
半实物磨床实训设备工作台电气控制系统的设计
2013-07-03 08:59楼京京黎云汉
制造业自动化 2013年9期
楼京京,黎云汉
(义乌工商职业技术学院 机电信息分院,义乌 322000 )
0 引言
实训是职业技能实际操作的简称,是指在学校就读期间,按照教学大纲及人才培养的目标,对学生进行职业技术的能力训练的教学过程。实训是高职院校教学的必经之路,实训设备的先进性是衡量教学条件优劣的必要条件之一,因此,教师都希望实训教学过程使用的设备与工厂企业实际生产中的设备一致或相似。但对于工科专业,特别是机电类专业,涉及的工作岗位面很大,而且设备价格高、体积庞大,学校的经费及场地有限,在教学过程中完全使用与实际生产设备相同的设备并不现实。为了克服这一难题,很多设备厂商及高职院校将生产设备的被控对象按一定比例缩小,开发出半实物的实训设备用于教学,使学生能够更直观的学习相关的知识和技能。如天煌教仪生产的KHS-M1432A型万能外圆磨床电气技能实训考核装置(半实物)被控对象参照实物进行缩小,能够模拟M1432A型万能外圆磨的各种动作[1];上海顶邦生产的DBS-M7120平面磨床电气技能实训考核装置(半实物)、上海硕博科教有限公司的SBBS-M7120平面磨床电气技能实训考核装置(半实物)和上海华育教学设备公司的HYBS-M7120 平面磨床电气技能实训考核装置(半实物)均由电源控制部分、机床电气控制部分、半仿真机床实物部分构成,能模拟M7120平面磨床的各种动作[2,4]。但能够模拟MGB1420型磨床的半实物实训装置鲜有研究。
本文参照MGB1420型磨床的基本功能设计了一套半实物磨床实训设备工作台电气控制系统。该系统能控制半实物半自动磨床工作台自动变速直线往返进给运动、工件的旋转运动、工件的纵向运动、砂轮的横向移动、砂轮的垂直移动以及辅助运动等相关动作,并能够设置30个相应的故障点。设备可用于机电类专业的磨床排故教学及相应的技能考评。
1 磨床的结构及控制要求
磨床是用磨具或磨料加工工件表面的精密机床。磨床的种类很多,主要由外圆磨床、内圆磨床、平面磨床、工具磨床、刀具刃具磨床和专门化磨床等。本文设计的电气控制系统参照MGB1420型磨床的控制要求。
1.1 主运动
主运动是砂轮的旋转运动。磨削加工一般不要求调速,因要求砂轮转速高,所以通常采用三相鼠笼异步电动机拖动。同时为提高砂轮主轴的刚度,提高磨削加工精度,一般采用装入式电机直接拖动,这样砂轮主轴就是电动机的轴。对内、外圆磨床,磨外圆时砂轮的旋转运动和磨内圆时砂轮的旋转运动,分别由两台电动机拖动,而且应设有互锁环节。
1.2 进给运动
