
涡旋体加工制造问题研究
2013-06-06 08:34施阳和余荣杰
机床与液压 2013年4期
施阳和,余荣杰
(华东交通大学机电工程学院,江西南昌 330013)
涡旋体加工制造问题研究
施阳和,余荣杰
(华东交通大学机电工程学院,江西南昌 330013)
针对动、静涡旋体的加工制造中所需满足的几种关键形位公差指标进行了研究,得出了公差指标与机械摩擦及气体泄漏之间的关系;通过对比分析数值逼近法和展成法两种常见的加工方法,得出阿基米德螺线逼近法具有精度高、节点少、适用性高等优点。
涡旋压缩机;涡旋体;形位公差指标;数控加工
涡旋压缩机是继往复式、转子式、螺杆式压缩机之后的一种新型高效容积式压缩机。作为公认的第三代压缩机,其具有效率高、可靠性强、噪声低、质量轻和尺寸小等特点[1]。然而,涡旋压缩机性能高低取决于涡旋体的加工精度[2],因此分析影响其加工精度的因素和研究加工工艺,对提高涡旋压缩机的能效性具有重要的意义。
1 涡旋体的关键形位公差指标及其加工的影响因素分析
动、静涡旋盘作为涡旋压缩机的关键零部件,具有较高的形位精度和尺寸精度,尤其是对涡旋盘的形位公差而言,要求更高。
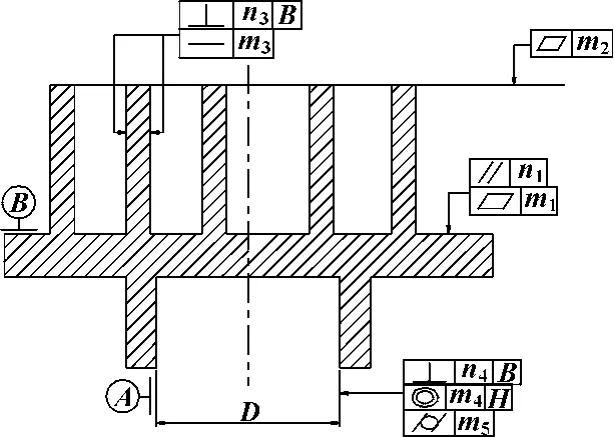
图1 涡旋体的形位公差
如图1所示,形位公差包括端板平面的平面度、端板平面与涡旋体侧壁面的垂直度、涡旋体相对于背后轴承孔及键槽的位置度,涡旋体表面粗糙度、线轮廓度以及涡旋体与端板中心轴的同轴度,这些公差精度指标都需控制在微米级。与此同时,采用专门的制造工艺和加工设备对提高涡旋体的加工精度也是非常重要的。
1.1 平面度
分析一个涡旋体齿顶平面与另一个涡旋体齿底平面之间的平面度对提高涡旋压缩机容积效率、降低顶面与底面的机械摩擦功耗是非常有现实意义的。机床主轴的轴向窜动、工件的夹装变形都是引起平面度精度失准的原因,进而影响两个涡旋体平面之间密封性。
1.2 垂直度
涡旋体端板平面与涡旋体侧壁面的垂直程度称为垂直度。在加工涡旋体时,一般会出现两种不垂直的情况:正锥和倒锥。涡旋体发生正锥或倒锥,都会导致机械摩擦和气体泄漏增大。
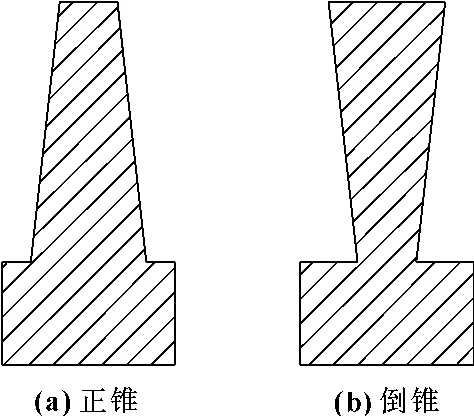
图2 垂直度的超差现象
正锥 (如图2(a)所示)。发生正锥现象可能的原因有:(1)由于立铣刀本身的垂直度已存在一定的锥度;(2)立铣刀本身的刚度不足,在加工过程中发生刀具倾斜变形。正锥发生后,在齿根部会发生机械摩擦,在齿顶部会发生气体泄漏。
