ESAB带极堆焊技术的应用
2013-08-06 01:23
电焊机 2013年5期
承压、石化、核电等大型设备内壁,以及水力发电机组叶片、矿山和工程机械等处,易遭受腐蚀或磨损,故需堆焊耐蚀层或耐磨层。埋弧带极堆焊和带极电渣焊都具有熔敷率高和稀释率低特点,适合于平面或曲面堆焊,比如换热器管板和压力容器。埋弧焊(SAW)应用极为频繁,但在高效生产和对稀释率有限制要求的情况下,通常建议采用电渣堆焊(ESW)。
埋弧带极堆焊
自1960中期之后,SAW带极堆焊开始大范围使用,焊带宽度有60×0.5mm和90×0.5mm。采用直流正接,在焊剂层下工件和焊带之间形成电弧。熔池上的焊剂可以保护焊接熔池并使焊缝表面成形良好。
带极电渣堆焊
电渣堆焊ESW是在带极埋弧堆焊基础上发展起来的,具有较高的可靠的熔敷效率。电渣堆焊和焊接过程中的电阻相关,它利用导电熔渣的电阻热熔化堆焊材料。电渣槽中产生的热量熔化伸进电渣槽内的基体金属和焊带。
与埋弧带极堆焊相比,熔融的电渣良好的热导率避免了电弧飞溅。焊剂的成分对导热率,固化和粘性等有影响。为了提高大电流下的熔敷层厚度,焊剂碱度和氟化物含量通常很高,使其具有较高的导电性和低的粘性。
电渣槽的温度大约是2300℃,形成了薄层的导电液态熔渣,并能热辐射。大量的热量积累,采用水冷夹钳是非常有必要的。由于电流很大,所以ESW焊接机头比带极埋弧堆焊机头重很多。
ESW特征
与带极埋弧堆焊相比,ESW具有如下特点:
◆熔敷率提高了60%~80%
◆只有一半稀释到母材中,这是由于熔深很浅(大约10%~15%的稀释率)
◆焊接电压低(24~26V)
◆电流和电流密度大(60mm宽焊带通过电流为1000~1250A,相应电流密度为33~42A/mm2),尤其是高速焊剂允许焊接电流超过2000A,相应电流密度为70A/mm2
◆提高了焊接速度(50%~200%),使覆盖面积提高
◆热输入量相当
◆焊剂烧损低(大约0.4~0.5kg/kg)
◆ESW焊焊缝金属的固化速率很低,有利于气孔逸出,减少了气孔缺陷。氧气能够从熔融的电渣池中逸出到表面;堆焊层金属表面相当干净,从冶金学角度看,减少了热裂和晶间腐蚀倾向。
工业生产实际应用中,产品焊缝表面相对基体金属来说,较高的熔敷率和低的稀释率是非常重要的。带极埋弧堆焊已经广泛应用于表面大面积堆焊多年。然而,电渣堆焊技术正在焊接行业占主导地位。下面是意大利北部两大工厂Sices and Ansaldo-Camozzi应用带极堆焊的实际情况。
