
浅谈1 150 mm六辊高精度可逆冷轧机组特点
2013-06-26 11:38谢春
装备制造技术 2013年6期
谢 春
(南宁广发重工集团有限公司,广西 南宁530001)
针对山东某钢板有限公司的需求,南宁广发重工集团有限公司与相关设计院,成功开发了1 150 mm六辊可逆式冷轧机组,并已投入使用。该机组可将经过酸洗后的厚度为1.8~3.5 mm热轧钢卷轧成厚0.15~1.2 mm的冷带,其产品达到预期品质目标。
本方案的实施内容包括:建成一套适应薄板轧制的1 150 mm高精度带钢六辊可逆冷轧机组(配备液压AGC-自动板厚控制系统),以及与生产线设备配套的流体站、电气传动、工业自动化等配套设备,还包括与生产线设备配套相关的辅助设备。
1 六辊可逆冷轧机组特点
按台套及系统分,本机组设备由上卷车、开卷机、开头矫直机,右卷取机、上卸卷设备、(右)机前装置、1150mm单机架六辊可逆冷轧机工作机列、(左)机后装置、左卷取机、上卸卷设备、助卷器等组成,配套的换辊系统及流体设备(液压、设备润滑、工艺润滑)和电仪系统有机组成的机、电、仪、液一体化的自动化成套设备,如图1所示。
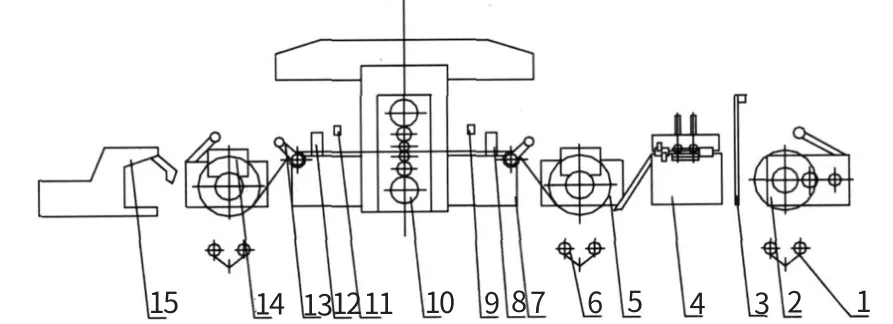
图1 成组技术的基本原理
该机组较突出的技术特性如下:
(1)全液压压上,液压AGC自动控制,具有恒辊缝位置控制、恒压力控制及轧辊调偏、厚度预控、秒流量控制、监控功能等。
(2)整个控制系统采用了上位计算机控制管理技术、全数字交流调速装置、分散的PLC机组工艺控制及远程通讯联网技术,通过两级网络将轧机供电、交流和交流主电机控制、PLC系统、远程I/0系统、AGC、人机界面(HMI)联成一体,统一设计各系统的接口关系,从而构成了现代化轧机的整体自动化控制系统。
(3)主操作台设有人机界面,完成轧机状态画面显示(开卷、卷取张力值、电流值、速度值等主要工艺参数)及人工调整、轧制工艺参数设定、故障报警和打印报表。
(4)轧辊分段冷却,流量控制。
(5)工作辊具有正、负弯辊控制手段;中间辊具有横移预设定、并具有正弯辊控制手段。
(6)轧制线标高快速调整。
(7)工作辊、中间辊快速换辊。
(8)开卷机CPC自动对中。CPC系统采用优质成套产品,并带有单独的供回油系统。
(9)辊系轴承选用瑞典SKF或日本NSK轴承,公制尺寸设计,油气润滑。
(10)空气吹扫与辊式真空除油组合的带材表面除油技术。
