
气动夹持台与低压电流互感器检定装置一体化的设计和应用
2013-06-09 15:48顾杲沈惠芳
浙江电力 2013年3期
顾杲,沈惠芳
(绍兴电力局计量中心,浙江绍兴312000)
气动夹持台与低压电流互感器检定装置一体化的设计和应用
顾杲,沈惠芳
(绍兴电力局计量中心,浙江绍兴312000)
为进一步提高了低压电流互感器自动化检定水平,设计了低压电流互感器校验气动夹持台,研究了采用低噪声小型空压机多气缸启动压紧方式进行低压电流互感器一次检定接线的方法,对现有互感器检定装置进行一体化设计,以实现低压电流互感器一、二次自动检定接线。
电流互感器;检定;压接接线;一体化
随着电能计量检定机构集中检定模式的推广实施,低压电流互感器检定量成倍增加。目前,低压电流互感器(以下简称互感器)检定虽已实现基本误差检定项目的自动化,但整个检定作业过程仍有大量重复性、机械性的工作,检定人员费时、费力,劳动强度大,工作效率低。
因此,应用先进的机械、电子自动化控制技术,研制出1套互感器校验气动夹持台,与现有的智能化程控式互感器检定装置相结合,可进一步提高互感器检定过程的自动化水平,提高检定的工作效率,降低劳动强度和生产成本。
1 总体设计思路
1.1 设计要求
为解决互感器检定工作中大量重复性、机械性的人工作业,机械设计应与计算机自动化控制技术、互感器自动检定技术相结合,互感器校验气动夹持台应充分考虑后挡和右挡定位、夹持器之间互相绝缘、安全防护等方面的问题,并应具有优良的扩展性能,便于日常维护。
1.2 总体结构
气动夹持台硬件可分为主控电脑、自动夹持系统和自动检定系统三部分,见图1。自动夹持系统主要由安全防护装置、气动夹持装置和静音空压机等组成。其中安全防护装置主要包括门节点、安全防护罩、警灯等;气动夹持装置分为触针定位装置和气动拆接线装置,触针定位装置由触针组件、定位板、过渡板、压块组成。自动检定系统由多套程控式互感器检定装置组成。
软件架构主要由管理软件、控制软件、检定软件、门控开关软件四部分组成,各软件的功能见图2。
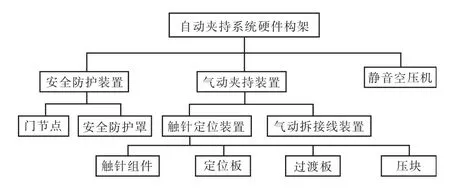
图1 自动夹持系统硬件软件构架

图2 互感器自动检定系统软件构架
1.3 应用气动夹持台检定互感器的工作流程
管理软件从电力营销信息系统获取互感器检定任务后,待检互感器由检定人员按检定规程先进行外观检查、绝缘电阻测定和工频耐压试验,完成上述试验后将合格的被检品放入气动拆接线装置的各表位上,扫描互感器条码编号,检验员核对信息后操作控制软件,启动静音空压机多个气缸,使安全防护罩闭合,气动拆接线装置、二次触针定位装置进行自动接线。
通过互感器检定装置完成检定规程中其他检定项目的自动检定后,启动空压机,气动夹持装置将互感器与气动拆接线装置、二次触针定位装置等分离,并将检定结果上传营销信息系统,根据营销信息系统下发的装箱信息由检验员完成分门别类的装箱,不合格互感器放入设备缺陷区。
