
醋酸丙烯酯合成过程中影响催化剂反应性能的因素
2013-08-16 02:10尹大元徐明成
中国氯碱 2013年9期
尹大元,徐明成
(天津渤天化工有限责任公司,天津,300480)
渤天化工有限责任公司在上世纪90年代从日本引进了1套醋酸丙烯酯法生产环氧氯丙烷的装置,该装置包含丙烯直接氧化制醋酸丙烯酯的工艺。
1 醋酸丙烯酯合成过程中的化学反应及系统工艺流程[1]
主化学反应:C3H6+1/2O2+CH3COOH→CH3COOC3H5+H2O-150.95 kJ
主副反应:C3H6+9/2O2→3CO2+3H2O-1 901.5 kJ
次副反应:C3H6+2O2→CH3CHO+CO2+H2O
C3H6+1/2O2→C2H5CHO
C3H6+O2→CH2=CHCHO+H2O
C3H6+O2→1/2CH2=CHCOOC3H5+H2O
C3H6+O2+2CH3COOH→CH2=CHCH(OCOCH3)2+2H2O
C3H6+3/2O2→CH2=CHCOOH+H2O
醋酸丙烯酯的合成采用丙烯、氧气和醋酸为原料,通过载有钯、铜催化剂的管式固定床反应器,在反应温度为140~200℃,反应压力为0.75 MPa(G)的条件下,进行氧化反应生成醋酸丙烯酯。由于合成反应的单程转化率低,大量未反应的原料气通过循环气压缩机压缩后循环使用。反应得到的醋酸丙烯酯水解生成醋酸与丙烯醇,其中,醋酸进行循环利用。催化剂助剂醋酸钾在原料气进入反应器前以喷雾的方式加入。为满足反应器预热及时移走反应热的需要,反应器壳侧采用加压水循环。反应开始前,通过加入蒸汽升温,反应开始后,通过调节产生蒸汽的压力来控制反应器催化剂床层温度。
2 影响催化剂反应性能的因素
2.1 温度的影响
在醋酸丙烯酯装置中,催化剂反应性能下降最直接的表现为循环气尾气中氧浓度上升,而抑制氧浓度上升的最有效的办法为提升温度,当温度超过催化剂最高运行温度时,催化剂就必须再生。温度对催化剂活性、选择性的影响见图1。

图1 温度对催化剂活性、选择性的影响
从图1可以看出,提高温度虽然能提高催化剂的活性(STY)但也会降低催化剂的选择性(SEL),使催化剂运行的经济性下降。所以,实际生产中影响催化剂反应性能的因素,就是导致催化剂的升温速度加快的因素,解决这些因素的措施就是降低催化剂的升温速率,使催化剂出现较长的温度平台期。
2.2 原料氧气中的杂质
原料中所含有的微量杂质能与催化剂的活性中心(钯)发生化学作用,生成没有活性的物质并占据催化剂表面,阻碍化学反应的发生(犹如镜面上的污斑),从而使得催化剂的活性、选择性及有效性明显下降。譬如,在合成醋酸丙烯酯的原料中,原料氧气中的杂质主要为氮气,含量小于0.5%。实际生产中可通过引出一部分循环气排空的办法来消除其影响。
2.3 醋酸中杂质的影响
醋酸按生产工艺可分为乙烯氧化法和甲醇羰基化法。近年来,羰基化法凭借成本低的优势已占领市场,但羰基化法醋酸中含有能使钯催化剂中毒的碘化合物,已有文献对羰基法醋酸对乙烯法醋酸丙烯催化剂的影响进行研究[2],羰基化法醋酸对醋酸丙烯酯催化剂的影响与对醋酸乙烯催化剂的影响一致。已有文献对如何脱除醋酸中的碘进行说明[3]。在醋酸丙烯酯装置中,由于醋酸处于循环利用状态,经过多次检测装置物料中碘含量均小于10-9,如此微量的含量不会对催化剂产生毒害影响,故不赘述。
