
分体式反向镗孔装置
2013-06-18 06:34:54新兴重工湖北三六一一机械有限公司襄阳441002谭成顶朱美芹
金属加工(冷加工) 2013年10期
新兴重工湖北三六一一机械有限公司(襄阳 441002)谭成顶 朱美芹
1.工件分析
图1是公司生产的汽车发动机的进气歧管的零件,其特殊的结构特点:一是大台阶孔根本无法从正向进刀进行加工;二是小孔直径10mm台阶孔最大直径达到22mm,目前专业的反孔镗刀是无法达到的。因此可能的方法就是把整体式镗刀的细刀柄反穿过小台阶孔孔径、夹紧后进行镗削加工(见图2)。
图2所示的这种加工方法是一种常规的加工方法,虽能实现基本的加工要求,但在大批量生产时存在着很多弊病:
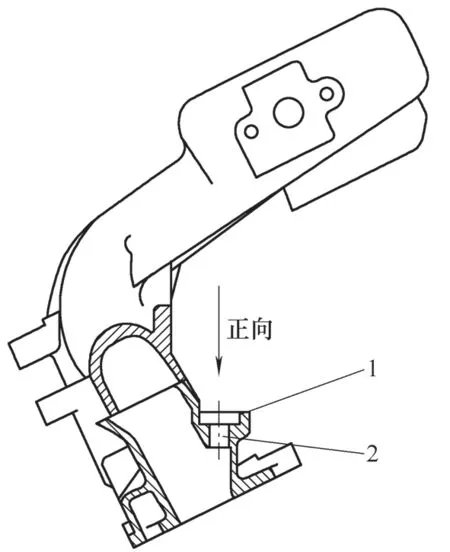
图1 零件结构示意图
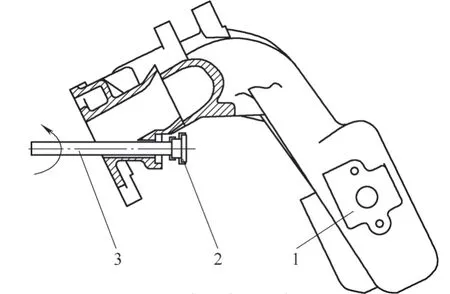
图2 加工方法示意图
(1)加工尺寸稳定性较差 整体式镗刀反穿后进行加工时,因为镗刀的镗削点与其刀柄的夹紧点相距较远、刀柄又细,所以刀柄跳动较大,加工出来的零部件尺寸的稳定性较差,即镗削后的镗削孔径易超差、表面粗糙度达不到要求。
(2)操作工劳动强度大、效率低 在进行图2所示的加工工序时,操作工首先要将零件装夹到专用夹具上,然后手拿操作台上的整体式镗刀反穿零部件,使刀柄装夹到机床主轴上,起动机床带动镗刀对零部件进行反镗,完毕后,停止机床运动,手工卸下镗刀的刀柄并取出镗刀再次放在操作台上。加工下一个零部件时重复以上操作,所以操作工用手工不仅从操作台上反复拿起、放下整体式镗刀,而且反复装、卸镗刀的刀柄与机床主轴的联接,所有这些使得零部件的加工效率偏低、操作工的劳动强度较大。
为解决此类问题,提高反向镗孔的生产效率和加工尺寸的稳定性及降低操作工的劳动强度是大家面临的一个难题。
2.设计方案
针对上述问题,我们经过细致地调研及分析,通过现场试制加工和改进,设计和研制了一种在数控车床上加工、操作方便、加工尺寸稳定的一种反向镗孔装置,如图3所示。
(1)结构组成 本反向镗孔装置由镗削力传输结构、镗刀安装结构、镗孔夹具三部分组成,其中拨杆座、弹簧、拨杆手柄、拨杆构成镗削力传输结构,镗刀、轴承、镗刀座构成镗刀安装结构,其中拨杆座未钻盲孔的一端被数控车床上的自定心卡盘夹紧,镗刀座被固定在数控车床的导轨后部,镗孔夹具固定在数控车床上可移动的床鞍上。
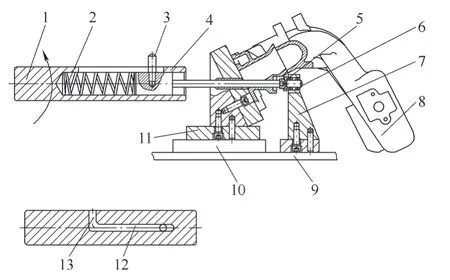
图3 反向镗孔装置的结构示意图
具体结构是:弹簧、拨杆位于拨杆座一端的盲孔内,拨杆手柄通过螺纹固定联接在拨杆上;两个型号相同且同轴的轴承的外圈装于镗刀座上的孔中,镗刀的刀柄两端分别与两个轴承的内圈过盈配合;镗刀刀头端部的方形孔与拨杆顶部的方形柱相配合。
(2)工作原理 本反向镗孔装置把反向镗刀做成分体式,使细长的刀杆与较大的镗刀分开分别处于零件的两侧,巧妙地设计了一个可伸缩、端部带方形柱的拨杆,和一个端部带方形孔的镗刀刀头,这样,拨杆顶部的方形柱与镗刀刀头端部的方形孔相配合后,数控车床主轴的镗削力便通过拨杆带动镗刀旋转,从而实现对零件的镗削加工。