2 启动夹持台各模块的设计和功能实现
气动夹持台主要由触针定位位置、气动拆接线装置、静音空压机、安全防护装置等组成,如图3所示。
2.1 触针定位装置
触针定位装置用于被试互感器二次接线回路的自动接线,该装置由触针组件、定位板、过渡板、压块组成,如图4所示。为确保触针位置的准确,使触针与被试互感器二次接线端子可靠连接,必须定位准确、不变形,因此被试互感器采用后挡和右挡钳位,并且二次触针的位置、距离在一定范围内可调。
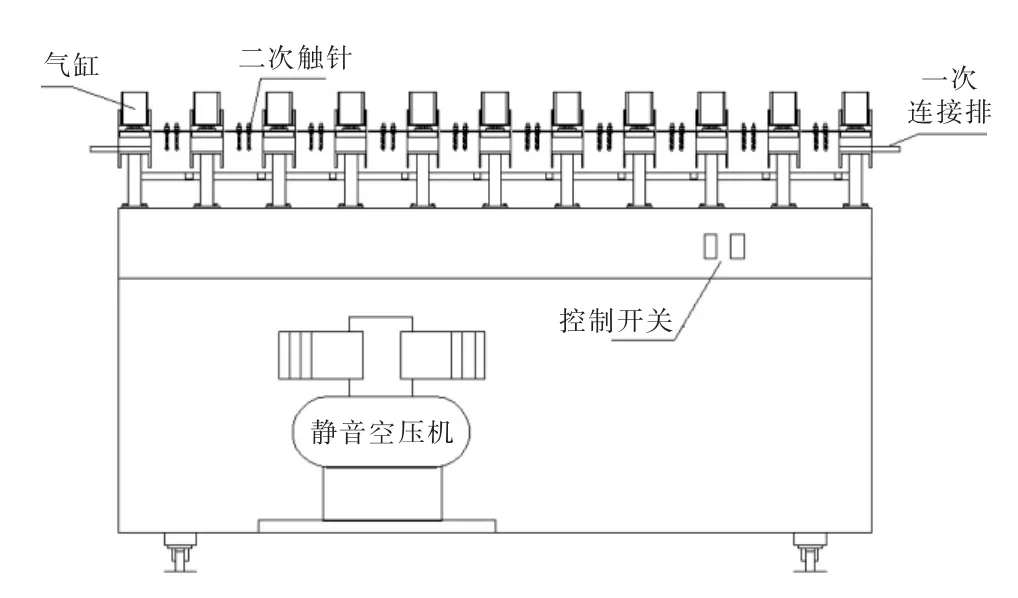
图3 气动夹持台结构
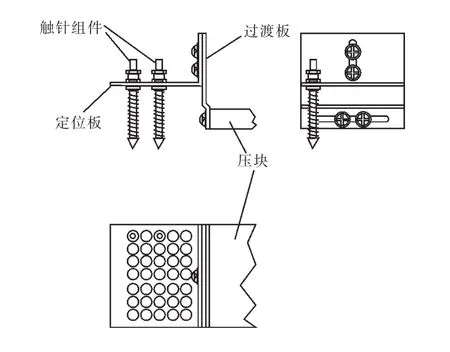
图4 触针定位装置
(1)二次触针机构用于被试互感器二次回路自动接线,由铜质触针、弹簧、环氧树脂塑料片等组成,触针上部中空连接互感器检定装置接线台的二次连接线,二次触针中间用螺母固定于定位板上,触针尾部的凹面与互感器二次螺母凸面紧密接触,触针设计压力35 N。
(2)定位板固定触针组件,采用长为90 mm、宽为77 mm、厚度2 mm的酸洗热扎板制作,在长度53 mm与33 mm之间折成直角用于固定触针组件,支撑触针组件工作,承受二次触针与互感器二次螺母凸面紧密接触时产生的冲力,为了便于二次触针位置调整,图4中2根触针之间应留有调整裕度。
(3)过渡板固定定位板以及所载触针组件,采用长为70 mm、宽为70 mm、厚度为2 mm酸洗热扎板制作,过渡板下方有5 mm×60 mm椭圆形孔,此孔有连接压块作用,也通过压块固定位置变化起到调整二次触针位置的作用。
(4)压块用于被试互感器一次通流回路的接线,最大设计通过通流能力为1 200 A,可连续运行15 min,采用长为60 mm、宽为60 mm、厚度为15 mm的ST12冷扎钢板制作,表面需经过电镀锌处理。
2.2 气动拆接线装置
气动拆接线装置用于被试互感器一次通流回路的自动接线,由底板及互感器定位夹具、固定件、夹持器、气缸、电磁阀及触针组件等组成,气动夹持台两端的夹持器各装设有一次接线铜排,尾端联有有效截面足够的软编织导线,可直接固定在互感器检定装置接线台的一次端子中。
被试互感器一次回路接线采用气动压紧,设计最大压紧力为1 500 N(气压0.8 MPa时),且使用的空压机输出压力可以调整。当各表位的被试互感器就位后,利用气缸压力推动,快速完成12表位互感器的一次性连接;检定完毕拆线时,利用气缸反向推力,快速完成12表位互感器的一次性分离。
夹持支架采用4 mm ST12冷轧钢板制作,表面电镀锌处理;各夹持器之间互相绝缘,防止一次电流被旁路。
为了避免空压机带来噪声污染,应采用小型静音空压机,噪声不大于53 dB;其输出气压应可在0.1~0.8 MPa可调,储气罐容量一般不小于12 L,其中气缸使用寿命应不少于100 000次。