进给运动包括工件的旋转运动、工件的纵向往复运动、砂轮的横向运动和垂直移动。
1)工件的旋转运动
工件的旋转运动是内、外圆磨削时,工件相对砂轮的旋转运动。为满足不同加工精度对转速的要求,工件电动机一般采用直流电动机拖动,采用晶闸管直流调速系统进行无级调速。
2)工件的纵向运动
工件的纵向运动是工件相对砂轮的轴向往复运动。由于磨床的进给要求有较宽的调速范围,所以磨床的进给运动采用液压拖动,并通过控制环节,实现自动循环往复运动。
3)砂轮的横向移动
砂轮的横向移动是横向进给运动,由液压系统驱动。
4)砂轮的垂直移动
砂轮的垂直移动是砂轮切入工件的运动,其磨削量由人工给定。
1.3 辅助运动
辅助运动是指砂轮快速进退时,工作台手动移动及尾座套筒的退回。
2 半实物磨床实训设备控制电路设计
根据以上MGB1420型磨床基本动作要求对系统进行设计,由于MGB1420型万能磨床由多台电动机拖动,即液压泵电动机M1、冷却泵电动机M2、外磨电动机M3、变频发电机G的原动机M5、内磨电动机M4/M6和工件直流电动机M,其主电路原理图如图1所示。
2.1 主电路
1)液压泵电动机M1由接触器KM1控制,冷却泵电动机M2用转换开关QS2控制。熔断器FU1作短路保护,热继电器FR1和FR2作过载保护。
2)内、外磨砂轮电动机由接触器KM2和插头XS1控制。熔断器FU2作短路保护,热继电器FR3作过载保护。为了防止内、外磨砂轮电动机同时启动,采用插座互锁,其电源插座XS1固定在床身上,磨削过程中,外磨电动机插头或内磨变频机组电动机插头只能有一个插在此插座上。为了提高内磨电动机的转速,采用变频机组供电,M5为变频机组原动机,G为变频发电机,它可以把50Hz的工频电源提高到150Hz,供内磨电动机M4或M6使用。
3)工件无级变速直流电动机M由转换开关SA1(SA1有试、停、开3挡)控制,用晶闸管直流调速电源对其供电。
2.2 控制电路
控制电路原理图如图2所示。
1)液压、冷却泵电动机(M1、M2)控制
接通电源开关QS1,由控制变压器TC提供220V控制电源,通过开关SA2和接触器KM1,实现对液压泵电动机M1和冷却泵电动机M2的控制。
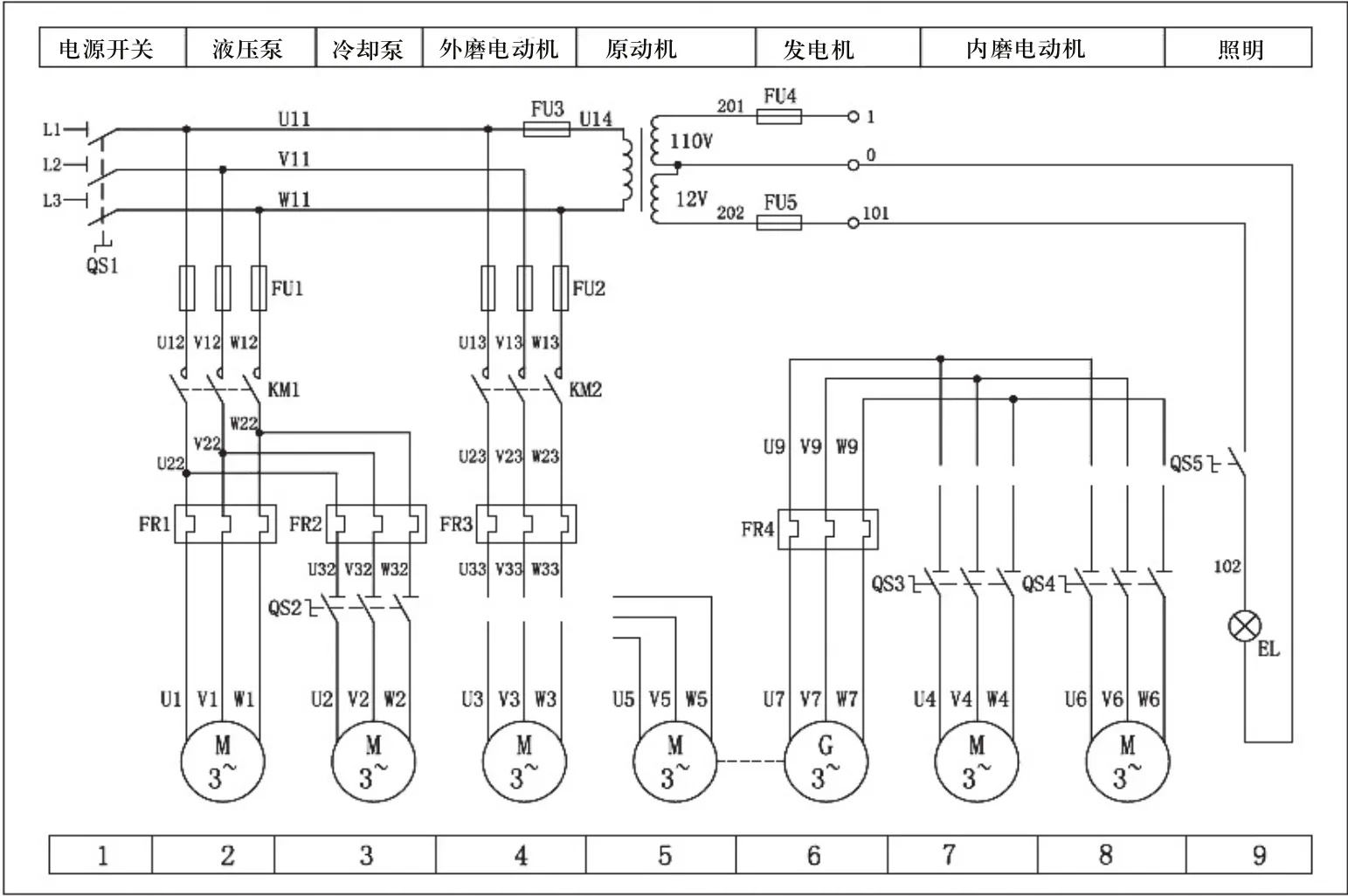
图1 主电路电气原理图
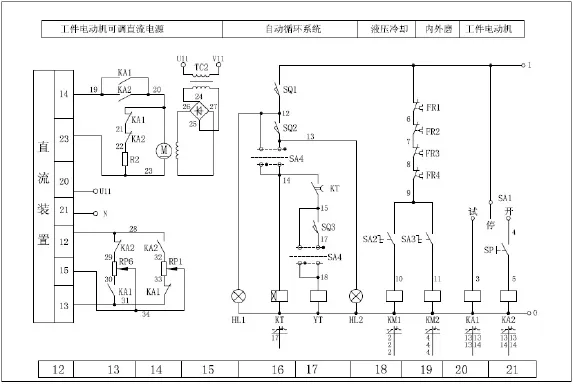
图2 控制电路电气原理图
2)内、外磨砂轮电动机(M4/M6、M3)的控制
接通电源开关QS1和开关SA3,通过接触器KM2对内、外磨砂轮电动机控制。
3)工件电动机(M)的控制
