
曲轴连杆颈磨削用液压偏心夹具
2013-06-18 06:34:54济南四机数控机床有限公司山东250101董传军
金属加工(冷加工) 2013年10期
济南四机数控机床有限公司(山东 250101)董传军
1.车用空压机曲轴
车用空压机曲轴是车用空压机的心脏,位于空压机连杆处,曲轴产生旋转运动,带动连杆使活塞产生往复运动,并将旋转运动转为直线运动,其主要作用是传递转矩,是连杆获得动力的动力源。曲轴连杆颈磨削质量的重要性不言而喻。
2.车用空压机曲轴磨削工艺流程
车用空压机曲轴连杆颈的设计基准是φ35k6外圆与φ30g6外圆,螺纹M 16-6g与两基准外圆同轴,并且螺纹M16-6g大径是距离曲轴连杆颈最大的夹持力臂,可以确保偏心夹具夹持曲轴的刚性和减少曲轴的振摆,并能保证磨削加工工艺基准与设计基准的统一,因此曲轴连杆颈磨削用液压偏心夹具选用曲轴的螺纹M16-6g的大径及φ35k6外圆作定位基准,因此需要将螺纹车加工工序放到曲轴连杆颈磨削工序后面。
3.曲轴连杆颈磨削用液压偏心夹具
曲轴连杆颈磨削用偏心夹具由回转液压缸和偏心夹具两部分组成,分别安装在数控曲轴连杆颈专用磨床头架主轴的前后轴端,头架主轴为中空结构,回转液压缸输出的高压液压油由放置在头架主轴内孔处的高压液压软管输入到偏心夹具的高压油腔内,如图3所示。
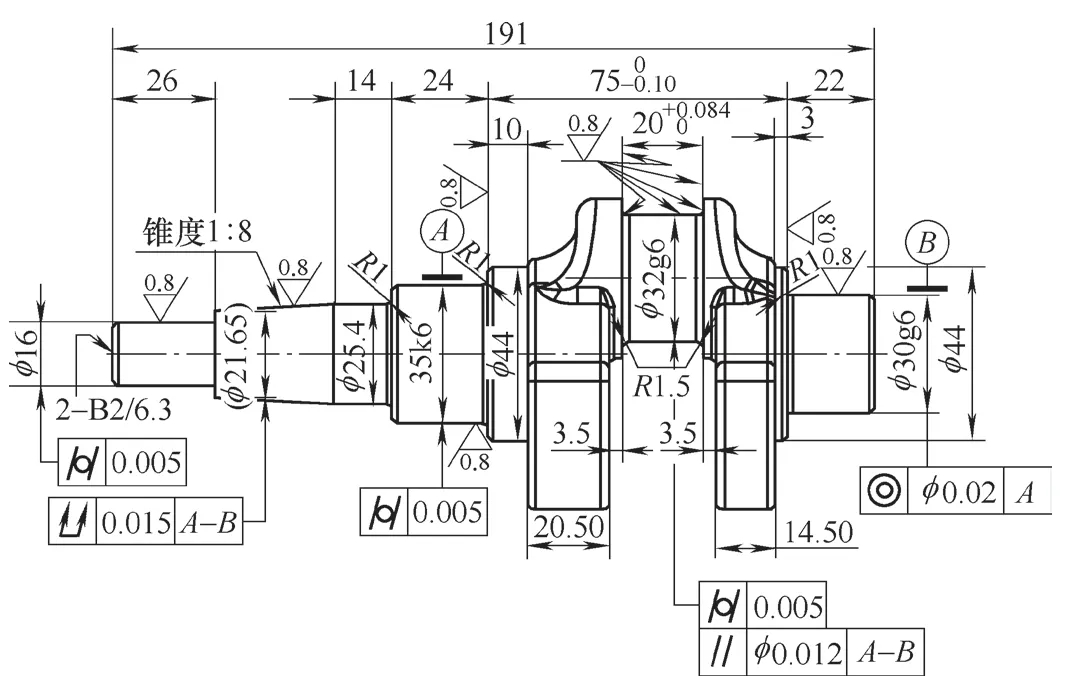
图1 车用空压机曲轴磨削工艺图