2.3 检定装置的自动控制系统
检定装置主要由信号源、功率放大器、隔离变压器、标准设备、误差处理器等组成。检定软件接收到管理系统下达开始检定指令后,在数据库中读取互感器编号和表位号对应关系及互感器参数,按预先设置检定方案,自动进行气动拆接线装置接线可靠性检查、互感器相关参数校核、项目检定,气动夹持装置上声控、警灯进行动作提示。
检定完毕,由管理系统向营销信息系统上传检定数据并获取合格互感器箱号,动夹持装置的气动拆接线装置分离互感器接线。
2.4 安全防护装置
为了使检测过程连续无干扰,避免因误碰、误操作、误动作而发生安全事故,确保人员和设备的安全,在气动夹持装置上设置安全防护罩;在检测区域外的围栏处、气动夹持装置上安装门节点安全装置。
检定人员将被试品放入气动拆接线装置各表位后离开检测区,关闭安全围栏,启动门控开关使气动夹持装置、安全围栏门接点闭合,操作控制软件气动夹持装置上装设的安全防护罩闭合,经语音、警灯提示后,气动夹持装置、检定装置才能开始工作。
检定完毕,控制软件启动静音空压机,气动拆接线装置完成12表位互感器一次性分离,安全防护罩打开,语音、警灯提示后断开气动夹持装置、安全围栏上门接点(气动夹持台处于无电源状态),检定人员进入检测区进行下一步操作。
3 检定模式优化后的效果
通过对检定装置的改进,采用气动拆接线检定模式,使原来的人工作业方式提升为自动化作业方式,检定人员的日检定量有了大幅提高。以绍兴电力局计量中心为例,在传统检定模式下,1天的检定量仅为60只,而在新检定模式下,检定量提高到了120只,是原来的2倍,效果相当明显。
同时,新检定模式的运行无需人工干预,消除了检定过程中的重复环节,检定人员的工作时间得到了充分有效利用,工作效率大大提高。作业过程程序化设计,实现标准化作业,避免了人工违章和差错,工作质量得到保证。表1为一体化检定与传统检定2种不同模式下,互感器检定工作效率对比分析。
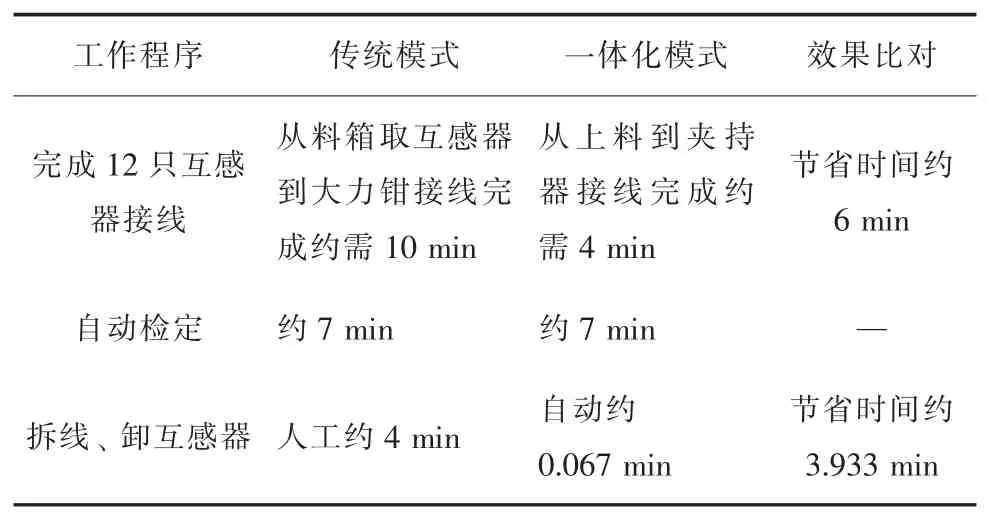
表1 2种模式下互感器检定时间对比
4 结语
低压电流互感器校验气动夹持台的研制成功,实现了传统互感器检定装置作业的接拆线、压接、误差检定过程自动化,大大提高了检定的工作效率,降低了检定人员的劳动强度和生产成本,为发挥低压电流互感器集约化管理的规模效应,全面提升规范化、精益化管理水平,将发挥积极作用。
[1]王立乾.触摸屏、PLC在空压机检测试验中的应用[J].机械与电子,2008(8)∶50-51.
[2]张还.空压机组电气控制系统的设计[J].自动化仪表,2010(4)∶34-36.
[3]郑辉,梁彦.MCGS与PLC在空压机联机控制中的应用[J].机电工程技术,2008(11)∶76-78.
