
直流调速装置在轧机压下传动中的应用
2013-08-24 02:15李晓磊胡玉玲
科技传播 2013年14期
李晓磊, 刘 庆,胡玉玲
河南安阳钢铁集团有限责任公司第二轧钢厂电气车间, 河南安阳 455004
0 引言
安阳钢铁集团总公司2800mm 中厚板厂,建于上个世纪90 年代初,主要产品为中厚板,采用双机架进行轧制。轧机为四辊轧机。其轧机选用两台ZZJ-818、186kW 直流电动机驱动轧辊压下,两台电动机之间用电动离合器连接。根据工艺要求,压下系统设置了单动、联动,本地、远程的控制方式。生产过程中,采用远程控制, 两台压下电动机同轴传动,压下机构由两台电动机合力驱动。当两侧辊缝值出现偏差时,选择远程单动控制方式,此时电动离合器通电打开,对其中一台电机进行单独控制,调整单侧辊缝,使两侧辊缝值保持一致;当系统出现故障,或者对其进行参数设定时,选择本地控制,以便技术人员对其调试。
1 系统组成
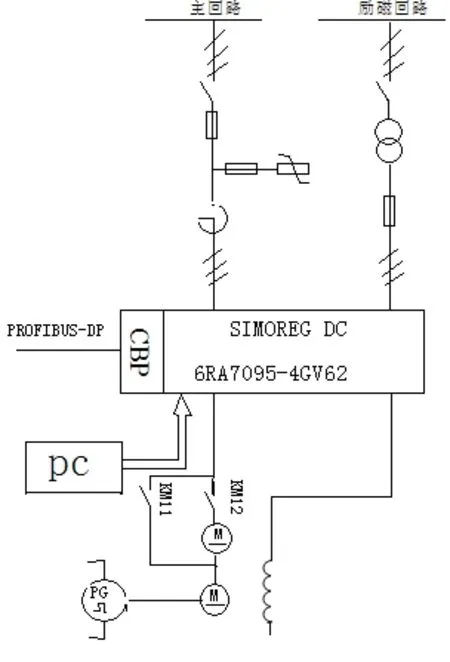
压下系统控制柜内采用一套富士小PC 完成对装置及供电电路的逻辑控制,如控制柜内故障跳闸,故障复位,系统主回路的分、合闸等。压下系统的启动与停止控制,系统的单动、联动选择控制是由PLC-400 用DP 通讯通过CBP2 板与直流调速装置的通讯来实现。PLC 可编程控制器,采用梯形图语言编程,编程简单可靠,提高了整个压下系统的可靠性。
两台电动机共用一台型号为6RA7095-4GV62 全数字直流调速装置实现对电动机的调速。该直流调速装置与传统的调速系统相比,其优点是:
1)结构非常紧凑,体积比较小。且每个单元很容易拆装,使70 的维护变得简单;
2)控制功能实现了数字模块化,每个控制功能模块都可由对应6RA70 装置内部P 参数进行设置,r 参数用于对6RA70 各运行值的监控显示,参数设定快捷、简单,调整方便;
3)K0000~K9995 为内部功能连接器,可组成电流、速度双闭环控制功能,并具有很好的通信能力及信号处理能力,使得传动调节系统启动、自诊断等做到简单,快捷。
轧机压下系统的控制是6RA70 加装CBP2 板后通过PROFIBUS-DP 与西门子S7-400 进行远程通讯控制。装置与PLC-400 用DP 通讯模块SFC14 进行接收数据,SFC15 进行发送数据。其通讯时,站地址由参数P918 设置,参数化使能由参数P927 设置。
2 控制方式
压下系统采用电枢串联,励磁并联的方式。
其主要参数设定如表1 所示。

表1 参数设置
2.1 本地远程控制方式:
其切换是通过改变参数P690 中填写的开关量连接器及连接器参数的转换,来实现对BICO 参数组的选择,从而实现本地及远程的转换。选择时,在参数P690 中填入开关量连接器B0016,其与端子号39 相连,当39 号为高电平时为远程有效,及参数P676 变址2 被选择。当为低电平时为本地有效,参数P676 变址1 被选择,由表1 所示。
2.2 单动联动控制方式:
正常生产时,其端子号39 常为高电平,为远程有效,远程联动和远程单动控制是通过改变参数P676 变址中填写的连接器B3200 的信号来实现FC 的选择,从而实现远程的单联动控制。控制方式由PLC400 通过DP 网传输给直流调速装置的内容决定,当接收到的内容使相对应的开关量连接器B3200为1 时,FC 参数组选定变址2.电机电枢电压选为440V,此时控制电路接触器KM11 断开,接触器KM12 闭合,实现远程联动控制。远程单动时,B3200 为0,FC 参数组选定变址1,电机电枢电压选为220V,控制电路接触器KM11 闭合,接触器KM12 断开,此时可以实现对轧机辊缝的调节。当端子号39为低电平,此时本地控制有效,技术人员可以对系统进行调试和参数设置,但根据设计要求,此时禁止单动控制,只有一种联动控制方式,所以参数P676 中为固定给定值1。由表1 所示。
3 系统调试
根据设计要求和现场环境的条件,在对6RA70 参数的设定完成后,先进行系统的电流环、速度环的优化,确定系统能够稳定运行。但在生产运行过程中,会与实际有所偏差,常会引起过流,堵转等故障,所以要根据实际要求对参数P171、P172 电机两个转矩方向上的电流限幅及参数P303、P304 电机的斜坡上升时间和下降时间适时的进行调节,以达到正常生产节奏所需。到目前为止,系统运行稳定、可靠,收到了良好的效果。
[1]李发海,王岩.电机与拖动基础.3版.清华大学出版社, 2009.
[2]刘慧娟,张威.电机学与电力拖动基础.国防工业出版社,2007,初版.
[3]韩祯祥.电力系统分析.浙江大学出版社,2005.
猜你喜欢
一重技术(2021年5期)2022-01-18
测控技术(2021年10期)2021-12-21
冶金设备(2021年1期)2021-06-09
山东冶金(2019年2期)2019-05-11
电子制作(2019年7期)2019-04-25
通信电源技术(2018年3期)2018-06-26
电工技术学报(2017年15期)2017-08-31
电源技术(2015年11期)2015-08-22
电测与仪表(2015年10期)2015-04-09
冶金设备(2015年2期)2015-02-11