SICES采用ESAB OK新型焊齐进行电渣堆焊

图1 炼油厂脱硫反应器—Sices制造工厂
SICES S.p.A是SICES集团下属一家集生产、制造、设计石油化工、能源工业领域压力容器、反应器、塔器、换热器及预制管的公司,位于Lonate Ceppino。拥有ISO9001-2000,EN729.1及ASME R、S、U、U2等钢印。
SICES集团下属Montaggi S.p.A,S.p.A及Pensotti Idrotermici Srl公司主要专著于本地设备装配、安装、试车及维护,同时还从事工业锅炉的设计、制造,如换热器、气化炉等。
ESAB针对SICES S.p.A公司电渣堆焊要求研制了新型高效焊剂。ESAB OK Flux 10.14焊剂专为Cr,Cr-Ni,Cr-Ni-Mo奥氏体型焊带设计的,当采用能量集中的电弧焊接时,具有很高的熔敷率(60×0.5mm焊带可达到450mm/min)。通常使用的60×0.5mm焊带,焊接电流上限可达到2300A。
SICES S.p.A质量经理对这种高效新型焊剂留下了深刻的印象,其最大熔敷率可达到20%,远高于任何传统同类型焊剂。
根据ASME规范第Ⅸ卷进行了工艺评定(PQR),结果表明新型焊剂显著改善焊接质量。焊接工艺评定测试项目:目测—尺寸控制、超声波测试、渗透测试PT、化学成分分析、剥层测试。
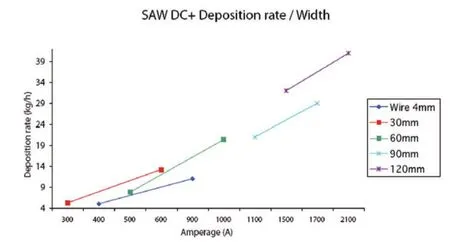
图2 SAW带极堆焊熔敷率
针对加氢脱硫反应器堆焊层做的工艺评定试验后不久,新型ESW ESAB OK Flux10.14焊剂在实际生产中得到了极大的应用。反应器根据ASME规范第Ⅷ卷第一部分和压力容器发展指南PED 97/23/CE设计。基体材料:ASTM SA387 Gr.11 C12;焊接方法:SAW;焊接材料:ESAB OK Flux 10.62+Autrod 13.10 SC(AWS A5.23 EB 2R-焊丝杂质含量低)。
反应器尺寸:23000mm(长度)、3650mm(直径)、75mm(厚度)、160吨(空重)、360吨(毛重)。最小设计温度414℃(工作温度389℃);水压试验:89bar,而工作压力为50bar/f.v。为了使工艺评定范围能够覆盖AWS ER347 厚度大于3mm工件,评定用的试板厚度为8mm。此外,填充金属须保证焊后热处理(PWHT)前后铁素体含量为3%~8%。根据客户的要求,在试板表面堆焊两层。堆焊材料:OK Flux 10.14+OK Band 309LNb(AWS A5.9 EQ309L Nb),OK Flux 10.14+OK Band 347(AWS A5.9 EQ347)。
