
可重构机床控制的模块化设计研究
2013-07-03 08:59杨志帮陈德林
制造业自动化 2013年10期
杨志帮,陈德林
(开封大学 机械与汽车工程学院,开封 475100)
0 引言
目前,全球化带来了激烈的市场竞争,客户对于产品的要求也越来越趋向于定制化,造成厂家必须缩短产品制造周期,米适应市场的变化。如何能否快速响应,并且具有良好的经济性是目前制造业亟待解决的一个问题。显然,如果还使用传统的流水线生产模式不能快速响应,近年来快速发展的柔性制造系统虽然在一定程度可以适应不同的生产模式,但其快速改造能力差。基于此,可重构制造系统应运而生,通过合理的配置机床模块,可以快速重组,实时更新,很好的响应新的市场需求[1~3]。
由于机床的配置模块本身不能及时更新换代,因此现有的机床不能满足快速增长的需求,需要具有可重构能力的机床来实现机床功能的可重构属性和定制化要求。
1 国内外研究概况
可重构机床的概念最早在1996年由美国密歇根大学可重构制造工程研究中心提出,它是一个复杂的系统工程,伴随着机床模块化技术的发展和控制器技术的日臻成熟,可重构机床研究也取得了长足的进步和丰硕的成果。
可重构机床不仅仅是机械结构的可重配置,而且还必须做到控制器也具有可重配置和模块化的能力,覆盖软硬件两部分内容。目前,相关研究有软件建模、模块化逻辑控制器、开放式体系结构控制器等[4,5]。
位于美国密歇根州的ERCIRMS CENTER正在研究一种非开放式结构控制器,它采用的编程语言为C++,包括人机交互界面、仿真工具和配置工具三部分组成。开放式体系结构控制器可以在机械模块可重配置的时候同时实现可重构。
B.Birla提出运用软件建模的方法来可重配置机床控制器,该方法有四个主要的应用领域:1)单向精确定位运动控制;2)单向精确定位运动静态模型构建;3)单向精确定位运动动态模型构建;4)多向多自由度运动控制。
E.T.Enslew等通过采用逻辑模型模拟可重配置生产流程,来选择最优参数,评价和检验可重配置生产系统,以控制输入,保证并稳定输出。
RF.Walita和P D.Khargonekar提出了一种可以详细表达分析系统的分层结构框架,以便在不同层次上协调集成控制器。这种方法不仅面向对象,而且模块化,该方法借鉴了Zacard提出的TCF(Timed Conversion Formers)方法实现模型构建,并应用了Robert和Ralf提出的TTTB(True Time Timed Border)理论和工具。
S.Gark,D.M.Tilbuyr和PDKhatgonekar在汽车行业领域,根据生产节拍开发了一种模块化控制器,可以进行基础的功能分析,并能够模拟工况,算出不同时期不同状态下的产量。
2 离散事件系统定义及其组成
本文首先介绍离散事件系统定义及其组成,之后再详细开展可重构机床模块化控制器设计方法研究。
