
化工生产操作控制中DCS 的应用
2013-07-30 04:07叶宛丽
电子测试 2013年10期
叶宛丽
(吉林工业职业技术学院,132013)
随着化工企业生产规模和可实现功能的逐步扩大,化工生产所配置的生产装置规模和复杂度也得到了大幅度的提升,这种环境下,仅仅依靠人工进行生产控制已经无法满足化工企业的生产需求,而信息技术的发展及其在多领域的应用使得化工生产自动化越来越普及,推动了化工企业的产品生产控制逐步向自动化、智能化、规模化以及复杂化方向发展。依托计算机相关技术配合使用多种网络技术、通信技术以及控制技术和显示技术等多种综合性技术而发展起来的分布式控制系统(DCS),在化工生产控制中得到了广泛的应用。该控制系统可以对化工生产中的多种设备进行自动化生产管理和控制,可以有效提高企业的生产效率,降低管理成本,节约能耗,还能够为企业的持续发展提供不竭动力,是现代化化工生产控制的核心手段之一。
1 DCS 控制系统结构及功能
1.1 总体体系结构
DCS 系统可以利用多种拓扑网络将化工生产现场中的设备和相关仪器仪表等与下位机、服务器、工作站等组成一个可控网络,该网络通常具有三层结构,可以在分散环境下对多个监测设备和监测过程进行控制与管理。
首先,分散过程控制级处于整个DCS 系统的底层,用于直接对生产对象、控制对象等进行数据采集和功能控制。该层将上述设备产生的数据信息采集后集中传递给上一级,即集中操作监控级,进行分析,同时下载和接收上一级传递的控制指令及操作命令对具体对象进行工业控制,如更改参数采集方式、执行顺序或闭环调节控制等。
其次,集中操作监控级位于DCS 系统的中间层,面向化工生产控制与操作人员。该层可以将其下一级传递的数据分析处理后以更加简单明了直观的方式呈现在操作管理人员面前,并利用曲线图、趋势图以及流程图等标注生产运行状态等,便于操作管理人员实时分析生产中各参数和各过程的执行状态,并根据监测结果制定具体的执行内容。
再次,综合信息管理级属于DCS 系统的最高级管理层,向整个系统提供软硬件支持以及协助完成生产管理和市场经营等功能。该层可以对整个生产过程中的每一个环节进行监控,对各生产控制数据进行汇总、分析以及存档,增强化工企业的自动化办公水平。
1.2 通信网络结构
DCS 系统的通信结构也分文三个层次,分别为信息管理层、过程控制层以及控制站内部控制网络层。
其中,信息管理层中应用通用的、支持TCP/IP 协议的分散网络将各网桥和计算机并网成为完整的DCS 控制系统。该通信层可以对整个系统中产生的运行参数以及系统信息等进行汇总,并向下层传递生产调度指令,将各信息并入企业数据库。
控制站内部网络层则是根据实际的工作需要使用具体的、适当的通信协议和通信结构进行信息传输和信息交换。
1.3 主要实现功能
实际应用中,以控制站、操作员工作站等为主体的监控网络与以现场控制站、操作站等为主体的控制网络是实现化工生产的主要部分。
利用控制站DCS 系统可以方便的建立某一项目或某一流程的I/O 服务,通过该服务协议和内容控制现场设备进行数据采集,并将采集到的数据信息转化为图形信息,向操作或管理人员呈现,如单回路控制画面、流程画面等。
利用操作员站DCS 系统可以快速的对生产过程中的某一参数进行调节和控制,如设备压力,产品温度、输入材料流量等。通过这种实时参数调整方式可以有效保证生产产品的质量与生产要求相匹配。