值得注意的是,熔敷率从化学成分、铁素体,缺陷和盖面焊等几个方面分析实际上是相同的,因此采用相同焊剂可以满足在不同工况条件下使用,如不同容器直径,bottom parts and gates,电流等。通常大部分电源在暂空比100%条件下,均能提供1500~1600A大电流,焊带尺寸60×0.5mm。
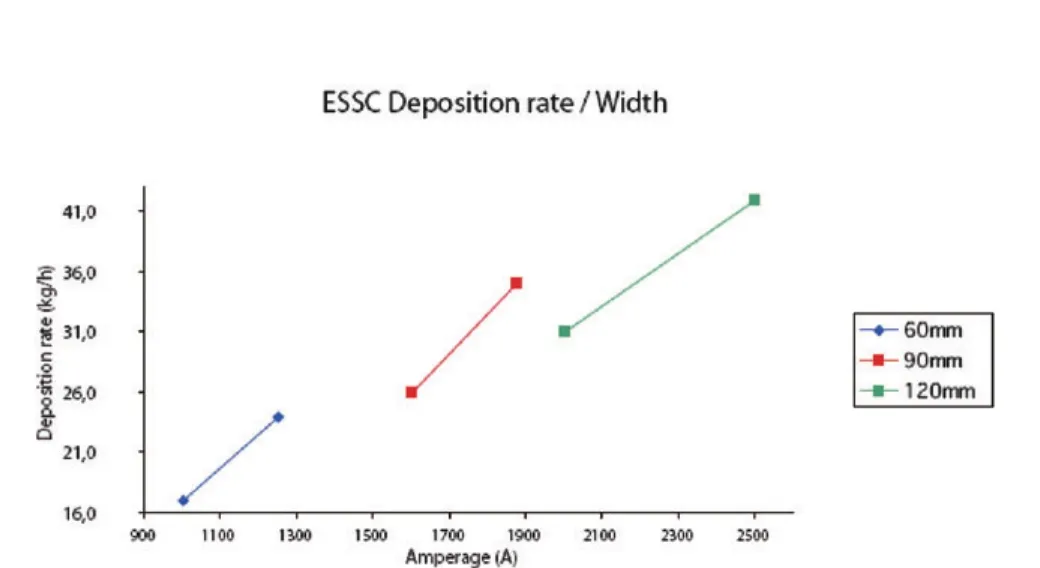
图3 ESW堆焊熔敷率
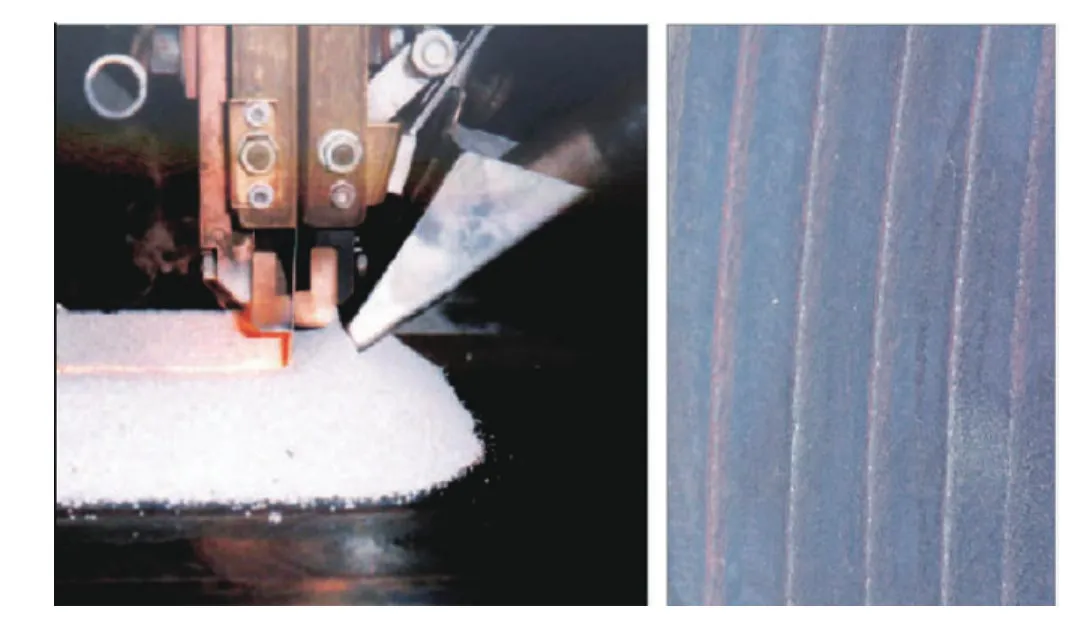
图4 Sices工厂炼油反应器ESW带极堆焊熔敷率
选用ESW而不采用SAW原因是熔透浅、稀释率低、生产效率高。
SAW、ESW和高速ESW熔敷率比较结果如图2和3所示,焊剂为ESAB OK Flux10.14。ESAB再次达到预期目标:质量、生产效率和成本均能满足客户的要求。随后,双方签订了一台先进的双头带极堆焊设备的合同。
ANSALDO-CAMOZZI 核容器和套筒设备
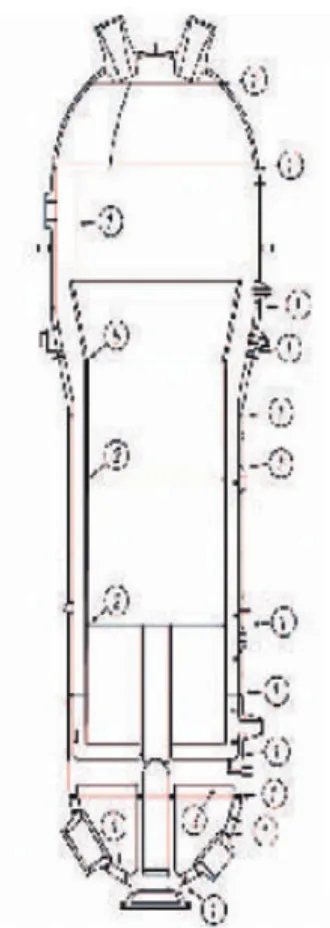
图5 PaloVerde核电站换热器
意大利ANSALDO-CAMOZZI公司由Camozzi创立,位于Brescia工业园区,属于Ansaldo集团,主要从事核工业相关部件的生产。Ansaldo(原Breda)自1960年来一直活跃在锅炉,透品机和核电等行业。1991年在Milan成立了“核工业中心”,承担特殊部件的安装。
Camozzi 集团于2001年4月成功收购了Ansaldo公司,成为S.p.A旗下专业Ansaldo - Camozzi能源配件公司。产品Ansaldo -Camozzi公司专著于核电,传统交通工具配件,核废料处理处理装置以及相关核电中换热器。同时,还生产各种大型压缩机-尺寸公差are not。在核工业中,产品质量是首要保证的,并且是100%可靠,Ansaldo - Camozzi提供了可靠渠道。