由晶闸管直流装置FD提供电动机M所需要的直流电源。220V交流电源由U7、N两点引入,M的启动、点动及停止由转换开关SA1控制中间继电器KA1、KA2来实现。
(1)SA1在“试”挡时,KA1线圈通电,KA1常开触点闭合,从电位器RP6引出给定信号电压;同时KA1常闭触点断开,切断制动电路,直流电动机M处于低速点动状态。
(2)SA1在“开”挡时,KA2线圈通电,KA2常开触点闭合,从电位器RP1引出给定信号电压;同时KA2常闭触点断开,切断制动电路,直流电动机M处于工作状态,可实现无级调速(SP为油压继电器)。
(3)SA1在“停”挡时,切断KA1、KA2线圈回路,其常闭触点闭合,能耗制动电阻R2接入M电枢回路,M被制动停车。
4)自动循环磨削控制
通过微动开关SQ1、SQ2,行程开关SQ3,转换开关SA4,时间继电器KT和电磁阀YT与油路、机械方面的配合,实现磨削自动循环工作。
2.3 晶闸管直流调速系统
晶闸管直流调速系统中,工件电动机采用它励式直流电动机,功率为0.55kW,0~2300r/min,通过改变其电枢电压实现无级调速,其电气原理图如3所示。
1)主电路
主电路采用单相桥式半控整流电路,V31、V32和V25、V26采用阻容保护。V31和V32由脉冲变压器TA输出的控制信号触发,最高输出电压为190V左右。直流电动机M的励磁,由220V交流电源经二极管V21~V24整流供给190V左右的直流电压。
2)控制电路
(1)基本控制环节
基本控制环节为单结晶体管触发电路。单结晶体管触发电路,由晶体管V33、V35、V37,单结晶体管V34,电容器C3和脉冲变压器TA等组成。V37为一级放大,V35可视为一个可变电阻,V34为移相触发器,V33为功率放大器。调速给定信号由电位器RP1上取得,经V37、V35由V34产生触发脉冲,再经V33放大后由脉冲变压器YA输出,以触发晶闸管V31和V32。
(2)辅助控制环节
辅助控制环节由以下控制环节组成。
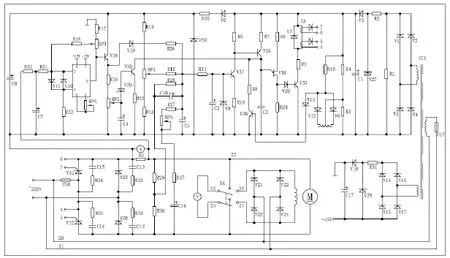
图3 晶闸管直流调速系统电路电气原理图
电流截止负反馈环节:由运算放大器AJ、V38、V39、V29和RP2等组成,当负载电流大于额定电流的1.4倍时,V39饱和导通,输出截止。
电流正反馈环节:由V19、R26组成。
电压微分负反馈环节:由C16、R37、R27和RP5等组成,以改善电动机运转过程中的动态特性,调节RP5阻值大小,可以调节反馈量的大小,以稳定电动机的转速。
电压负反馈环节:由R29、R39和R38等组成。
积分校正环节:由C2、C5、C10和R11等组成。
