
基于无线网络大型回转设备监测方案
2013-07-03 08:59杨春杰王文庆
制造业自动化 2013年10期
杨春杰,王文庆
(西安邮电大学 自动化学院,西安 710121)
0 引言
回转设备主要用于材料成型,是一种煅烧、焙烧或干燥粒状及粉状物料的热工设备,为一长的钢质圆筒,内衬以耐火材料,炉体支承在数对托轮上,并具有3%~6%的倾斜度。炉体通过齿轮由电动机带动缓慢旋转。物料由较高的尾端加入,由较低的炉头端卸出。
回转设备在体积庞大、温度高(一般在千度左右)、气压大(1000Pa左右),维护和检修存在着巨大困难,如检测手段不完备,会引起耐火层及炉体被烧穿的灾难性事故,从而导致整个生产系统瘫痪,同时,因为设备降温及升温速度慢,炉体内维修复杂,检修工期将很漫长,会造成更大的经济损失。
回转设备的监测存在着重大的技术难度,首先由于设备一直处于旋转状态,不利于安装传感器等装置,其次,回转设备的辐射温度特别高,在一米左右达到200度左右,大大超出了一般电子器件最高温度极限,不能进进行近距检测。
传统的测量采用定时人工巡检的方式,每天在一定的时间段内,在较远的距离条件下,使用手持式红外温度仪对抽取若干个点进行温度测量,数据来源较为粗放,且有一定的盲目性。
1 系统组成结构图
大型回转设备一般用于能源领域,由于矿山所处的地理位置,其通信存在着一定的局限性,受地域约束性大,且回转设备工作方式特殊,传统测温方法难以应用,再有在系统设计中,回转设备作为过程监控的一部分,所有被测参量应并入原有的以PLC为控制核心的控制系统中。
在工业的远近程通信中常用的通讯方式为电缆、光纤、无线和GPRS,其中无线信号可以突破地理限制并且布线相对灵活,并且有着相容性好及高速、低成本、低功耗的特点,信号质量也逐步提高,已逐步应用于生产领域,而GPRS可以通过无线的方式把信号并入到INTERNET网,适合远距离及B/S架构数据采集控制控制系统。
本文提出了基于数传电台的回转设备监控系统,其中回转设备的红外监测点为主要研究对象。在监控系统中,位于中央的功率高增益电台将作为无线网络的中枢,其应安装于地势较高的位置,它可以和各个无线节点进行通信,接收各路信号,并可通过采集控制器并入到以PLC为控制核心的自动化系统,此时可通过组态软件进行监测,同时,其也可以自成体系,直接和数字终端,如PC机相连,这时则需要相应终端软件支持。对于红外监测点,在把数据发往网络中枢的同时,也可在本地设定一个监测点,直接和红外采集点进行通信,及时获取数据,进行近距监控。