Ansaldo - Camozzi是在美国之外,第一家获得N和NTP ASME钢印的国家。在ASME证书清单中ASME规范第Ⅲ卷第一分卷格外引人瞩目。事实上,Ansaldo - Camozzi公司还一举取得了ISO90012000认证。相反ASME N3钢印对贮藏和运输核废料系统的设计和制造是非常重要的。显然,这就需要焊接材料供应商同样也具备相应的质量保证。在意大利,ESAB Saldatura(焊接)是第一个取得核级焊割材料ASME钢印认证的公司。
Ansaldo - Camozzi采用现代技术对产品质量和生产进行控制,并且配备了现代化的生产设备。例如,6,000吨的油压机可以冲压300mm厚的钢板,最近冲压成形了世界上最大的换热器的封头,该设备每个重大800吨,订货单位为美国Palo Verde,Arizona(图5)最大的核电站。其中两台于2002年交付使用,另外两台在2005年供货,最后两台截至2006年交付。
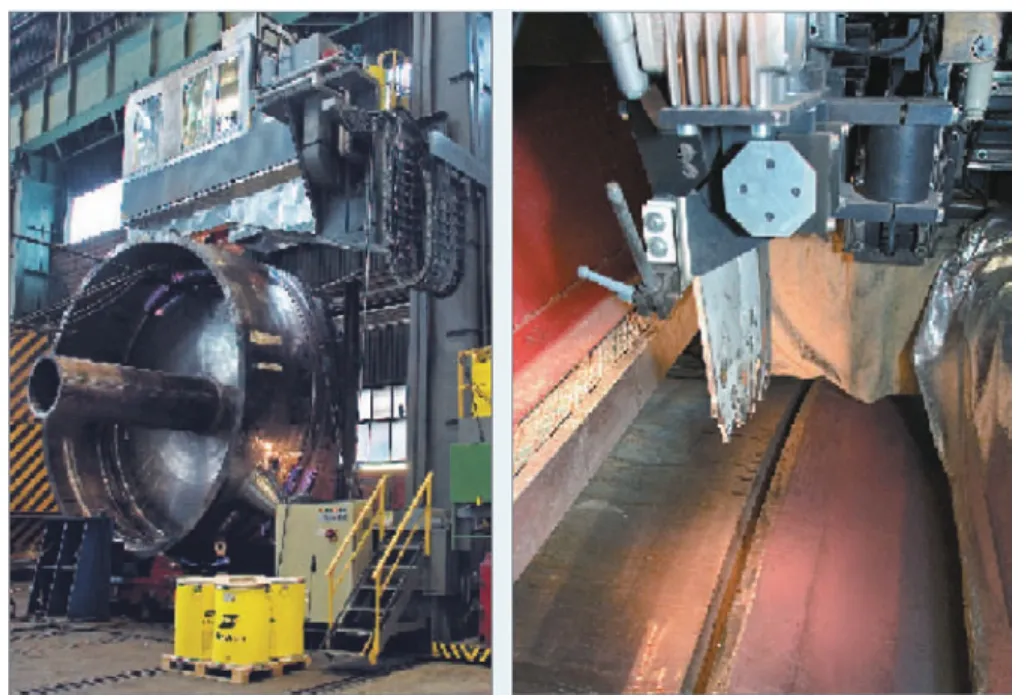
图6 环形焊缝窄间隙焊。280kg桶装焊丝避免了频繁换焊丝的时间

图7 换热器应用SAW带极堆焊

图8 带极堆焊完成后的换热器
该换热器结构中,有两种不同的材料焊接。壳体材料是低合金锻件,SA508-3a。工件焊后热处理25h须满足Rm≥620MPa,-29℃低温冲击韧性Kv达到27J。圆筒底部厚度变化范围从240mm逐渐变化到120mm,再到壳体厚度90mm最后形成封头。考虑到厚度因素,所有纵向和横向焊缝,均采用SAW窄间隙单丝和双丝焊,焊接材料为ESAB OK Flux10.62/OK AutrodN 13.40。在该应用实例中,大型桶包装的焊丝尤其经济实惠,280kg桶装焊丝可以连续焊接整条焊缝,避免了频繁换焊丝,如图6所示。先前采用100kg包装的焊丝,同30kg盘状焊丝相比节省了3次换丝的时间,并且采用了ESAB公司专门设计的圆形龙门式焊接设备。换热器内部层板采用了碳钢,厚度达到50mm。SAW采用的是OK Flux 10.62/OK Autrod 12.24。厚度为640mm的热风管内,开有25000个孔的管板和INCONEL 690管子采用TIG焊接,不需要填丝。远离接头部位的部分位置需要表面堆焊一层耐蚀层。堆焊采用SAW带极堆焊,焊带尺寸为60×0.5mm。焊接方式如下:OK Flux 10.05焊剂和OK BandN 309L焊带堆焊第一层,然后采用OK BandN 308L堆焊余下层,如图7所示。
