提高含金氧化矿石回收率的研究
2013-08-24 02:15郜翠鸽
科技传播 2013年16期
郜翠鸽
河南省三门峡黄金工业学校,河南三门峡 472000
0 引言
某选矿厂,年处理矿石12 万余吨,生产的矿石主要以硫化物含金石英脉矿石为主,生产工艺流程为混汞-浮选联合流程,原选矿回收率一直维持在91%~92%左右。自2008 年开始,随着选厂矿石品位的下降,矿石性质也发生变化,同时处理部分原来抛弃渣坡矿石,主要是以少硫化物并含一定氧化矿泥的半原生半氧化的矿石为主,这样采用原工艺流程回收率下降比较严重,致使企业生产经济效益受到一定程度的影响。为提高回收率,我和该选厂科技组成员对矿石磨矿细度、药剂种类、药剂用量、选矿成本进行了大量试验,使金的选矿回收率由改前的84.5%左右提高到90.5%,取得了显著的经济效益。
1 矿石性质
矿石自然类型主要为含金石英脉,伴随以黄铁矿化为主,磁黄铁矿化、方铅化等次之,围岩主要为绢云片岩、石英绢云片岩,少量含石墨。个别围岩为碎裂硅化钾长花岗质岩石。矿石中金属矿物以硫化物为主,黄铁矿占矿物总量2%,黄铜矿、方铅矿等微量。可回收的有用矿物为自然金,因此,矿石工艺类型属:少硫化矿-金矿石。

附表1 原矿光谱半定量分析结果(本矿样取样品位偏高)

附表2 原矿化学多项分析
2 碎矿与磨矿细度试验
该选矿厂1980 年建成投产,经过多年的技术改造,选矿厂规模逐步扩大到现在的750t/日。该选矿厂破碎工艺流程为三段一闭路。破碎设备为400×600 鄂式破碎机,1200 圆锥破碎机和1750圆锥破碎机各一台,振动筛为2ZD1530振动筛一台。一段闭路磨矿(两系列2100×3000 格子型球机磨机FLG2000螺旋分级机各两台构成闭路,一系列2100×2200 格子型球机磨机FLG2000螺旋分级机构成闭路),通常磨矿细度维持在-200目55%左右,处理其他矿石时,细度可以满足浮选要求。但在处理氧化矿石时,-200 目55%细度则满足不了浮选要求。为此,我们在实验室对细度专门进行了试验。具体方法为:取事先备好的试验4 份,每份1000g,用XMD-240×90 锥形球磨机将他们分别磨到-200 目60%、70%、78%、86%,矿浆pH 值为8,粗选丁黄药用量为200g/t,丁铵黑药为70g/t。11#油用量为50g/t 的条件下进行试验,磨矿时间-细度对照如表3 所示,并由此绘制磨矿时间-细度曲线图如图1。

磨矿时间与细度关系
根据不同的磨矿细度,进行浮选实验,实验条件和流程见图2 细度浮选条件工艺流程,实验时间:粗选7min、扫选5min。浮选设备为XFD 单槽浮选机。根据实验数据列出不同细度对应的浮选试验结果见表4。

图1 磨矿时间-细度曲线
从表4 结果不难看出:当磨矿细度在-200 目占70%时,浮选效果最好,故磨矿细度确定在70%-200 目。
3 pH 值条件试验
矿浆的pH 值大小也是影响浮选效果的重要条件之一。适宜的矿浆pH 值有利于浮选药剂捕收效率,从而能大大提高浮选效果,要想确定最佳矿浆pH 值只有通过条件试验才能确定,通过用碳酸钠来调节矿浆pH 值来进行试验,浮选工艺如图3,实验数据如表5。
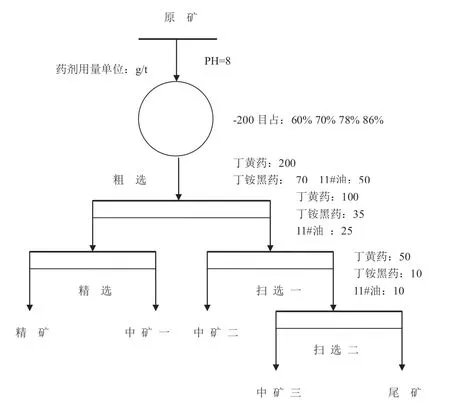
图2 细度浮选条件工艺流程

产 率 品 位 回收率(%) (%) Au(g/t) Au(%)-200 目含量 产物名称精矿 8.37 47.16 7 3.11 中矿一 11.38 2.18 4.63 中矿二 8.16 1.62 2.46 中矿三 3.66 1.56 1.06 尾矿 68.50 1.47 18.74 原矿 100.00 5.36 100.00 60 200 目含量 产 率 品 位 回收率 (%) (%) Au(g/t) Au(%) 60 精矿 8.37 47.16 73.11 70产物名称 精矿 10.15 43.60 85.09 中矿一 12.75 2.22 5.44 中矿二 8.39 1.40 2.26 中矿三 4.78 1.16 1.07 尾矿 63.92 0.50 6.14 原矿 100.00 5.20 100.00 78精矿 12.16 35.39 81.58 中矿一 13.05 3.05 7.55 中矿二 9.93 1.75 3.28 中矿三 5.39 1.36 1.39 尾矿 59.46 0.55 6.20 原矿 100.00 5.27 100.00 86精矿 9.37 44.14 77.10 中矿一 12.75 2.76 6.55 中矿二 8.75 3.04 4.96 中矿三 3.96 1.60 1.18 尾矿 65.18 0.84 10.21 原矿 100.00 5.36 100.00

