
不锈钢带卷酸洗工艺探讨
2013-08-03 01:29:18潘亮
山东工业技术 2013年15期
潘 亮
(中冶 东方工程技术有限公司,山东 青岛266555)
0 前言
不锈钢以其优越的耐蚀性、美观的表面等诸多优点,在工艺领域上得到广泛应用。 不锈钢在热轧、热处理等过程中表面产生的氧化铁皮会对后续加工及表面质量产生不良影响,需及时清除。 而酸洗作为不锈钢热轧及冷轧带卷生产中去除氧化铁皮的重要工序,其原理及工艺对于实际生产有非常重要的指导作用。 酸洗方法的选择、酸洗条件的确定等直接影响到不锈钢产品的最终质量。
1 不锈钢氧化铁皮
1.1 不锈钢氧化铁皮的结构和特性
不锈钢在加热或轧制时表面会产生氧化铁皮。氧化铁皮的组成取决于钢号及铁和其他合金元素对氧的亲和力。 300 系不锈钢氧化铁皮中从上到下依次含有Fe2O3、Fe3O4、FeO·Cr2O3及NiO·Cr2O3、Cr2O3;400系不锈钢氧化铁皮中从上到下依次含有Fe2O3、Fe3O4、FeO·Cr2O3、Cr2O3。
不锈钢氧化铁皮中主要含有Cr2O3和尖晶石FeO·Cr2O3,通常呈黑色,有时呈蓝色或绿色,为八面体等轴晶系,玻璃光泽,贝壳状断面,相对密度为3.5-5.21,熔点高达2435℃,硬度为7.5-8.5,在80℃温度下也不溶解于H2SO4、HCl 或HNO3等无机酸。
1.2 不锈钢氧化铁皮的清除
清除不锈钢带卷氧化铁皮的方法主要有化学酸洗法和机械破鳞法。
机械除鳞法用于热轧卷酸洗前的预处理,分为破鳞辊(反复弯曲法)和喷丸法,一般两者结合使用。
化学酸洗法有酸浸法和酸液电解法两大类。酸浸法在不锈钢酸洗中一般采用硫酸、硝酸+氢氟酸等酸。其中硫酸只有在较高温度下酸洗效果突出,所以一般用于热轧卷酸洗。 酸液电解法分为硝酸电解(钝化)、硫酸电解法等。
另外,在冷轧卷酸洗前设中性盐电解段用于酸洗前的预处理。
2 热轧不锈钢带的酸洗工艺
热轧不锈钢带的酸洗现多采用硫酸+混酸(硝酸+氢氟酸)工艺。酸洗前需机械破鳞去除部分氧化铁皮或松脆氧化皮。
2.1 硫酸酸洗
在硫酸酸洗时,带钢表面发生下列化学反应:
Fe2O3+3H2SO4→Fe2(SO4)3+3H2O
Fe3O4+4H2SO4→Fe2(SO4)3+FeSO4+4H2O
FeO+H2SO4→FeSO4+H2O
3Cr2O3+4 H2SO4→Cr2(SO4)3+CrSO4+4H2O+5/2O2
NiO+H2SO4→NiSO4+H2O(300 系不锈钢)
氧化铁皮中各种金属氧化物溶解于硫酸溶液,生成可溶于水的硫酸化合物,从而把钢坯表面的氧化铁皮除去。另外,钢中的铁与硫酸溶液反应,产生大量氢气,氢气产生的膨胀压力把氧化铁皮从钢坯上剥下来,这种作用称为机械剥离作用。剥离作用能加快酸洗速度、减少硫酸消耗。
对于不同钢种,硫酸酸洗的条件略有区别,硫酸浓度、金属离子(Me)含量及温度见表1。
2.2 混酸酸洗
经过硫酸酸洗后,部分氧化层被清除,保留的氧化层以Fe-Cr-Ni氧化物的形式存在, 一般采用硝酸+氢氟酸混合物来清除这些复杂的成分。
当不锈钢制品经过混酸酸洗槽时,HNO3与其表面Fe2O3、Fe、Cr、Ni 等物质发生化学反应,生成各种溶解性的金属盐类:
Fe2O3+6HNO3→2Fe(NO3)3+3H2O
Fe+4H++NO3-←→Fe3++NO+2H2O
Cr+4H++NO3-←→Cr3++NO+2H2O
3Ni+8H++2NO3-←→Ni2++2NO+4H2O(300 系不锈钢)
而HF 与溶液中的各种金属离子发生反应,生成一些可溶或难溶的金属氟化物:
3HF+Fe3+→FeF3↓+3H+
2HF+Fe3+→FeF2++2H+
3HF+Cr3+→CrF3↓+3H+
2HF+Cr3+→CrF2++2H+
HF+Ni2+→NiF++H+
不同钢种混酸酸洗的条件见表1。

表1 热轧不锈钢带酸洗条件
3 冷轧不锈钢带的酸洗工艺
冷轧不锈钢带的酸洗现多采用混酸(硝酸+氢氟酸)工艺。 酸洗前需经中性盐电解及硝酸电解预处理。
3.1 中性盐电解
中性盐电解法是奥地利RUTHNER 公司开发的除鳞方法,在硝酸钠(NaNO3)或硫酸钠(Na2SO4)一类的中性盐溶液中对带钢进行电解。 中性盐电解采用中心导体法, 即带钢悬挂于阴极和阳极之间的电场中,不间断的交换带钢的阳极和阴极。 现电解液多采用硫酸钠(Na2SO4),在电解酸洗中进行如下电化学反应:
