活塞式压缩机气缸体磨损的修复
2013-06-13 03:45:40薛福连
凿岩机械气动工具 2013年1期
薛福连
(沈阳市辽中县化工总厂,辽宁 辽中 110200)
我厂化工生产装置的空压机和压缩机经过多年的连续运行,其气缸体有的已严重磨损,不能继续使用。为此,自2003年以来化工一厂对Z-GB80I-12-01(临)压缩机Ⅰ、Ⅱ级气缸体进行修复。该缸体长700mm,内径φ435+0.05mm,表面粗糙度Ra0.8μm。在没有大型镗缸衍磨设备的情况下,自制衍磨工具,扩大T68镗床加工范围,修复了压缩机气缸体。
1 衍磨工具结构原理
该衍磨工具由固定套、虎头刀杆、油石座、弹簧、油石条和螺钉等组成,如图1所示。固定套装在平旋盘小拖板上,虎头刀杆装在固定套里,油石座装在虎头刀杆上,用螺栓固定,油石条装在油石座内,下面有3个弹簧支承油石条。磨削时摇动小拖板手柄,便可以调节衍磨头的径向进给。平旋盘带动衍磨头旋转,并和工作台进给运动相配合,以此对工件进行磨削加工。
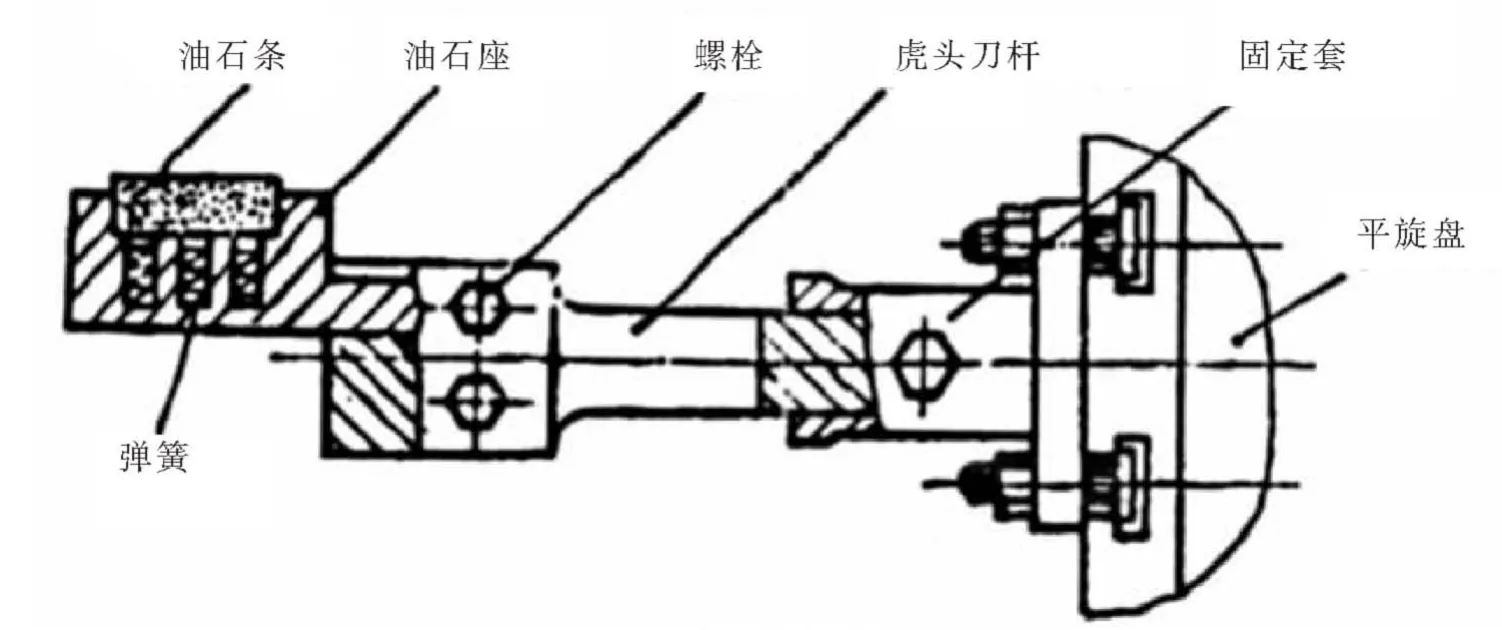
图1 衍磨工具结构简图
2 加工步骤
将气缸体基准面用油石打磨平净,吊放在镗床工作台上,并按技术条件找正夹紧。检查缸孔内径尺寸,确定加工量和修复后的缸孔尺寸,缸体基面与缸孔的平行度及基面与缸孔的垂直度都要严格控制。加工分粗、精两道工序,精镗后的缸孔椭圆度和圆锥度均不得大于0.02mm,留衍磨量0.01~0.02mm,表面粗糙度在Ra1.6μm以下。在保证以上技术条件的基础上,将衍磨工具装好,摇动平旋盘小拖板手柄,使油石紧贴缸孔内壁,并给一定的压力。平旋盘带动衍磨头旋转,并和工作台进给运动相配合进行磨削,即可控制缸孔内径表面粗糙度在Ra0.8μm以下。由于衍磨头浮动,故不会改变缸孔几何形状。衍磨的技术参数如下:衍磨转速为40r/min;工作台进给量16mm/r;衍磨的磨削工作压力:粗磨削为0.5~0.7MPa,精磨削为0.3~0.5MPa;油石材料为绿色碳化硅。
另外,在镗床工作台处安装油管,采用75%煤油+25%机油,在衍磨时起冷却润滑作用。
3 使用效果
(1)该衍磨工具结构简单、容易制造、操作方便、加工范围广,可解决φ200~φ500气缸体缸孔衍磨问题。
(2)所修复的4台进口空压机和压缩机经过6~8年的运行证明,其性能可靠、寿命较长。除解决生产急需外,还节约外汇10多万元,经济效益显著。
猜你喜欢
装备制造技术(2021年2期)2021-07-21 05:38:32
新天地(2020年7期)2020-08-04 09:18:33
山东冶金(2018年6期)2019-01-28 08:15:06
特别文摘(2018年10期)2018-12-24 10:03:04
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年11期)2017-12-18 06:46:41
中国市场(2016年45期)2016-05-17 05:15:26
精密制造与自动化(2015年4期)2015-11-28 00:35:25
山东工业技术(2014年11期)2014-05-04 00:24:42