[4]崔学深,张建华.DSP技术在电力系统中的应用和硬件实现方式[J].现代电力,2002(6)∶45-47.
[5]刘峰屹,刘洋,史皆鹏.浅析互感器检验仪的使用技术要点[J].价值工程,2010(29)∶36.
[6]宋健康.基于互感器校验仪全自动整体检定的研究[J]质量技术监督研究,2010(3)∶36-38.
(本文编辑:杨勇)
The Design and Application of Pneumatic Clamping Board and Low-voltage TA Calibrating Apparatus Integration
GU Gao,SHEN Hui-fang
(Metering Center of Shaoxing Electric Power Bureau,Shaoxing Zhejiang 312000,China)
In order to further improve the automatic calibration of low-voltage current transformer,the paper introduces design idea of pneumatic clamping board for low-voltage TA calibration and investigates primary calibration wiring of low-voltage TA by means of clamping of multiple cylinders of low-noise small air compressors,and it designs integration of present TA calibration apparatus to implement primary and secondary automatic calibration wiring oflow-voltage TA.
TA;calibration;crimp connection;integration
TM406
:B
:1007-1881(2013)03-0029-04
2012-05-29
顾杲(1969-),男,浙江宁波人,高级技师,从事电力计量技术管理工作。
猜你喜欢
电器工业(2022年9期)2022-09-14
通信电源技术(2022年2期)2022-06-26
湖南电力(2021年4期)2021-11-05
建材发展导向(2021年11期)2021-07-28
装备制造技术(2019年12期)2019-12-25
电子制作(2019年20期)2019-12-04
电子制作(2017年17期)2017-12-18
电子制作(2017年1期)2017-05-17
电子制作(2017年1期)2017-05-17
电子制作(2017年24期)2017-02-02