2.4 丙烯中的杂质的影响[4]
工业丙烯中常含有微量的水、氯、硫、砷和有机氯等杂质含量见表1。
上述杂质在醋酸丙烯酯的合成过程中均能引起催化剂金属钯中毒,造成包括产品纯度降低等诸多问题。在该公司醋酸丙烯酯装置实际生产过程中,曾有一批原料丙烯中氯离子含量超标,其运行结果与同种催化剂在严格控制丙烯中杂质含量的条件下的运行结果的对比见图2。
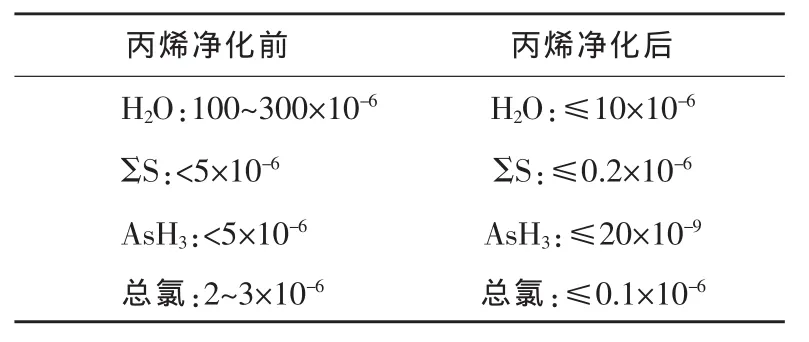
表1 原料丙烯净化前后对比表

图2 氯离子含量超标对催化剂的影响
从图2可以看出,当原料丙烯中氯离子超标时,催化剂的升温速度明显加快、催化剂使用寿命明显缩短。由于硫、砷等杂质对催化剂的危害与氯相同,故需要严格控制丙烯中杂质的含量。
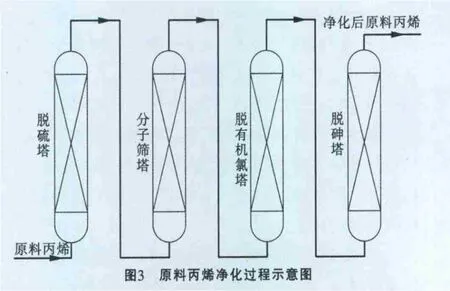
醋酸丙烯酯装置中采用多级物理吸附、化学吸附的方法进行丙烯精制,以严格控制丙烯中杂质的含量。原料丙烯依次通过脱硫塔、分子筛塔(脱水),脱有机氯塔及脱砷塔脱除液态丙烯中的硫、水、砷和氯等杂质,原料丙烯净化过程见图3。丙烯净化前后对比情况见表1。
2.5 反应气分布的控制
催化剂床层内各列管的阻力一般以各列管的压差表示。根据并联管路原理,压差不同,反应原料气通过催化剂床层各列管的物流量不同。对于压差低的列管,反应气质量流量大,反应管内放热速度快、温度高,催化剂失活快[5]。当部分管内催化剂失活后,虽然其他管内催化剂仍有活性,但催化剂床层整体活性会下降,表现为丙烯质量流量下降,不得不升温或降低负荷,当失活管子数目增加到一定程度后,将不得不更换催化剂。故一定要使反应器内气体分布均匀。
在醋酸丙烯酯装置的实际生产中,通过两种措施保证反应气的分布均匀。一是在催化剂装填时,向每一根列管中装入相同体积的催化剂,之后,用压差计逐一测量管子的压差,确保相差小于5%;二是在反应气入口处安装除雾器,使气体均匀到达各列管上。
2.6 工艺条件的控制
2.6.1 空速
已有研究阐述空速对醋酸乙烯催化剂的影响[5]。在醋酸丙烯酯的合成反应中,空速对催化剂的影响与对醋酸乙烯类似。空速增加,反应气体与催化剂接触时间变短,醋酸、丙烯转化率降低,使催化剂床层的醋酸丙烯酯浓度相对降低,从而使反应速度增大。同时,空速增加,催化剂床层轴向温差降低,床层整体利用率上升。但空速大,反应气循环量增大,冷凝分离负荷及能耗增大,此外,由于醋酸丙烯酯装置通过控制反应气尾气中氧气含量来保证装置安全运行,而空速增加会导致尾气中氧含量上升,装置安全操作余量下降。经权衡,实际生产中,醋酸丙烯酯装置的空速一般控制为160 m3/h左右。
2.6.2 反应混合气进口温度