所设计选用的数字数传电台基于DSP技术,其运行可靠,设置灵活,如其自带电压表、温度计、功率计、场强干扰测试仪、软RTU等功能,其速率可达19200bps,频率稳定可达+/-1.5ppm,其所要求的温度及电源范围较宽,如温度可达-40℃~+70℃,且功率可调。其工作频率为220M~240M,无线信号波长较长。在较好的工作条件下,当功率5W并采用7dB全方位天线时,其传输距离大于10km。
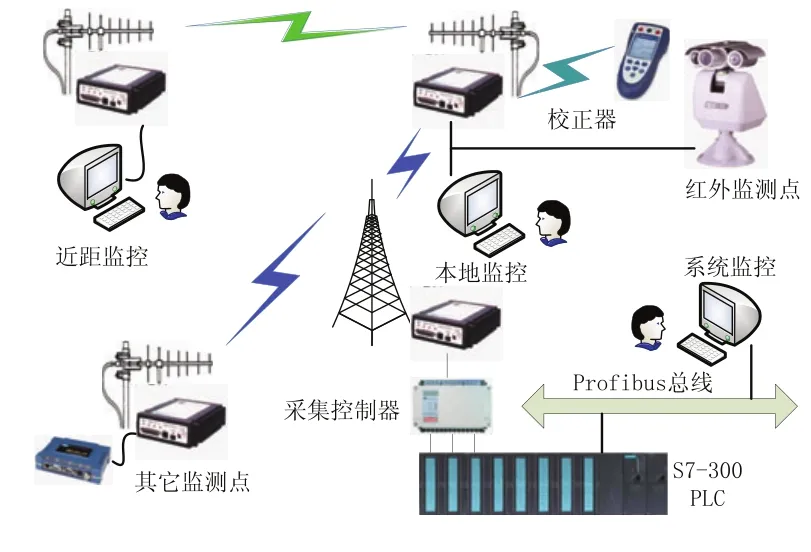
图1 监测系统框图
在以S7-300为控制核心的自动化系统中,S7-300可使用CP34X系列串口扩展板扩展其通信功能,但同时存在着以下问题,CP34X只支持ASCII码传送,所以其数据必须在通信两端进行再转换,如果在无线信道中进行传送ASCII码而不是十六进制码,其信道利用率会大大降低,而RTU一般使用十六进行码进行通讯;其次,S7-300的模拟量模块SM331与CP34X价格差距巨大,西门子PLC接口模块都比较昂贵;再者,CP34X的使用则要求对原PLC程序进行较大范围改动,其数据校验难度也较大,而在一般情况下,设计不希望对原系统的稳定性造成干涉,因此方案设计中选择了在无线通信中使用十六进制码,并在PLC前端进行数模转换的方法,从而使设计方案易于集成到原来的自动化系统。
2 系统硬件集成及设计
系统的硬件设计思想为通信及信号处理的硬件骨干部分采用市场上具有较好资质的工业级产品,而对数据核心数据处理及控制部分则自行设计。在本设计中,需要自行设计的硬件有两部分,即红外监测点及采集控制器。
2.1 红外监测点硬件设计
红外监测点在设计中包含七个部分,如图2所示,即主控单元、云台驱动、红外传感器单元(两个)、电源单元、指示单元、外围接口单元及校正器。其中,云台驱动及红外传感单元共同连于Modbus总线。红外监测点对外接口为RS485,通过此接口可以把数据传至无线电台。
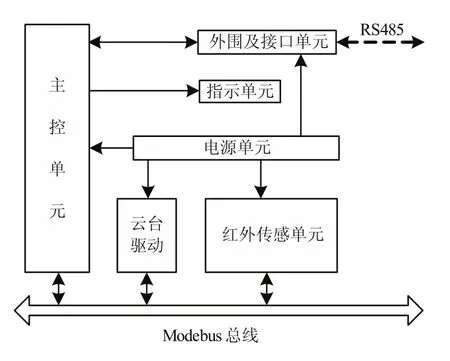
图2 红外监测点框图
除部分电源外,其他单元都置于云台驱动腔体内,其包括主控单元、驱动、传感单元等六个部分。两个传感器单元近距安装,可以同时检测目标对象的温度及环境温度,有一定的补偿能力。云台驱动、传感单元都挂在Modbus总线上,它们分别有各自地址,收到对应命令方开始动作。
主控单元控制器采用NXP公司的LPC2132(ARM7)处理芯片,其较小的封装和极低的功耗可使它理想地用于小型系统中。
电源单元较复杂,它需要为主控单元提供3.35VDC及5VDC,为云台驱动提供24VAC,红外传感单元提供12VDC,为外围及接口单元提供220VAC,其目的为驱动大功率声光报警装置。
因为没有专用测温云台,所以设计中选用视频监控室外云台并对控制部分进行了改造,其防风防雨,负载较大,水平自动无限位,水平速度为达0~26°/S,且其地址码可改变,很方便挂载到总线上,完全满足设计要求。
