见图5,淬火温度为860℃,淬火加热时间为=1.2×1.5×143=257.4min,故采用260min,冷却方式为油冷。回火温度600℃,保温时间=加热系数(3.0)×工件有效厚度(143mm)×装炉系数(1.2)≈520min,冷却方式为空冷。调质后自检硬度为25HRC、26HRC、27HRC,符合产品技术要求。
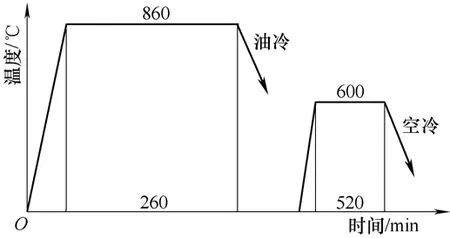
图5 输入轴淬回火曲线
(3)螺栓 螺栓调质技术要求为硬度280~320HBW。此工艺可以根据调质要求在240~280HBW的调质工艺制订中推测出,一般情况下,硬度要求低些,回火温度偏高些,硬度要求高些,回火温度低些。螺栓硬度要求比水平螺栓高些,故回火温度可以适当低些,采用580℃回火,调质后自检硬度为30HRC、31HRC、31HRC,符合产品技术要求。
(4)气缸盖螺栓 气缸盖螺栓技术要求为280~320HBW、Rm≥1080MPa、Rp0.2≥930MPa、A≥12%、Z≥45%、aK≥78.4J/cm2。此类产品我们主要以自检硬度为主线,只要回火后硬度在技术要求范围内,便可以送上一级检测中心进一步作性能检测。正常情况下,力学性能完全合格。
3.结语
在这几种常见不同技术要求的工艺试验下,42CrMo钢调质后都获得了所要求的硬度,调质后得到回火索氏体组织,具有良好的综合力学性能。
(20130728)
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
山东冶金(2022年1期)2022-04-19
政工学刊(2021年12期)2021-12-22
装备制造技术(2020年1期)2020-12-25
山东冶金(2019年3期)2019-07-10
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
上海金属(2016年1期)2016-11-23
设备管理与维修(2016年7期)2016-04-23
饲料工业(2016年1期)2016-03-22