离散事件系统是非静态系统,它通过突然发生的独立事件的形式来描述。在本文中。离散事件系统的主要表现有两个方面,分别是语言和有限状态机。这两种手段各有优缺点,前者执行起来较为困难,但是非常容易,后者实施简单但是原理和逻辑非常繁杂,存在嵌套和迭代。本文采用的方法是通过有限状态机来进行模型构建。
2.1 语言
如上所述,语言的表达方式简单容易,主要应用在离散事件系统,其基础是字符串,体现事件发生可能性的序列排列即概率大小的排列。
字符串(string,s):表示按照概率大小进行的一组排列。ε代表的是空行,即事件发生的概率为0。对于随机发生的两个事件S1和S2,S2表示字符串S2中的时间因为S1发生而发生的概率。
语言(Language,L):表示所有可能发生事件的序列集合。若事件集合定位为∑,且ε∈∑,则对于任意两个语言Ll,L2均∈∑
映射:L在∑’上的映射表示为f∑’(L),有如下定义:

2.2 有限状态机
有限状态机作为另一种表达方式,具有操作容易,简介直观的优点,故使用频率很高。如图1所示,有限状态机的表示方法较为特殊,主要通过关键节点和箭头来表示流程的流转和转移,与流程图非常类似,学名叫做状态图。其中,圆圈状的节点用来代表当下的实时情况,箭头用来代表流转方向。
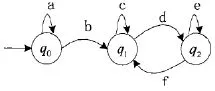
图1 有限状态机流程流转示意图
有限状态机(FSM)其数学特征表现为一个五元函数组:

其中各参数含义为:Q定义为状态集合,∑定义为事件集合,δ定义为转移函数,q0定义为初始态,F定义为终止态集合。
最重要的是通过标记来表述任务循环往复的状态,避免出现死循环,转移函数δ参数表如表1所示。这里的δ通常表达一种字符串到状态集合的递归映射关系。
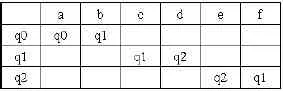
表1 有限状态机状态转移函数δ参数表
3 可重配置机床模块化控制器系统设计
利用前面所提到的设计和计算方法,可以实现可重构机床控制器的模块化和可充配置化。如图2所示为一个典型可重配置机床,该机床机械模块组成部分有:机床床身,回转台,立柱,怀胎,动力刀头等,要进行控制器模块化可重配置需进行一下三个方面的改造:1)设计控制器整体系统结构;2)定义各控制模块之间的信息流;3)构造控制模块的有限状态机。
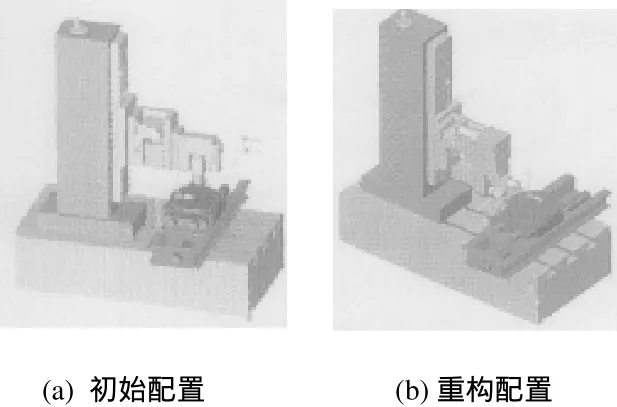
图2 需改进控制系统的可重构机床
3.1 模块化控制器整体结构概要设计
由于本文主要依托于离散事件系统来开展,所以逻辑控制是重中之重,通过逻辑控制来进行排列组合,完成可重构机各个机械模块的拆分重组。为了实现点对点的实时精确控制,我们队每一个机械模块都开发了对应的机械控制模块,如图3所示。
1)用户结构控制模块