为缩小开发周期,满足苛刻的工业环境要求,红外传感单元选购工业级的红外测温模块,其由壳体、光学部件、专用集成电路和微控制器等组成,目标测量范围为-50°C~1500°C。要获得准确的温度值,需确定正确的测距比,一般情况下,当距离比越大时,所测温度偏差较大,在红外传感器单元自我补偿的基础上,还可以基于主控器对其进行再次补偿修正。
指示单元主要器件为红色激光源,其与红外传感器器平行安装,主要对温度监测点进行定位观察,当预置点设置完成后,可关闭指示单元,当需要重新设置观测点时,则再次开启指示单元。
外围接口单元主要包括外围输入输出器件与接口,如按键、LED、LCD、485接口等,其中,按键及LCD便于设备调试, 485接口为红外监测点通信接口,用于接收来自于无线电台的采集命令,并返回相应的数据给无线电台。
校正器为红外监测点附属仪器,以同频特定协议与监测点通信,它将结合监测温度、实测温度及环境因素确定一个温度补偿系数,此系数将发送到监测点的主控单元并写入数据flash,以输出校正后温度,当环境温度特征都有较明显的变化时,应对其进行再次校正,因为其就近测量,功率很小。
2.2 采集控制器硬件设计
采集控制器为连接PLC过程控制系统与无线网络的枢纽,其设计功能主要为先根据自定义协议发依次向各个温度采集点发送数据采集命令,通道是否工作可通过拨码开关来设置。其次,采集控制器依次解析出各通道数据,并转换为相应的工业标准模拟信号,输入到PLC模拟量采集单元SM331,便于上位机软件如WinCC的组态监测。采集控制器的硬件框图如图3所示。
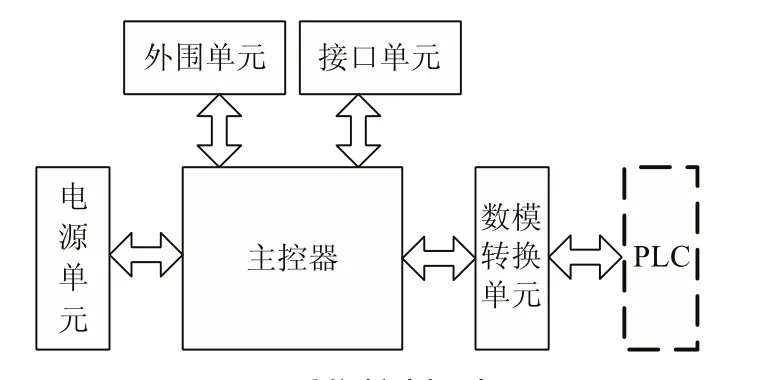
图3 采集控制器框图
设计中采集控制器为八通道。主控器采用LPC2131,数模转换单元选择AD7228作为核心处理芯片,其它单元与红外监测点类似。
3 系统软件设计
系统的软件设计包括了五个部分,红外监测点程序、采集控制器、本地上位机、PLC及WinCC组态软件的程序设计。
PLC程序只需根据系统分配给模拟量模块的地址添加对多路模拟量采集,而WinCC组态软件则对PLC中的相应变量进行采集显示,其过程比较简单,这里将不再赘述。
3.1 红外监测点程序设计
红外监测点可自行根据设置采集所有预置点温度数据并打包,但只有接收到采集控制器的指令后才返回数据。在设计中,云台有设置有六个预置点,云台在这些点往返采集,实验发现云台运动时采集数据误差较大,因此当云台在预置点停止时,方采集温度,并且需要一个小的时间延时,设计中云台停止时间为1S。两红外传感器采集温度有遵循一定的时间顺序,但总体上不会超过10ms。云台到达程预置点后因为没有相应的回馈信号,所以,只能以定时的方式巡检,其间隔设为3S,其大于预置点最大切换时间。程序的部分流程图如图4所示。