图2 曲轴磨削方案图
(1)回转液压缸的结构 曲轴连杆颈磨削用偏心夹具的回转液压缸采用了使用增压缸的增压回路,如图4所示。回转液压缸工作时,液压油经油口Y 2进入大液压缸5,使活塞向左移动,并经活塞6中单向阀4进入小液压缸2及薄壁套筒(见图3、图4 曲轴偏心夹具结构图)的环形油腔,使其充满液压油,不考虑油路压力损失的情况下,此时液压油的压力为系统压力,此压力仅能使薄壁套筒产生可以忽略不计的变形,以确保曲轴能够非常轻松地装入弹性套筒(见图3)的内孔,单向阀4能够确保该处液压油不产生回流。第一次进油时整个油路中充满了气体,这时应将两排气螺塞3拧松从而把气体排出油路,然后拧紧两排气螺塞3以确保油路的密闭。

图3 曲轴连杆颈磨削用偏心夹具

图4 回转液压缸结构
电磁换向阀换向,液压油经油口Y 1大液压缸5处活塞6的左端,使活塞6向右移动,小液压缸2及薄壁套筒的液压油得到高压,从而迫使弹性套筒变形进而夹紧安装到位的曲轴。
电磁换向阀再次换向,液压油经油口Y 2进入大液压缸5处活塞6的右端,推动活塞6向左移动,大液压缸5处活塞6的右端的液压油便会经油口Y 1流回油箱,从而实现活塞6的退回,此时薄壁套筒环行油腔内的液压油压力为系统压力,弹性套筒自变形状态恢复原状,从而实现曲轴的松开。同时,经油口Y 2流入的液压油能够通过单向阀4进入小液压缸2及薄壁套筒的环形油腔,以补充这部分管路中压力油的泄漏。
在实际应用过程中,对液压缸进行了长时间的试验,大小油腔面积比为16,系统压力为2MPa,输出压力理论值为32MPa,实际输出压力为31.2MPa。液压缸在夹紧位置连续工作8h,输出压力保持恒定。
(2)曲轴偏心夹具的结构 曲轴偏心夹具(见图5)依靠联接盘8固定在头架主轴前端,联接盘8上有一个定位槽,夹具体6可在联接盘的定位槽中滑动,并依靠调整垫5的厚度来确定与联接盘的偏心,从而确定与主轴轴线的偏心量,并保证联接盘和主轴的轴线重合。磨削曲轴时,将曲轴安装在弹性套筒4中,手动压下V形定位块1,依靠V形块1的自定心功能确保曲轴连杆颈的轴线与头架主轴轴线重合,曲轴正确定位后,头架主轴后端液压缸传递过来的高压使得薄壁套筒3和弹性套筒4变形而夹紧曲轴。然后将V形定位块1手动扳回原位以防止妨碍砂轮的切入磨削。调整平衡块7的重量可以确保安装曲轴后的偏心夹具的重心与磨床头架主轴轴线重合,从而避免偏心夹具旋转时因离心力过大而影响头架回转精度。
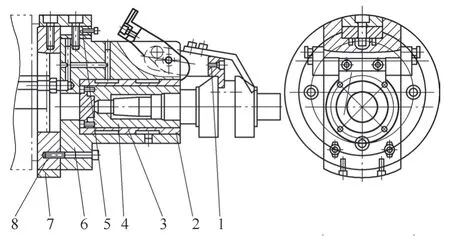
图5 曲轴偏心夹具结构
4.结语
该课题的研究为数控曲轴连杆颈专用磨床的设计开发提供了前期技术储备,缩短了数控曲轴连杆颈专用磨床的研发周期。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:36
机械管理开发(2022年10期)2022-11-12 08:48:36
健康体检与管理(2022年2期)2022-04-15 01:33:37
石油商技(2021年1期)2021-03-29 02:36:20
安徽水利水电职业技术学院学报(2018年1期)2018-05-31 00:53:57
电子制作(2017年17期)2017-12-18 06:40:54
工业设计(2016年7期)2016-05-04 04:02:44
工业设计(2016年7期)2016-05-04 04:02:17
中国修船(2014年5期)2014-12-18 09:03:06
金属加工(冷加工)(2014年1期)2014-10-12 05:55:46