利用其他辅助监控设备DCS 系统还能够对关键流程或关键设备进行状态监控或异常报警等。该功能可以有效提升整个生产系统的故障应对和处理能力,不仅可以向工作人员提供准确的故障位置,故障原因等信息,还能够自动生成故障时间、故障说明的记录日志,方便后期优化。例如,当搅拌电动机或空压机发生故障时,系统检测到异常信号会将监控屏幕中显示该设备状态的状态灯由绿色变为红色,并发送声音警报等向操作人员报警。
2 DCS 系统在化工生产中的具体应用
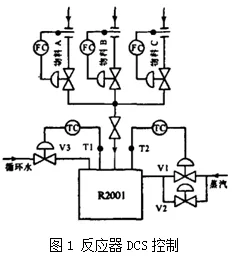
2.1 反应器反应温度的DCS 控制
化工生产的一个关键控制部分是反应器,反应器内的反应温度直接影响着化工反应的效果和生产产品的质量。虽然化工产品的质量由压力、温度、工艺等多个因素决定,但是实际生产经验表明,反应温度是化工生产过程控制中的关键因素之一。若能够对反应器内的反应温度进行实时采集和分析,进而根据分析结果决定是否需要对反应生成的反应热进行处理,则可以有效的控制反应器内的化工材料相互间的反应状态,避免因温度过高引起的连锁反应,甚至导致无法控制现象的出现。
以图1 所示反应器控制系统为例,反应器内的反应原料由A,B,C三个端口进入反应器,但是在进入时,三者之间的流量比例和流速等会对反应温度产生影响。此时为了控制反应器内处于稳定的状态需要在反应器中配备质量流量计、流量定值控制仪、椭圆齿轮流量计等测量设备,以便于根据测量结果控制不同原料进入反应器的流量、流速等。确保投料误差在标准范围内。
反应器中的反应过程分为三个典型阶段:升温升压阶段、过渡阶段、恒温恒压阶段。在升温时可以设定具体的升温执行方式,由DCS系统自动控制升温参数,进而控制升温速度。若在升温过程中出现温度提升速度过快或过慢现象,则需要将自动控制系统的控制状态移除,手工调节蒸汽调节阀等温度控制装置,调整升温速度,使升温速度重新进入正常状态。恒温恒压状态的温度调节同样可以应用DCS系统完成。
具体实现过程如下:
设反应器的升温过程存在四个关键温度点,分别为a,b,c,d。当T2 的温度低于a 时,反应器DCS 控制系统会使用单回路PID 控制电路调整V1 和V2 蒸汽阀阀位,实现对温度的调节;当T2 的温度达到a 未到b 时,DCS 控制系统会断开V2 蒸汽阀的控制调节,只应用V1 对反应器进行调节;温度超过b 未到c 时,此时转换到调节T1 来执行温度与压力串级控制相关程序,进一步控制温度的变化;若温度超过c,说明温度过高,此时需要及时切除V1 和V2,同时启动循环水调节阀V3 调整温度。
利用DCS 系统可有效实现反应器控制的自动化,提高温度控制精度到±0.5℃级别。
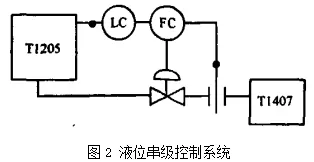
2.2 液位串级控制
以图2 所示的系统为例,该图中存在两个化工反应塔T1205 和T1407。鉴于两个塔之间的进料出料之间存在一定的关联,可以将两个塔进行串联控制。T1205 塔需要控制和调整液位时需要调整塔底出料量,而其排除的出料量又是T1407 塔的进料量,两者之间串联成控制系统可以提高进料、出料的稳定与同步。此外,配合使用回路电路,还能够消除塔内或者出料排出端对出料流量的影响,进一步提升液位控制的精度和稳定度。
2.3 连锁控制
该控制应用主要用于对生产现场的生产设备进行保护,避免某一设备发生故障后造成一系列连锁反应,对其他设备造成损害。连锁控制功能是由计算机控制系统的逻辑运算部分完成的。该逻辑运算部分会对整个DCS 控制系统进行运行状态监控和采集,一旦发现某一连锁反应规则成立则会按照预定设置对该连锁链路内的生产设备进行操作控制,如切断电磁阀、更改调节阀状态等。警报状态解除后等待操作人员指令,重新恢复到正常运行状态。
