
常州市餐厨垃圾应急预处理工程实例分析
2013-08-18 05:20朱卫兵金慧宁史东晓张进锋李月中
环境卫生工程 2013年6期
朱卫兵 ,金慧宁 ,史东晓 ,张进锋,李月中
(1.江苏维尔利环保科技股份有限公司,江苏 常州 213125;2.常州市生活废弃物处理中心,江苏 常州 213171)
1 工程项目概况
《江苏省餐厨废弃物管理办法》于2011 年6月1 日起施行,常州市人民政府专门成立了餐厨废弃物管理工作领导小组,拟采用厌氧消化技术[1],建设餐厨废弃物预处理、厌氧消化及脱水、沼气净化、沼气利用、生物柴油脂化和污水处理等系统,将餐厨废弃物预处理后厌氧发酵产生沼气[2],沼气除自身供热外还作为热源用于生产、生活中,产生的废油脂制取生物柴油,产生的沼渣脱水后填埋,产生的污水拟处理后纳入城市污水管网统一处理。常州市政府提出先期实施餐厨垃圾应急预处理工程,统一采购21 辆垃圾收集车及相配套的垃圾桶分配到各城区,由区环卫处实施餐厨垃圾收集和运输;江苏维尔利环保科技股份有限公司承担应急工程的实施和运行,利用常州市固体废弃物处置中心的1个临时库房改建作为处理车间。该应急工程于2012 年5 月20日正式建设完成并接收处理餐厨垃圾,1 a 来稳定运行,有效解决了常州市在餐厨废弃物综合处置厂建成前的无害化处理问题。
2 常州市餐厨垃圾的收运现状
常州市各区环卫部门通过上门调查与宣传、沟通等方式,与纳入近期餐厨废弃物收运范围的餐饮单位签订了335 份收运责任书。从2012 年5月20 日起,其已将每天产生的餐厨废弃物交由环卫部门统一收集与运输,各区环卫部门将收来的餐厨废弃物运至常州市生活废弃物处理中心进行处理。环卫部门组织专门人员根据各单位产生餐厨废弃物的实际情况,确定每天上门收运的时间。收运采用直运形式,每天单独收集1 次。
3 应急预处理工艺流程
餐厨垃圾应急预处理系统工艺流程见图1。餐厨垃圾经称量记录后倒进接受料斗内,物料经螺旋提升输送至自动分选机,打浆并分选出塑料等杂质,之后浆液再输送至固液分离机进行螺旋压榨脱水,固相榨渣计量后进入填埋场库区填埋。压榨出来的液相有机浆料再通过隔油池进行油水分离[3],废油脂收集后送专业公司进行回收处理。废水计量进入填埋场调节池与垃圾渗沥液一起合并处理。垃圾渗沥液采用“两级生化+膜深度处理”工艺,处理后的出水达到GB 16889—2008生活垃圾填埋场污染控制标准中表3 限值要求。
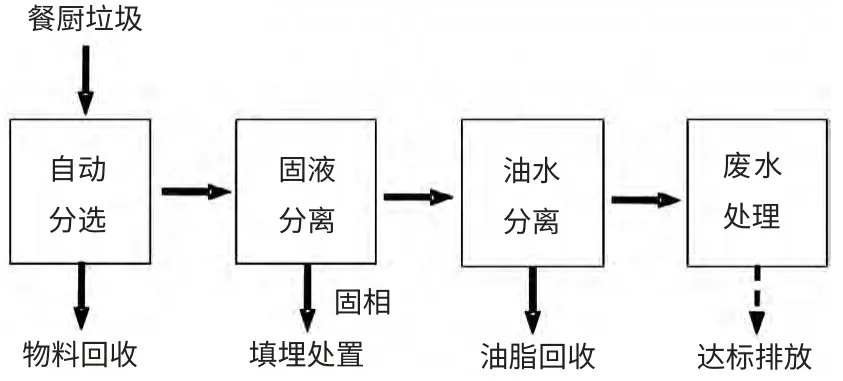
图1 餐厨垃圾应急处理系统工艺流程
4 主要设备选型
1)接收料斗。餐厨垃圾卸料到接收斗中。接收料斗位于地下,料斗底部2 台双螺旋输送机并排布置,再经倾斜无轴螺旋提升至自动分选机。垃圾斗容量约为25 m3,钢结构表面防腐处理。
2)自动分选机。餐厨混合物料进入自动分选机后,在高速旋转的转锤作用下,有机物破碎成浆通过底部的多孔板分离到下层,底部排出的浆液输送到后续处理工艺;塑料、纤维、未破碎的重物质等通过末端排料口排出。设备单台处理能力10 m3/h。