反应混合气进口温度决定了其刚进入催化剂床层能否突破自身的能垒,成为活化分子的反应物量。由于反应混合气的温度能通过与催化剂床层进行热交换及吸收反应热来升高,故只对控制催化剂床层顶部温度有影响。在实际生产中,一般设定为,在催化剂初期,反应混合气进口温度与催化剂床层壳侧温度相同,以保证催化反应反应快速进行;随着床层壳侧温度的升高,反应混合气进口温度也要随着升高,但考虑到最先发生催化反应的顶部催化剂也最先出现活性下降,所以,当床层温度高于165℃后,一般设定反应混合气进口比床层温度低5~10℃,以使反应部位沿催化剂床层轴向向下移动,从而充分利用催化剂床层。
2.6.3 催化剂床层温度的控制
在醋酸丙烯酯装置实际生产中,以催化剂床层壳侧温度为主要控制点,控制范围为140~200℃。由于该反应为放热反应,故催化剂床层温度要比壳侧温度高10℃左右,因此,一般地催化剂床层壳侧温度达到190℃时,催化剂需报废。醋酸丙烯酯装置实际生产表明催化剂床层轴向温度分布一般会随催化剂使用时间发生如图4的变化趋势。表2为催化剂轴向温度分布情况。

图4 催化剂轴向温度分布图
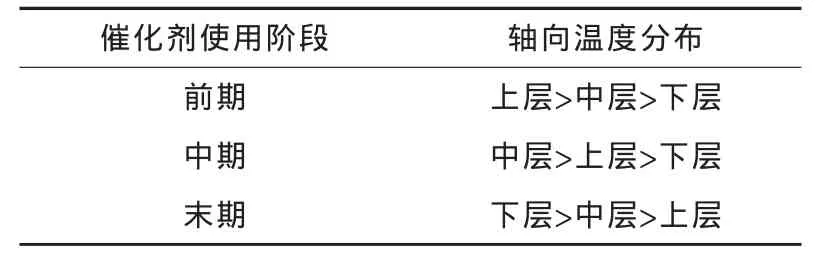
表2 催化剂轴向温度分布表
考虑到醋酸丙烯酯催化反应是放热反应,催化剂床层温度越高的部分必是催化反应越剧烈的部分。分析催化剂床层轴向温度分布的规律,可以看出,整个催化剂床层呈现催化活性依次从上到下迁移,亦即,催化剂床层依次从上到下失活,故提高催化剂使用寿命,要尽量减缓催化剂床层温度向下迁移的速度。为此,可以采取2种措施。一是确保温度控制平稳,避免温度波动。温度波动造成催化反应速度不稳定,加之是放热反应,难以控制平衡,造成局部反应激烈,温度升高,引起催化剂结焦或醋酸钾升华而流失,缩短催化剂的使用寿命[6]。醋酸丙烯酯装置实际控制过程要求温度波动范围为在-0.5~0.5℃。二是减小催化剂床层轴向温度梯度,催化剂床层轴向温度梯度过大,会导致同一时间内催化剂床层有一部分催化剂因反应剧烈而出现局部过热而提前失活;而另一部分催化剂因反应不足而出现闲置,从而造成催化剂床层整体使用寿命缩短。在实际生产中,可通过调节空速及醋酸钾加入量来降低催化剂床层的轴向温度梯度。如催化剂床层上层温度过高,可以提高空速,同时,增加醋酸钾加入量,以使催化剂中下层更多地加入催化反应中,以减弱催化剂床层的轴向分布。
2.7 催化助剂—醋酸钾补加量的调节
2.7.1 醋酸钾的作用
醋酸钾是催化助剂,可以抑制醋酸的水解,帮助乙酸在钯上的缔合,促进物理吸附的乙酸解离和放出氢离子,减弱钯一氧键的结合,促进乙酸—钯的分解,抑制深度氧化,提高催化剂的选择性[7,8]。 由于上述原理,在一定范围内增加醋酸钾的含量,将大大提高催化剂的性能;但过量则导致醋酸钾覆盖催化剂的活性表面、堵塞催化剂的孔道、粘合钯催化剂的晶粒,并造成催化剂颗粒间、催化剂颗粒与管壁间相互粘连使催化剂失活后难于卸出。
2.7.2 醋酸钾的流失与及时补充
催化剂中的醋酸钾会流失到反应气中,其原因可以认为是醋酸钾有一定水平的饱和蒸气压,从催化剂中少量的升华并混合到反应气体中,从而被反应气体带走。由于饱和蒸气压是温度的函数,醋酸钾的流失速度主要与反应温度有关,此外,其他能造成醋酸钾蒸气压变动的因素如压力、反应气体的组成及反应气体的流速等因素也会影响醋酸钾的流失速度。醋酸钾流失量与温度的关系大致见表3。