通过图3装置,在需要对零件进行镗削加工时,可通过拨杆手柄把拨杆一端沿拨杆座的盲孔推出,拨杆在弹簧弹力的作用下,其细长部分依次穿过镗孔夹具、零件,最终其顶端的方形杆插入镗刀(见图4)刀头一端的方形孔内,完成与镗刀的对接,对接完成后,再通过夹紧在数控车床自定心卡盘上的拨杆座的旋转带动拨杆旋转,进而带动镗刀旋转,最终通过数控车床上的床鞍带着零件移向镗刀完成镗削加工。
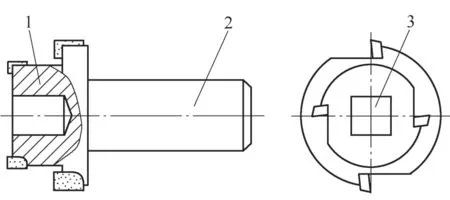
图4 镗刀结构示意图
加工完毕后,用手握住拨杆手柄沿拨杆座上的拨杆导向槽把拨杆往回拉,使拨杆顶部的方形柱从镗刀刀头端部的方形孔里拔出,随后依次退出零件、镗孔夹具,最终把拨杆手柄夹在拨杆座上的拨杆卡槽中。
(3)具体操作步骤 ①将零件装配并夹紧在镗孔夹具上。②通过拨杆手柄把拨杆沿拨杆座的盲孔推出,拨杆在弹簧弹力的作用下,其细长杆穿过镗孔夹具、零件,使其顶端的方形杆插入另一端镗刀刀头端部方形孔内,完成与镗刀的对接。③起动数控车床主轴旋转按钮,自定心卡盘带动拨杆座旋转,因拨杆手柄此时放置在拨杆座的拨杆导向槽内,拨杆手柄与拨杆又通过螺纹固定联接,即此时的拨杆已经被定位在拨杆座内,所以已经旋转起来的拨杆座必定带动拨杆一起旋转,拨杆通过顶部与镗刀刀头端部内孔配合的方形柱带动镗刀旋转。④起动数控车床床鞍横向进给按钮,数控车床床鞍带动镗孔夹具及固定在其上面的零件一起向镗刀移动,并开始对零件的镗削加工,达到工艺要求后数控车床床鞍自动停止横向进给。⑤关闭数控车床主轴旋转按钮,自定心卡盘停止旋转,拨杆座、拨杆、镗刀随之停止旋转。⑥用手握住拨杆手柄沿拨杆座上的拨杆导向槽把拨杆往回拉,使拨杆顶部的方形柱从镗刀刀头端部的方形孔里拔出,并使拨杆细长部分逐步退出零件8镗孔夹具,最终把拨杆手柄卡在拨杆座上的拨杆卡槽中。⑦将数控车床床鞍退回原来位置。⑧将机械零部件从镗孔夹具上取出,完成操作。
3.结语
本装置从根本上克服了前述传统工艺的缺点,具有操作方便、加工尺寸稳定的优点。本装置的新颖之处是:镗刀的安装结构与镗削力的传输结构是分离的,细长拨杆在本系统中只须传递一定的转矩,至于其刚性较差的弱点在本系统中不会对镗刀的镗削产生什么影响,镗刀自身的安装结构大大提高了其镗削的稳定性,从根本上解决了镗削孔径超差与粗糙的问题。本装置在解决零件上刀具无法从正向进刀只能从背面进行加工的问题,有着广泛的应用价值。
猜你喜欢
东坡赤壁诗词(2023年1期)2023-05-30 13:07:54
风流一代·经典文摘(2022年4期)2022-04-20 18:21:14
设备管理与维修(2021年18期)2021-01-29 02:09:20
童话王国·文学大师班(2018年11期)2018-12-11 16:28:54
制造技术与机床(2018年10期)2018-10-13 06:36:56
制造技术与机床(2018年8期)2018-10-09 08:28:02
制造技术与机床(2018年9期)2018-09-19 06:48:34
精密制造与自动化(2018年1期)2018-04-12 07:42:47
爱你(2017年15期)2017-05-17 01:37:10
中国科技纵横(2017年7期)2017-05-16 14:55:22