3)固液分离机。打浆后的物料被输送至固液分离机,浆料一方面在螺旋作用下向前运动,浆料在螺旋推动和变径主轴作用下与可调节挡板接触产生挤压力,将其中的游离水分挤出并从底部的孔板流出,流出的物料送入油水分离系统,脱水榨渣被排至运输车内送填埋场处置。固液分离机数量1 台,处理能力10 m3/h。
4)油水分离单元。除渣机1 台,处理能力7 m3/h;隔油池1 只,容量约27 m3,钢结构,外形尺寸3.0 m×3.0 m×3.5 m,水力停留时间2 h;毛油储罐1 只,5 m3,PE 材质。
5 运行效果分析
5.1 餐厨垃圾成分与收运处置量
该工程收运的餐厨废弃物通过取样测试,得到平均密度为1 010 kg/m3,总固体含量占15.18%。对餐厨垃圾成分进行统计分析,其数据见表1。

表1 餐厨垃圾主要成分 %
餐厨垃圾预处理之后分为固渣、废水、毛油及塑料等杂质,它们分别占餐厨垃圾的22%、76%、1.3%和0.7%。
餐厨垃圾由收运车辆送至生活废弃物处理中心,经汽车衡称量并记录,建立台账,同时数据上传管理平台。2012 年6 月至2013 年5 月的餐厨垃圾收运量统计见图2。

图2 餐厨垃圾收运量统计
由图2 可知:应急处理工程中共处置餐厨垃圾21 837 t,平均日收运量60 t。对于同一收运区域,在2012 年10 月、12 月和2013 年1 月餐厨垃圾收运量增加,分别达到2 099 t、2 068 t和2 144 t。分析原因与中国传统节假日居民在饭店消费数量增加有一定关系。
5.2 废油脂成分分析
固液分离机排出的有机浆液首先经过除渣机进行固液分离后,再进入隔油池进行废油脂回收利用。
食用油脂由于在食品加工过程中发生了化学降解,氧化作用、氢化作用等破坏了原有的脂肪酸和维生素,或由于苯类、丙烯醛、己醛、酮等污染物的累积,使得油脂不再适合于食品加工。废油脂主要成分为脂肪酸甘油酯,其中游离脂肪酸含量较高,还含有醛、酮和聚合物等氧化产品,是不可食用的废油脂。废油脂的成分复杂,其主要成分见表2。
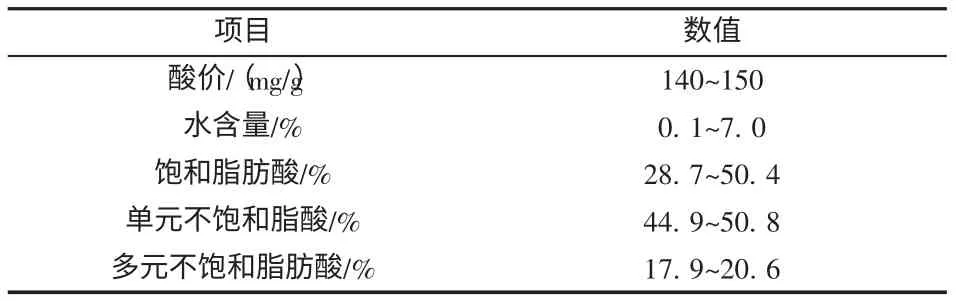
表2 废油脂主要成分
由表2 可看出废油脂成分是可以用来作为制备生物柴油的原料,本工程中收集废油脂由专业公司回收制备生物柴油。 对餐厨废弃物进行规范化收集和预处理可以有效遏制食物残余进入不法商贩手中,从源头上抑制了不健康的养殖业和制假贩假活动,直接减少了“地沟油”、“潲水猪”流入市场的数量,阻止了有害物质进入人类的食物链,为保障食品卫生安全和市民的身体健康奠定了基础。
应急工程由于条件所限,没有进行废油脂深加工,目前只送有资质的废油脂加工单位回收处理。在常州市200 t/d 餐厨垃圾处理项目中,将采用制取生物柴油的方式进行资源化利用。
5.3 固渣和废水成分分析