图3 pH 值条件浮选条件工艺流程

表5 pH 值条件试验结果
从附表5 不难看出:当矿浆pH 值为8.5 时,浮选效果最好,故矿浆pH 值确定为8.5。
4 捕收剂用量试验
所以在确定磨矿细度为-200 目占70%、矿浆PH8.5 的基础上,进行浮选药剂捕收剂的条件试验。取事先制备好的矿样4 份,每份1000g,捕收剂丁基黄药选用100g/t、150g/t、200g/t、250g/t 进行试验,丁铵黑药用量为丁基黄药的1/3,起泡剂11#油用量为50g/t,实验流程如附图4,实验结果见附表6:
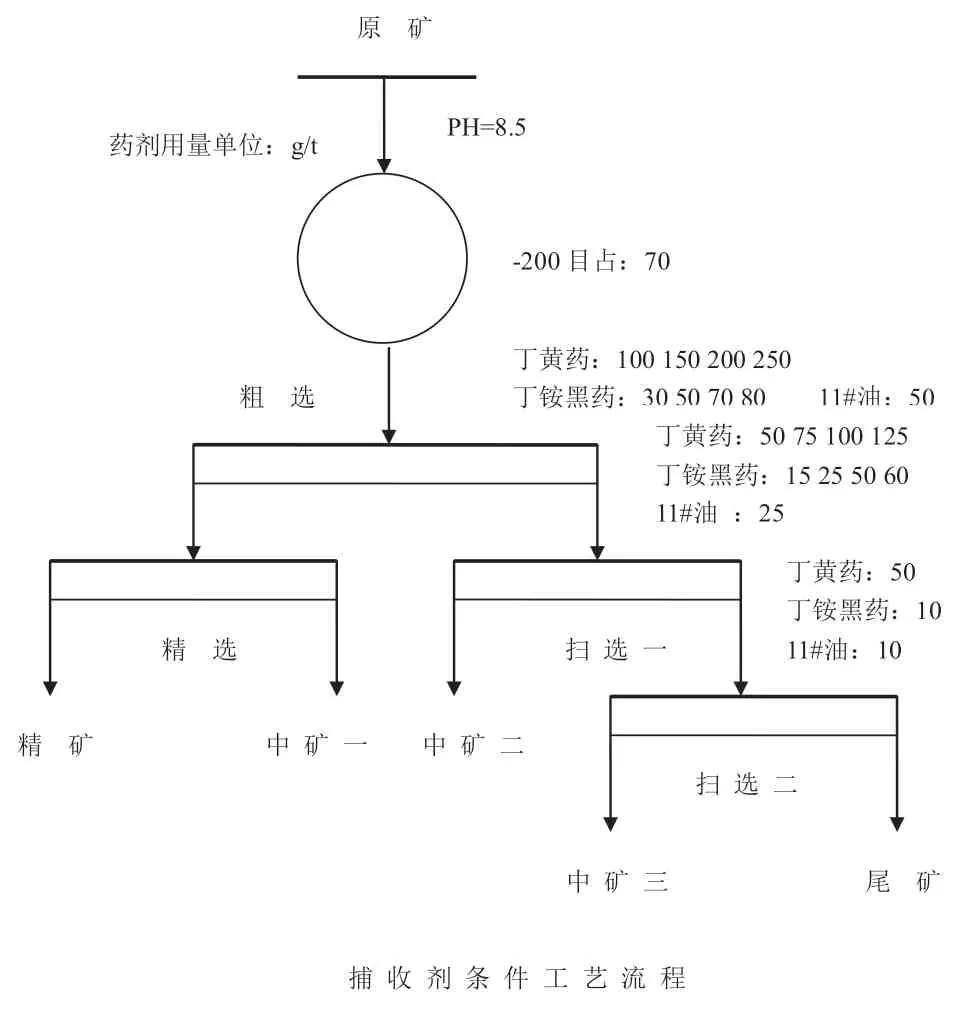
原 矿 药剂用量单位:g/t PH=8.5 -200 目占:70 粗 选 丁黄药:100 150 200 250 丁铵黑药:30 50 70 80 11#油:50 丁黄药:50 75 100 125 丁铵黑药:15 25 50 60 11#油 :25 精 选 扫 选 一 丁黄药:50 丁铵黑药:10 11#油:10 精 矿 中 矿 一 中 矿 二 扫 选 二 中 矿 三 尾 矿 捕 收 剂 条 件 工 艺 流 程
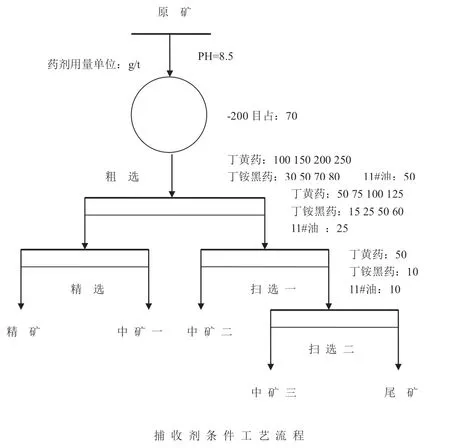
图4 捕收剂用量浮选条件工艺流程