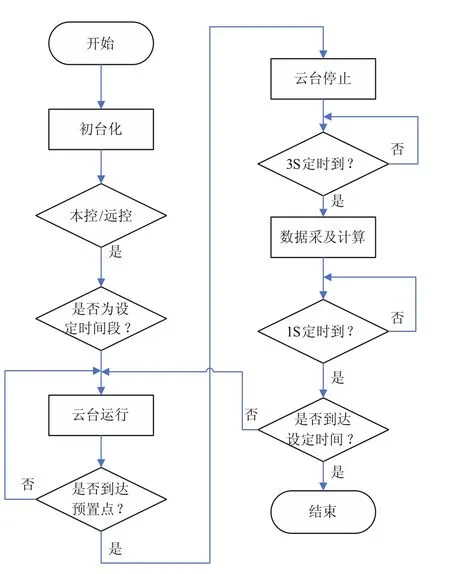
图4 红外监测点程序流程图
程序运行时,首先通过开关状态判断是否为本地控制,当为本地控制时,则程序执行手动程序,此程序主要用于调试。在通常工业条件下,回转设备一般一小时左右采集一次,所以程序只在设定时间段进行数据采集。当采集时,云台的运行路径是从预置点1到预置点2,直到预置点6,当到达预置点6时,再返回预置点5,直到预置点1。传感器单元1先开始采集数据,共采集十二次,完成后传感器单元2开始采集,采集后的数据则进行中值数字滤波,两传感器的数据计算完成后进行比较,当其差值较大时,则进行再次采集比对,如此三次,当超过了设定值后则向监控机返回异常信号。
当温度超限时,将启动本地声光报警(交流)。
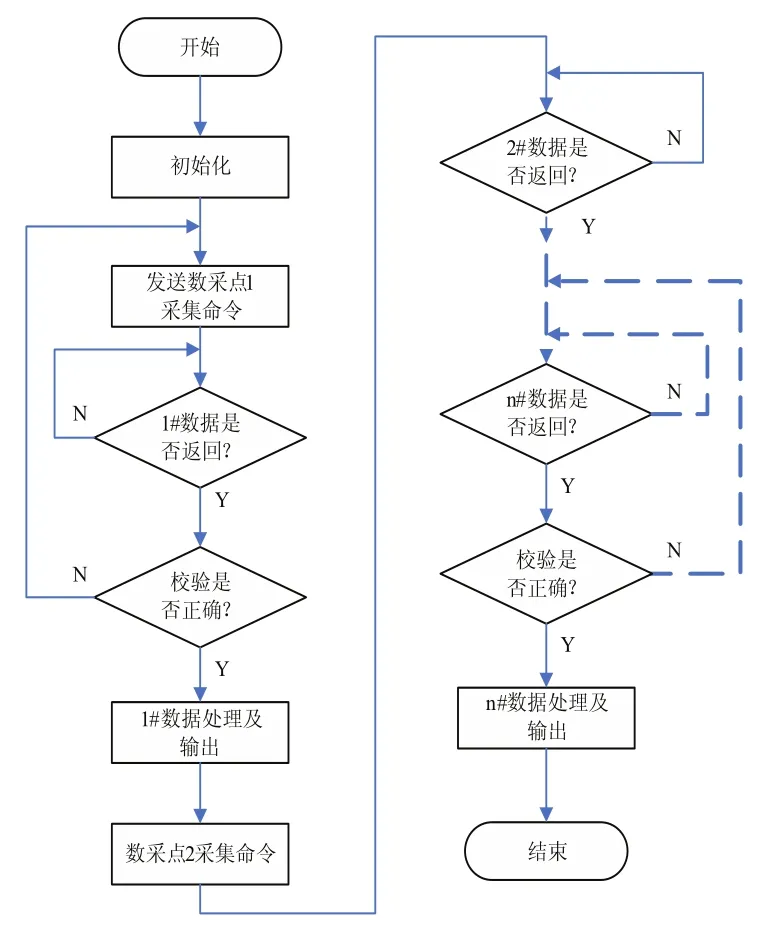
图5 采集控制器程序流程图
3.2 采集控制器程序
基于无线网络的系统中,数据监测点不能采用传统RTU数据自动发送的方式,以避免数据冲突,采集控制器根据自定义协议采用轮询的方式获得各监测点数据,为了加强数据传输的可靠性,数据传送时采用了CRC校验,当校验正确时更新模拟量输出,否则请求重发。其程序流程如图所示5所示。
3.3 上位机监控软件设计
在正常工作状态下,上位机软件只接收数据进行显示,因为上位机可操作性比较强,所以加入了部分调试功能,如数据采集,预置点设置等。
本地上位机软件设计采用Delphi开发,其主要包括用户操作模块、监控主模块、预置点设置模块、数据库操作模块组成,数据库采用通用的access数据库,监控主模块画面如图6所示。
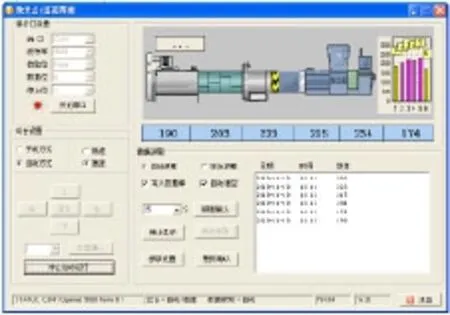
图6 上位机监控软件
为便于调试,软件主要包括串行口设置、云台操作及数据采集三个部分,云台可进行手动运行或自动运行,手动方式时,只采集单点传感器所指向的温度,自动运行时则采集多个预置点温度,用户可通过复选框决定所采集数据是否写入数据库,上位机数据通过串口控件输出,可连接到无线数传电台或红外监测点,为了取得直观效果,监控界面中,在数字显示各点温度的同时,在图右侧有温度柱状显示图,上位机在接收数据时,也进行了CRC校正。
4 结果及分析
由于红外测温是非接触性的测量,同样也会存在着各种误差。测温范围越窄,精度就越高,测温范围过宽,会降低精度,尤其在低端测温。其主要影响因素包括辐射率、距离系数及环境因素,而影响回转设备现场测温的主要因素为回转设备的辐射率变化、粉尘及环境温度等原因,而大型回转设备均存在上述问题。