此模块通过面板上的按钮实现人机交互,完成整体系统的启动,关闭,转换刀头等加工功能。通过传递用户指令完成控制达成并实时显示当前状态。该模块的关键是图3中的端口A,它是信息通讯的桥梁。

图3 可重构机床控制器的整体结构
2)模式转换控制器模块
此模块由手动和自动两个模块构成。手动模式下,通过人工输入微调指令实现精确控制刀头的进给以及各加工参数。自动模式下,机床按照NC代码顺序加工,避免重复加工,精确有效。两种模式之间的转换通过转换开关来控制。
此模块一共有4个端口,分别是端口A、B、C、G,A代表控制协调用户接口,B代表自动选择合适准确的加工模式,C代表人机互动完成NC代码的编制,G代表控制协调机床各个机械模块功能互联。
3)机床协调器模块
机床协调器的功能主要用来实现命令分解和命令冲突调整。命令分解主要用于分解上游控制器发送的指令细化传递到各个子控制模块;命令冲突调整主要用来避免发生非法指令的出现和碰撞干涉的可能。此模块一共有5个端口,分别是端口C、D1、D2、D3、E,分别用于模式转换控制器控制、机械运动部件的移动、动力刀头组件的进给等功能实现。
3.2 控制模块信息流构建
在上述控制器中,模式转换控制器的端口起到了最关键的最用。正是通过它才实现了主模块与子模块之间的相互控制、传递和调用,实现系统高效稳定简洁的运行。如图4所示为模式转换控制器端口G的有限状态机示意,通过箭头的指向代表了状态之间的转移流转,表2所示为模式转换控制器端口G有限状态机的参数状态,表3所示为其逻辑上事件状态,表4所示为其逻辑转移函数。
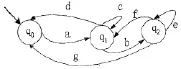
图4 有限状态机在模式转换控制器端口G中的示意

表2 参数状态在模式转换控制器端口G中的示意
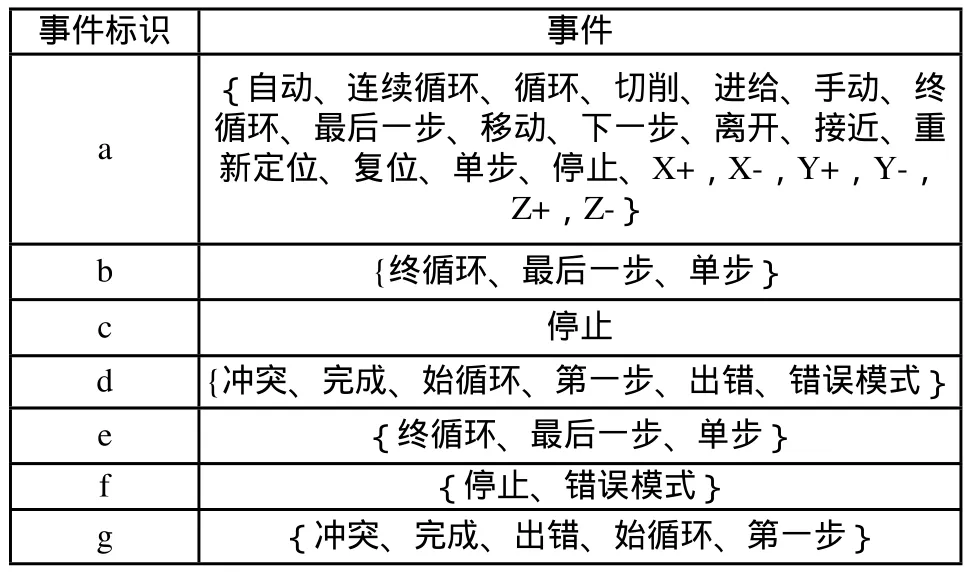
表3 事件状态在模式转换控制器端口G中的示意
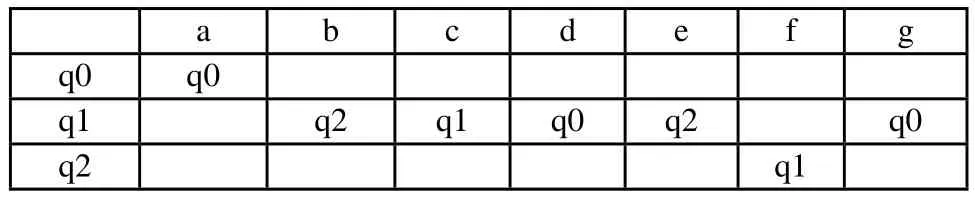
表4 转移函数模式转换控制器端口G中的示意
3.3 控制模块有限状态机构建
通过上面的阐述,可以看出不需要复杂重复的设计定义工作,最终有且仅需要进行一次设计定义,之后每一个控制模块,每一个控制器接口即可完成任意可重配置装配需求,同时其相对应相关联的控制模块会随着直接可重配置成全新的控制器。图5所示即为可重配置机床动力刀头控制器模块的有限状态机模型,表4所示为可重配置机床动力刀头控制器模块的状态实时动态,表6所示为可重配置机床动力刀头控制器模块的端口实时动态,表7所示为可重配置机床动力刀头控制器模块的状态跃迁参数。

图5 有限状态机在动力头控制器模块的示意
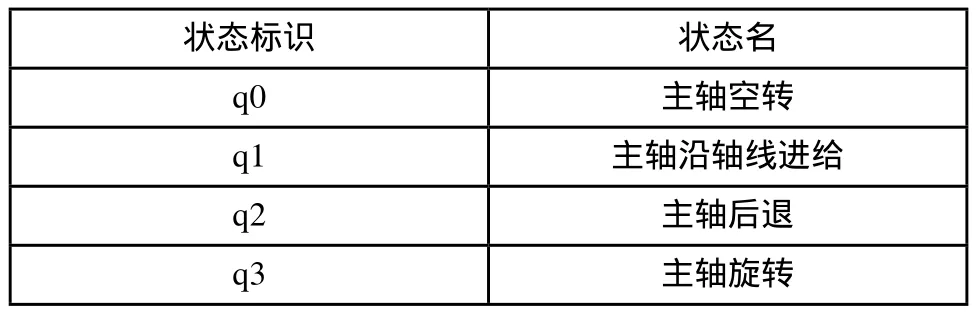
表5 状态实时动态在动力头控制器模块的示意