阳极反应(此时钢板为阴极):
H2O-2e-→1/2O2↑+2H+
Cr2O3+5H2O-6e-→2CrO42-+10H+
Cr2O3+4H2O-6e-→Cr2O72-+8H+
Cr+4H2O-6e-→CrO42-+8H+
阴极反应(此时钢板为阳极):
CrO42-+4H2O+3e-→Cr(OH)3↓+5OH
Cr2O72-+7H2O+6e-→2Cr(OH)3↓+8OH-
2H2O+2e-→H2↑+2OH-
整个反映过程中,Na2SO4只是作为一个导电介质, 负责电子的转移,本身并不发生化学反应,理论上电解质不消耗,消耗的仅仅是水。中性盐电解的最大好处是可以溶解铬氧化物,在电流作用下使之转化为溶于水的CrO42-。另外,反应生成的H2和O2从带钢表面逸出形成的力可以将表面的氧化物剥离。
中性盐电解酸洗的电解液PH 值控制在3~10 之间即可, 电解电流密度一般控制在10~15A/dm2。 电解液浓度、温度等其他参数详见表2。
3.2 硝酸电解(钝化)
通过中性盐电解,能够容易地溶解氧化铁皮中的铬氧化物,铁氧化物还需在混酸中处理。但是混酸对300 系奥氏体不锈钢表面的铁氧化物可有效快速去除;而对400 系,尤其是410(马氏体)、430(铁素体)等不锈钢的除鳞性能却不稳定,会增大钢板表面粗糙度且无光泽。而且混酸酸洗在此类钢种中还存在溶解速度慢的问题,无法适应连续生产的要求。 为了既能保持中性盐电解的特征,又能提高铬钢的处理速度, 在中性盐电解后加入硝酸电解的方法溶解去除残留铁氧化物。而在处理奥氏体不锈钢时仍采用传统的HNO3+HF 混酸酸洗法。
硝酸电解的原理如下:
阳极:
H2O-2e-→1/2O2↑+2H+
阴极:
Fe3O4+8H++2e-→3Fe2++4H2O
NO3-+H2O+2e-→NO2-+2OH-
硝酸电解的最大电流密度为6A/dm2。电解液浓度、金属离子含量、温度等其他参数详见表2。
3.3 混酸酸洗
冷轧不锈钢带的混酸酸洗原理和热轧基本一致,铬钢经硝酸电解后不通过混酸酸洗段。 相关参数具体见表2。
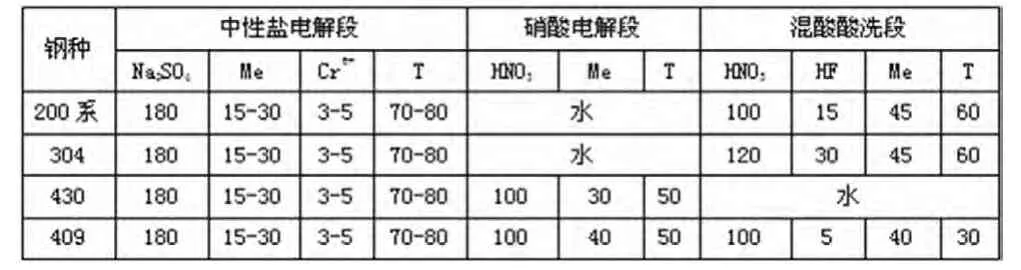
表2 冷轧不锈钢带酸洗条件
4 结语
1)不锈钢带卷氧化铁皮的清除主要分酸洗前预处理和酸洗两个步骤;酸洗方法的选择主要取决于带卷轧制状态及钢种;
2)热轧带卷的预处理一般采用破鳞辊+抛丸的方式,酸洗采用硫酸+混酸(氢氟酸+硝酸)的酸浸法;
3)冷轧带卷的预处理一般采用中性盐电解法;酸洗针对铬钢采用硝酸电解,针对200 系及300 系奥氏体不锈钢采用混酸酸洗方法去除氧化铁皮。
[1]李登超.不锈钢板带材生产技术.1 版[M].北京:化学工业出版,2008:172-181.
[2]张颖.国内外不锈钢酸洗技术的进步与发展[J].不锈:市场与信息,2011(19):33-41.
[3]李丽娟.不锈钢混酸酸洗工艺浅析[J].钢铁技术,2005(5):46-48.
[4]殷洪.不锈钢带钢的电解酸洗[J].上海宝钢工程设计,2002(1):29-32.
[5]武韶宁.冷轧不锈钢板带中性盐电解酸洗除鳞生产工艺[J].太钢科技,2001(02):18-22.
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:25:40
汽车实用技术(2022年9期)2022-05-20 05:49:50
粉末冶金技术(2021年1期)2021-03-29 02:35:18
中国电气工程学报(2019年27期)2019-10-21 10:25:52
材料工程(2018年2期)2018-02-28 07:32:37
中国有色冶金(2018年4期)2018-01-31 16:50:01
商情(2017年33期)2018-01-24 22:45:44
江苏理工学院学报(2017年2期)2017-07-09 21:02:05
无机盐工业(2017年5期)2017-03-11 11:25:26
上海金属(2016年4期)2016-11-23 05:38:59