预处理过程中自动分选机分选出来的物料包括塑料、抹布、金属碎片等杂物和破碎后的浆料(渣),部分无机物,如金属、塑料等可以出售给专业资源化产品回收企业加以利用。经固液分离机挤压脱水后的榨渣经称量后直接送填埋场处置,极大地减轻了环境负担。平均每天产生10~15 t 的榨渣,约占原垃圾总量的20%,其主要成分见表3,可以看出该固渣是适合填埋处理的。在常州市200 t/d 餐厨垃圾处理项目中,将采用水解工艺,将可降解有机质水解并与其他杂质分离后进行厌氧消化处理。

表3 固相榨渣主要成分 %
预处理后的废水主要来自油水分离后的废水和地面冲洗水,有机物浓度高,可生化性强。化验分析其水质数值情况见表4。
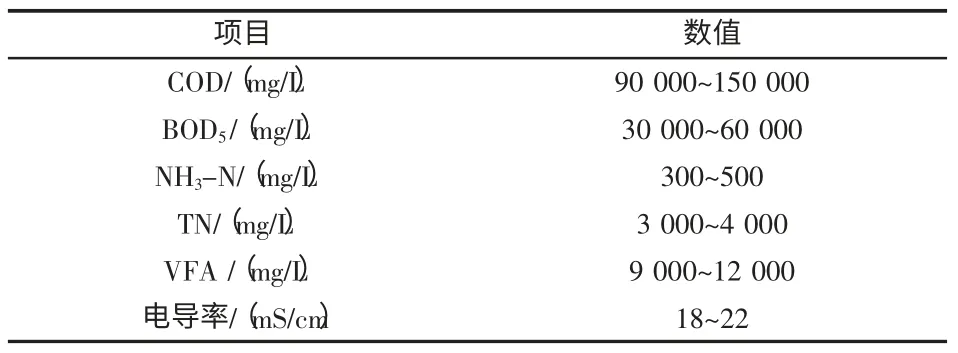
表4 预处理后的废水水质
6 效益分析
适应应急项目的特点和要求,常州市餐厨垃圾应急工程结合了现有垃圾卫生填埋场、渗沥液处理厂现有设施条件而建设,解决了餐厨垃圾的出路问题。①塑料纤维等粗大杂物直接填埋和焚烧处理;②回收的废油脂作为化工原料进行资源化利用;③固液分离的固相渣直接填埋处理;④其余为高浓度有机液体,作为渗沥液处理的补充碳源进行资源化利用。
因此,即使本应急工程没有采用厌氧消化工艺,也是一种适度餐厨垃圾资源化的处理利用工艺,具有明显的投资小、实施快、运行成本低的特点,可以因地制宜地进行餐厨垃圾收集和资源化处理,尤其适宜已经具有填埋场和渗沥液处理设施的中小型城市。
7 结论
常州市餐厨垃圾应急预处理系统工程,采用自动分选、固液分离和油水分离等工艺,固渣填埋、废油脂回收、废水作为垃圾填埋场渗沥液处理的补充碳源进行利用,收运信息数据可同步上传监管平台。工程建设周期短、投资成本小、运行费用低。工艺操作简便,管理方便,初步达到“集中收运、专业处置”的目标。
本应急工程所采用的工艺,可以作为餐厨垃圾厌氧消化处理的预处理系统,将成分复杂的餐厨垃圾转化为高浓度的有机液体进行处理,降低厌氧消化的技术风险,利于加强餐厨垃圾管理,控制二次污染,促进餐厨废弃物的资源化利用和无害化处理,推进处置工程建设,为餐厨废弃物管理工作的全面开展奠定基础,也为餐厨垃圾快速实现有效处理处置提供了典范。
[1]马磊,刘肃.城市餐厨垃圾的厌氧消化处理研究[J].环境卫生工程,2012,20(4):12-14.
[2]靳俊平,王琦,韩正平,等.中小城市有机废物的共同处置探讨[J].环境卫生工程,2012,20(6):10-11.
[3]曹书翰,陈立功,刘先杰.餐厨垃圾油水分离技术与方法研究[J].环境卫生工程,2012,20(4):39-42.
猜你喜欢
中国资源综合利用(2022年6期)2022-07-04
上海航天(2022年2期)2022-04-28
煤气与热力(2021年12期)2022-01-19
今日农业(2021年13期)2021-11-26
环境卫生工程(2021年5期)2021-11-20
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02
中国资源综合利用(2019年7期)2019-07-31
中国资源综合利用(2017年2期)2018-01-22
中国工程咨询(2017年4期)2017-01-31
广东饲料(2016年1期)2016-12-01