3 DCS 控制系统的优越性分析
DCS 控制系统将硬件设备,软件控制以及信息传输网络组成一个有机的控制系统,利用该系统对分布于离散环境下的设备进行集中控制与管理,不仅可以实现生产的最优化,还能够提升生产管理效果,降低生产控制成本。总结来看,DCS 控制系统应用于化工生产具有如下几方面优点。
3.1 强大的控制功能
借助计算机硬件和专业数据处理与控制电路系统等硬件设备,DCS 控制系统可以实现多种控制方式和控制内容,无论是单回路控制还是多变量优化控制、无论是常规PID 运算还是其他复杂运算和补偿、无论是整体性连续反馈控制还是具体环境下的局部间断逻辑控制,只需要对DCS 控制系统的相关参数或程序进行调节和选取即可完成。
3.2 灵活的人机交互功能
DCS 系统可以将多监测点的多监测数据集中呈现在管理界面中供相关工作人员使用。DCS 系统在应用趋势图、流程图等直观呈现方式监呈现监控状态方面具有独特的优势。除此之外,关联参数和关联设备的关系分布和参数调整也可以通过监控中心完成。在实际应用中,操作人员通过观察监控屏幕中各参数和图表的状态来对整个化工生产过程进行控制,若需要调整某一参数或修改某一回路组态,只需要远程操作即可完成,真正实现对化工生产的集中控制与管理。
3.3 扩展性灵活
DCS 控制系统采用模块化结构进行设计,每一模块相互独立,若需要对系统进行功能扩展或监控范围扩展,只需要按照规定的接口进行功能或模块设计即可。若需要改变系统的控制级别,只需要按照组态的方法将新的控制回路添加到DCS 控制系统中。可见,该系统具有非常高的扩展灵活性,便于化工生产企业按照资金状况、生产进度等分批次完善DCS 控制系统。
3.4 安全性能高
在安全控制方面,DCS 控制系统同样采用分散控制结构,对于关键生产流程和生产内容还采用了多冗余设置,将安全故障的影响范围和影响时间控制在最低限度范围内。DCS 控制系统还存在自我诊断和恢复功能,对于处理能力范围内的故障,系统可以通过调整控制回路,重新启动等操作恢复到正常工作状态。
4 总结
化工生产自动化水平的不断提高,生产规模的不断扩大等均要求在生产控制中采用先进的自动化和智能化程度较高的管理控制系统对生产进行控制。DCS 控制系统是一种广泛应用于化工生产的控制系统,该系统可以通过适当的网络体系结构将分散的被监测设备进行统一集中管理,提升生产产品的质量,提高生产控制精度,降低生产成本,增强化工企业的市场竞争力。
[1]李凤霞,王毅,阮晓飞.DCS 在化工生产控制中的应用[J].化学推进剂与高分子材料,2009,7(4)
[2]陈再良.集散控制系统(DCS)在生产应用中的可靠性评估与建议[J].安全、健康和环境,2006,6(2)
[3]黄舰.基于DCS 的煤气生产控制系统研究[J].中国科技博览,2011(1)
[4]高建国.分布式控制系统在MTBE 生产中的应用研究[D].兰州理工大学,2011(5)
猜你喜欢
化工管理(2022年27期)2022-11-15
化工管理(2022年30期)2022-11-15
化工管理(2022年15期)2022-11-15
疯狂英语·新读写(2021年10期)2021-12-07
新世纪智能(英语备考)(2019年4期)2019-06-26
铁道通信信号(2019年11期)2019-05-21
环境保护与循环经济(2017年4期)2018-01-22
山东工业技术(2016年15期)2016-12-01
大型铸锻件(2015年4期)2016-01-12
化工进展(2015年6期)2015-11-13