捕收剂用量(g/t) 产物名称 产率 品位 回收率(%) Au(g/t) Au(%)产率 品位 回收率(%) Au(g/t) Au(%) 精矿 5.47 64.47 66.26 中矿一 5.98 3.01 3.38 中矿二 10.75 8.01 16.18 中矿三 7.09 5.16 6.88 尾矿 70.71 0.55 7.30 原矿 100.00 5.32 100.00 100
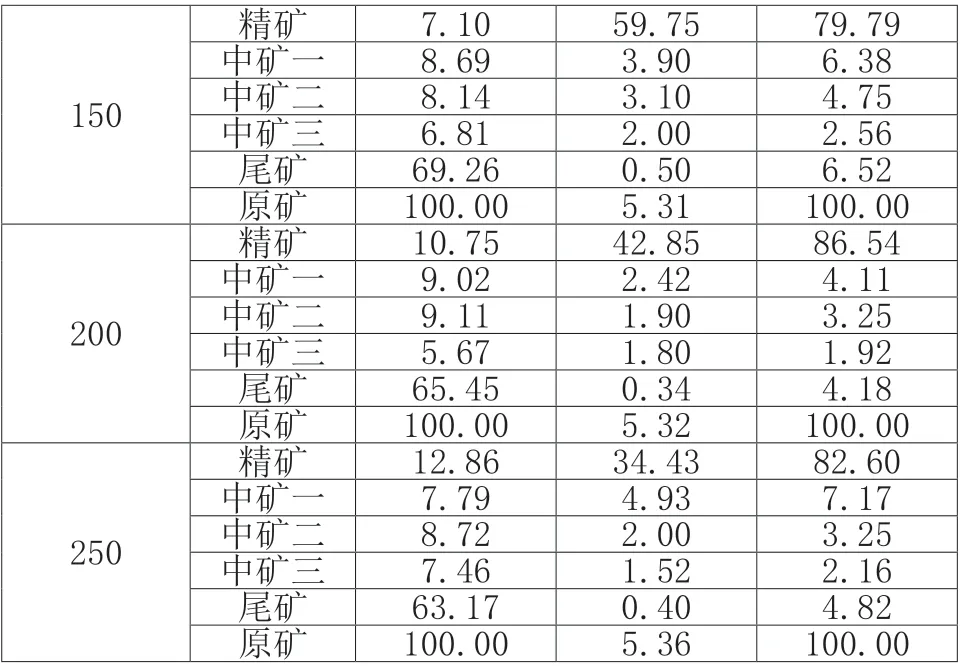
表6 丁基黄药条件试验结果
从附表6 结果可以看出:当捕收剂丁基黄药用量:丁铵黑药用量为200:70 时,浮选效果最佳,所以确定捕收剂用量丁基黄药200g/t,丁铵黑药用量70g/t。
5 技术经济指标分析
综合2008 年技改前后4 个月,该选矿车间的月报表指标如附表7 所示:

处理矿量 入选品位 精矿品位 尾矿品位回收率( t ) ( g/t ) ( g/t ) ( g/t ) (%)

表7 工艺改造前后技术指标分析
自2008 年,该选厂开始处理该类型矿石以来,根据实验结论对生产工艺进行调整,金的回收率由改前的84.5%提高到90.5%,精矿品位符合要求,回收率稳定,选矿厂的经济效益得到一定的提高。
6 结论
通过对含金氧化矿的性质分析和对比试验,含金4g/t 左右的矿石,磨矿细度在-200 目70%,pH 值为8.5,丁基黄药用量200 g/t,丁铵黑药用量为70 g/t 时,浮选效果最佳,浮选回收率可达90%以上。
[1]浮游选矿.冶金工业出版社,1987.
[2]选矿设计手册.冶金工业出版社,1988.
[3]选择性磨矿及其应用.冶金工业出版社,1991.
[4]选矿学.冶金工业出版社,1981.
猜你喜欢
矿山安全信息(2022年15期)2023-01-15
矿山安全信息(2022年23期)2022-11-24
选煤技术(2022年1期)2022-04-19
陶瓷科学与艺术(2021年8期)2021-10-15
选煤技术(2021年3期)2021-10-13
金属矿山(2021年8期)2021-09-09
化工环保(2021年3期)2021-06-17
钻井液与完井液(2019年4期)2019-10-10
世界有色金属(2018年9期)2018-07-12
金属矿山(2014年7期)2014-03-20