同步信号输入环节:由控制变压器TC1的二次绕组(5V、5V)经整流二极管V6、V12和晶体管V36等组成。V36的基极加有通过R19、V13的正向直流电压和由变压器TC1的二次绕组经6V、V12整流后的反向直流电压。在控制电路交流电源电压过零的瞬间反向电压为0时,V36瞬时导通旁路电容C3,以消除残余脉冲电压。
3)控制电路电源
控制电路电源主要是运算放大器和触发电路的工作电源。
运算放大器AJ电源:由控制变压器TC1的二次绕组(18V)经整流二极管V14~V17整流、稳压、滤波后供给-15V电压。
单结晶体管触发电路电源:由控制变压器TC1的二次绕组(30V)经整流二极管V1~V4整流、V27稳压,再经V5、C1滤波后供给+20V电压。
给定信号电压和电流截止负反馈等电路电源:由V9经R20、V30稳压后取得+15V电压,以供给给定信号电压和电流截止负反馈等电路使用。
3 结束语
论文设计了一套半实物磨床工作台电气控制系统。该系统能控制半实物半自动磨床工作台自动变速直线往返进给运动、工件的旋转运动、工件的纵向运动、砂轮的横向移动、砂轮的垂直移动以及辅助运动等相关运动,用于机电类专业的机床排故教学及维修电工的考评。
[1] 浙江天煌科技实业有限公司.KHS-M1432A型 万能外圆磨床电气技能实训考核装置(半实物) [EB/OL].http://www.tianhuang.cn/products/products_show.aspx?title=zjsxcpxl.
[2] 上海顶邦教育设备有限公司.平面磨床电气技能实训考核装置(半实物)[EB/OL]. http://www.aiav.com.cn/jcbsw/DBS-M7120.html.
[3] 上海硕博科教有限公司.SBBS-M7120平面磨床电气技能实训考核装置(半实物)[EB/OL]. http://www.sobojxyq.com/css/sk3.htm.
[4] 上海华育教学设备公司. HYBS-M7120 平面磨床电气技能实训考核装置(半实物)[EB/OL]. http://www.jd37.com/price/info.asp?id=771362.
猜你喜欢
中学生数理化·七年级数学人教版(2022年3期)2022-03-16
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
作文小学中年级(2018年10期)2018-10-29
电子制作(2018年1期)2018-04-04
制造技术与机床(2017年7期)2018-01-19