表3 醋酸钾流失速度表
醋酸钾的流失会引起催化剂活性及选择性下降,导致时空收率下降及副产物二氧化碳增加,所以,需要补加以维持催化剂中醋酸钾的含量。醋酸钾补加的方式一般是通过向反应气中喷入醋酸钾水溶液来实现。醋酸钾的补加量可以根据物料平衡计算得出。在醋酸丙烯酯装置实际生产中,醋酸钾补加量的控制极限用下式定义:
0.9×醋酸钾水溶液浓度×醋酸钾水溶液流量<反应器出口液体物料流量×反应器出口液体物料中醋酸钾含量<1.1×醋酸钾水溶液浓度×醋酸钾水溶液流量。
3 结论
通过对影响醋酸丙烯酯催化剂反应性能的因素分析,得出以下结论。
(1)丙烯中的杂质会造成催化剂中毒,使催化剂的升温速度急剧。要提高催化剂的反应性能,需要安装丙烯精制系统,以严格控制丙烯中的杂质。
(2)反应气分布是否均匀关系到催化剂的使用寿命,故在装填催化剂后,要逐一测定压差确保不超过5%,并在反应气入口处安装除雾器。
(3)空速、反应气进口温度、催化剂床层温度等工艺条件的控制对催化剂的反应性能具有重要影响且相互关联其中,以温度对催化剂的影响最敏感,升温速度一定要慢,同时尽量使催化剂床层整体的温度分布均匀。
(4)合理调节醋酸钾的补加量可以提高催化剂的反应性能,建议在生产中每天都进行监测调节。
总之,醋酸丙烯酯催化剂是一种典型的钯—铜类催化剂,目前,这种催化剂普遍存在易失活的问题。因此,要充分利用催化剂的反应性能,就要从控制原料中的杂质含量,调整、优化工艺控制及合理补加助催化剂等方面入手,为催化剂创造良好的运行环境。
[1]渤天化工有限责任公司环氧氯丙烷厂.工艺操作规程,1997.
[2]沈国强.羰基法乙酸对乙烯法醋酸丙烯催化剂的影响.石油化工技术经济,2008,24(3):18-20.
[3]潘晓蓉.脱碘技术在醋酸乙烯装置中的应用.维纶通讯,2001,(12):41-42.
[4]渤天化工有限责任公司环氧氯丙烷厂.丙烯精制操作规程,1997.
[5]朱成文.影响乙炔法固定床生产醋酸乙烯产量的因素.维纶通讯,2005,25(1):15-19.
[6]唐勇.提高醋酸乙烯中催化剂利用率研究.化工催化剂及甲醇技术, 2001,(5):1-2、23.
[7]张治东.CTV—Ⅳ催化剂驯化过程的优化.石油化工技术经济,2007, 23(5):12-16.
[8]吴红卫.CT—Ⅳ型醋酸乙烯催化剂的工业应用.金山油化纤,2002, (21):1-4.
猜你喜欢
东北林业大学学报(2022年12期)2022-12-28
大众文艺(2022年16期)2022-09-07
中南大学学报(自然科学版)(2021年12期)2022-01-26
中国民族美术(2021年4期)2021-07-14
缔客世界(2020年10期)2020-04-10
农药科学与管理(2019年5期)2019-08-13
兵工学报(2019年6期)2019-08-06
中南林业科技大学学报(2018年12期)2018-04-08
画刊(2018年2期)2018-03-06
科学与财富(2017年33期)2017-12-19