(11)轧机电气传动及自动化系统具有过载保护,断带保护和紧急停车等安全保护措施;机组具有带尾自动减速、准确停车功能;卷取机具有圈数记忆、带长计算功能。
(12)机组生产工艺联锁及故障报警采用PLC可编程控制,实现生产过程自动化及故障报警自动化。
(13)采用国外引进的X射线测厚仪测量并显示带钢厚度。
(14)机组板型控制采用UCM控制。
2 1 150 mm六辊可逆冷轧机组的基本参数
2.1 原料
原料钢卷:经过酸洗后的热轧钢卷。
材质: Q195、Q215、Q235、20、16Mn等。
机械性能:бs≤350 N/mm2,бb≤660 N/mm2。
2.2 成品精度
成品纵向厚度公差见表1。
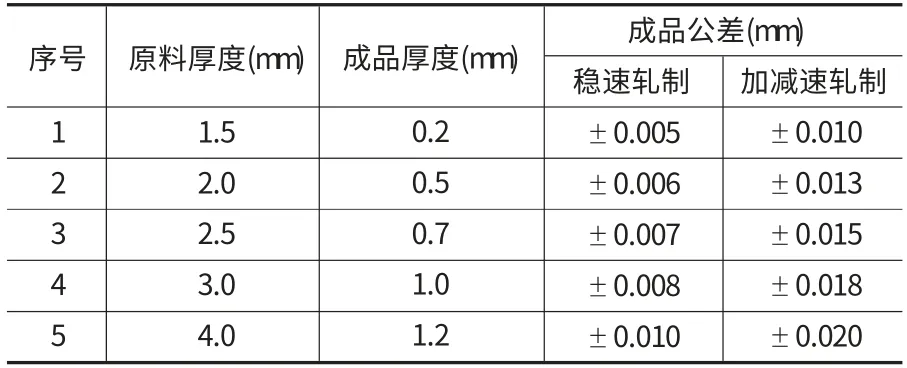
表1 分类编码系统的基本结构
成品横向断面差:
板厚≤0.8 mm时,断面三点差<0.008 mm;
板厚>0.8 mm时,断面三点差<0.01 mm;
平直度:15~25I。
2.3 机组主要技术参数
1 150 mm六辊可逆冷轧机组工艺参数见表2。
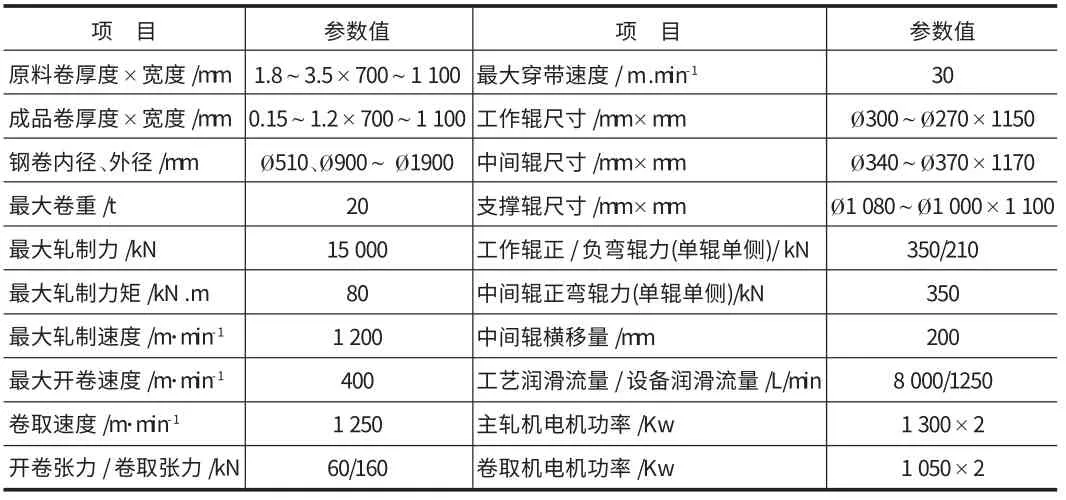
表2 1 150 mm六辊冷轧机组的工艺参数
3 结束语
1 150 mm六辊可逆冷轧机组于2011陆续投产,一套轧机年产高精度板卷满足年产量125 000 t/套的要求,达到设计年产量,产品精度高,产品板型良好,产品指标基本达到同类型进口轧机水平。生产实践证明,1 150 mm六辊可逆冷轧机组的机械、液压、电气设备的组成合理,技术性能及配置先进。该轧机不仅生产效率高,而且产品品质保证手段多。随着工艺及操作管理的完善,轧机性能还会有更大的潜力可挖掘,产品品质也将会有更大的提高。
[1]傅作宝.冷轧薄板生产[M].北京:冶金工业出版社,1996.
[2]邹家详.轧钢机械[M].北京:冶金工业出版社,1980.
猜你喜欢
铝加工(2022年3期)2022-11-24
大电机技术(2022年3期)2022-08-06
一重技术(2021年5期)2022-01-18
新疆钢铁(2021年1期)2021-10-14
河北电力技术(2021年2期)2021-07-29
水泵技术(2021年6期)2021-02-16
重型机械(2020年2期)2020-07-24
汽车零部件(2019年7期)2019-08-16
民用飞机设计与研究(2019年2期)2019-08-05
凿岩机械气动工具(2017年3期)2017-11-22