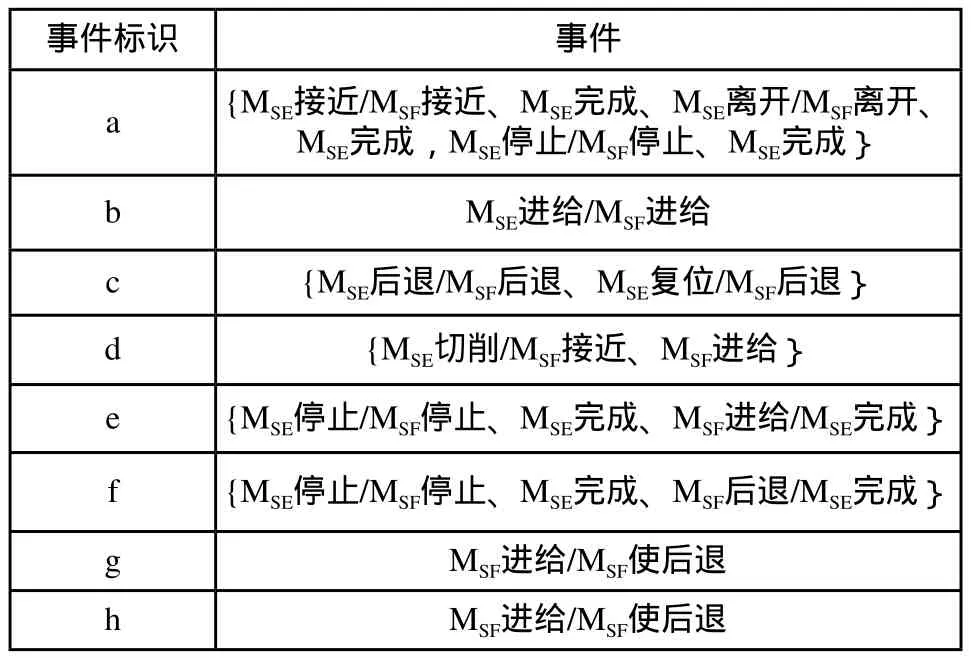
表6 端口实时动态在动力头控制器模块的示意
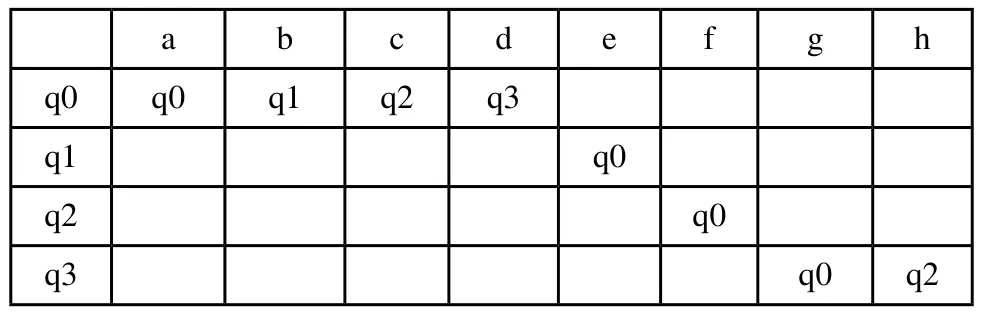
表7 状态跃迁参数动力头控制器模块的示意
4 结论
本文通过运用离散时间系统来构建可重构机床的控制器模块,并主要使用有限状态机来完成层次设计和系统搭建,实现了机械模块和控制模块的一一对应。因此,不管机械模块如何可重配置,相对应的控制模块都可以在模型的自动转换下实现可重构,并且只要一次可重配置证明了准确性,其它情况无需再次检验,在提高准确性的同时大幅提高了效率,从根本意义上实现了机床的可重构。
[1] Mchmbi.M.I C.,Ulsoy.BG.Y.Jerry. Reconfigurable Manufacturing Industry: The Important Future Manufacturing. Journal of intellective Manufacturing,2001.(20):404-419.
[2] Robert Clause. Reconfigurable Machine Tools—A New ensample in Machine Tools.2008 Thailand-UK colloquia on Reconf i gurable Automation.10:23-260.
[3] Philip E. Allen, Douglas R. Normal Affirm for Analysis Which Makes Reconf i gurable Controllers. Transaction of the Japan Control Conference. Tokyo,Feb.2005.329-3 36.
[4] Kelly Clarkson. Exoteric Architectonics Controllers Development. Transaction of the CIRP,2011(33)4.
[5] 葛明辉,邹琼.基于功能构件的机械产品可重构建模[J].机械设计研究,2009(4):24-26.
猜你喜欢
设备管理与维修(2021年13期)2021-09-05
西安航空学院学报(2021年1期)2021-07-24
科学家(2021年24期)2021-04-25
电子制作(2019年13期)2020-01-14
北京航空航天大学学报(2019年9期)2019-10-26
现代计算机(2018年30期)2018-11-20
小康(2017年31期)2017-11-14
人间(2015年23期)2016-01-04
航天器工程(2014年5期)2014-03-11
医疗装备(2011年4期)2011-12-09