较小的焊带应用在比较难焊的位置(如表1所示)。在设备外部(重量和尺寸很大)起吊用的吊钩焊接采用的是ESAB OK Autrod13.29焊丝、直径1.2mm,采用MIG焊,在设备最后装配时再拆除。产品按ASME规范第Ⅲ卷Ⅰ分卷(核级)制造。热处理:610℃/4小时30分;工艺评定试验610℃/25h。
壳体焊缝需要100%RT和超声波检测(UT);壳体内部配件,根据厚度需要做射线和超声波检测;焊缝都需要做表面PT和MT检查,管子-管板焊接都需做He密封性试验;最后水压试验,相应工作压力1.5倍,215bar。焊缝金属需根据机械性能、冲击韧性及等温转变曲线等做两倍检测,所有试板均需要做弯曲试验。

表1 熔敷金属量
在过去几年里,ESAB也一直为Ansaldo-Camozzi公司提供大量焊接设备:
◆三台埋弧自动焊专机,专门焊接人孔(最小直径260mm/1350mm)。该专机特别安装了一套焊接变为机,保证船型位置焊接。
◆SAW/ESW焊接系统,并在机头上配置专用焊枪和高度自动跟踪器(焊带伸出长度保持不变),100%整流器1600A/46V;
◆传统的环形焊缝带极堆焊机头(30mm焊带)能够堆焊所有gate或圆形筒体,速度为340mm/min;
◆配备DC/AC型得HNG-T埋弧焊设备可满足厚壁筒体(最大厚度350mm)的窄间隙焊,每层焊缝焊两道。焊接机头安装有两个直的扁焊枪,依靠特殊的运动学机理进行关节控制。
◆自动跟踪系统,双向,可正确测量水平和垂直两个方向的距离。
ESAB的合作伙伴
ESAB公司客服各种困难和需求,同SICES和Ansaldo-Camozzi公司建立了良好的合作关系。两家公司均已报道欢迎更加紧密的合作,配套质量保证和优质的服务。不论遇到什么问题,技术支持永远是合时宜的。
猜你喜欢
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
现代制造技术与装备(2018年8期)2018-09-25
大型铸锻件(2017年2期)2017-03-28
电焊机(2016年8期)2016-12-06
新世纪水泥导报(2016年1期)2016-07-01
化工机械(2015年2期)2015-12-26
焊接(2015年10期)2015-07-18
大型铸锻件(2014年5期)2014-08-22
大型铸锻件(2014年3期)2014-07-02