实验采用大量有效数据求平均值的方法对误差的进行量化,每预置点在六十分钟内采集了600组数据,因为参考温度和检测温度需分时进行,经过测量,图中选择预置点1和预转置2点进行数据采样分析,其结果如图7所示。
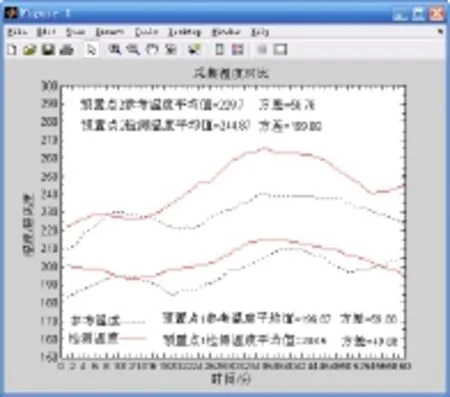
图7 上位机监控软件
由图中预置点1和预置点2的温度数据可知,检测温度与参考温度有十多度的偏差,但就温度的基准及测量的距离考虑,这个偏差是可以接受的,而如果回转设备出现了破炉故障,其温度差值将呈数量级变化。
5 结束语
总之,基于无线网络的大型设备回转设备监测方案能适用多种监测环境,能有效降低人工成本,其检测思想具有普遍性参考价值,基于双点的监测系统已在太钢集团峨口铁矿试运行四个月,效果良好,目前系统还在进一步优化。
[1] 曹春梅.红外测温对加热圆柱体轴线上热导线温度的测量[J].激光与红外.2006,36(9):864-865.
[2] 谢又成,章兢.基于模糊建模的球团密度在线测量[J].测试技术学报,2006,20(1):27-31.
[3] 陆子凤,潘玉龙.目标到测试系统距离对红外测温精度的影响[J].红外技术,2008,30(5):271-274.
[4] 杨桢,杨立.反射温度补偿法对红外测温的补偿计算与误差分析[J].光学技术,2008,34:154-157.
[5] 王立斌,谢涛嵘.被测对象温度呈现空间分布时的红外测温偏差研究[J].仪器仪表学报,2006,27(10):1288-1292.
[6] 刘红芳. PLC在球团工程自控系统中的应用[J].工业控制计算机,2005,18(5):50-51.
[7] 晏敏,颜永红.非接触式红外测温原理及误差分析[J]. 计量技术,2005,1:23-25.
[8] 孔琛,孙坚.工业现场环境下提高红外测温精度的方法探究[J].工业仪表与自动化装置,2008,6:60-62.
[9] 徐晓瑾,朱明富.球团生产监控管理系统软件设计[J].球团生产监控管理系统软件设计,2004,11(2):132-134.
[10] 潘明,张密.基于CAN总线的分布式红外测温系统[J].中国测试技术,2008,34(5):49-51.
猜你喜欢
摄影之友(影像视觉)(2020年2期)2021-01-14
数字海洋与水下攻防(2020年5期)2021-01-04
影像视觉(2020年2期)2020-03-19
电子制作(2019年23期)2019-02-23
通信电源技术(2018年3期)2018-06-26
摄影之友(影像视觉)(2017年11期)2017-11-27
电子制作(2017年8期)2017-06-05
电子制作(2017年19期)2017-02-02
军事运筹与系统工程(2016年3期)2016-09-26
电子制作(2016年21期)2016-05-17