倒锥 (如图2(b)所示)。发生倒锥现象的原因很多,主要的原因有两点:(1)在安装刀具时,由于铣刀轴线与主轴轴线存在夹角,可能会导致涡旋体垂直度发生倒锥现象;(2)涡旋体的侧壁在加工过程中由于金属材料受热发生形变,也可能导致倒锥的发生。倒锥发生后,在齿顶部会发生机械摩擦,在齿根部会发生气体泄漏。
1.3 位置度
在加工涡旋体的过程中,由于机床本身的误差和夹具的定位误差影响,可能导致加工出来的涡旋体基圆中心线与主轴中心线存在一定的偏离量,涡旋体位置度发生了偏离,动、静涡旋体安装后在理论上就发生重叠现象,如图3所示。但在实际中,这类重叠现象是不可能发生的,只不过是在相应的啮合区域造成较大的机械摩擦损失。在与之相对的区域内,则会出现动、静涡旋体不啮合的现象,造成较大间隙,引起泄漏。
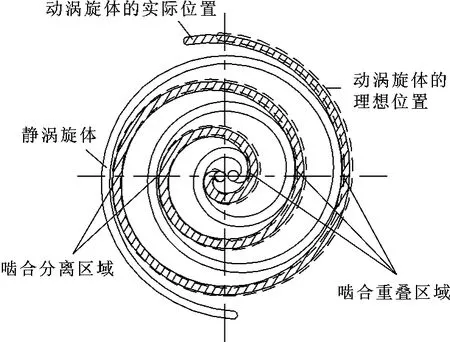
图3 工作中的齿碰和分离现象
1.4 表面粗糙度
表面粗糙度愈大,机械摩擦功耗愈大,发热量也大。造成涡旋体表面粗糙度增大的因素很多,一般是由制造误差引起的,譬如立铣刀磨损、刀具刃磨时后角太小、涡旋盘毛坯出现“倒毛”现象、排屑不通畅。
1.5 线轮廓度
涡旋型线轮廓度的定义是实际加工的涡旋型线偏离理想渐开线的波动范围。如图4所示,曲线1是实际加工出来的涡旋体轮廓形状,曲线2是理想渐开线,曲线3、4是与理论渐开线2相同而又包容着曲线1,称之为包容线,包容线之间的法线距离即为实际轮廓度的涡旋型线轮廓度

式中:R为基圆半径;αmax为渐开线4的起始角;αmin为渐开线3的起始角,在图中为负值。
线轮廓度精度决定两涡旋体的啮合精度[3]。造成线轮廓度误差的因素一般有两个:(1)由机床本身误差引起的;(2)编制NC程序时离散点计算不准确。由于实际加工出来的轮廓线是一条折线,与理想型线存在一定的偏差,在同一条啮合线上各啮合区域都会不同程度地出现机械摩擦和气体泄漏现象,如图5所示。因此,线轮廓度是决定涡旋压缩机性能的一个重要的精度指标。
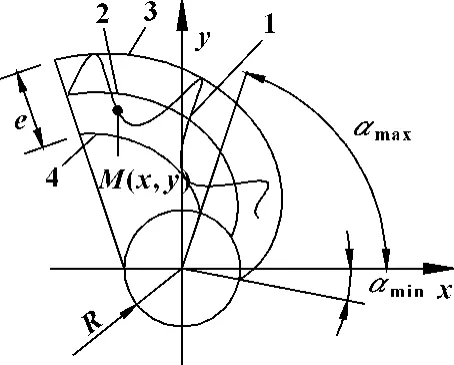
图4 线轮廓度原理图
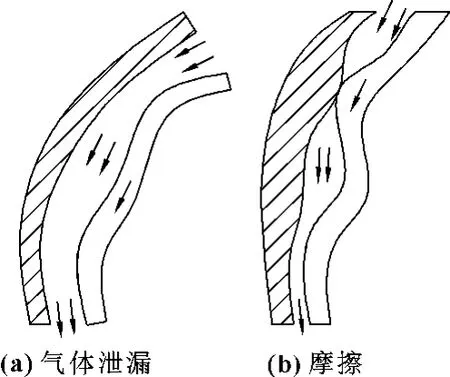
图5 线轮廓度超差引起的不良现象
1.6 同轴度
基圆的中心轴与刀具的中心轴之间存在同轴度公差要求,造成同轴度公差超差的原因是由于安装毛坯不当引起的。安装时,毛坯两端受力不均等,导致毛坯本体发生了形变,引起基圆的中心轴偏离刀具的中心轴,从而增大同轴度误差,影响效率。
由于动、静涡旋体型线一致,如果动、静涡旋体加工时其中某一个或者两个同时发生了同轴度公差超差,安装后,必然会在某个啮合区域发生过渡摩擦,也会在其相对的区域发生分离,造成气体泄漏,如图3所示,从而降低压缩机的效率。
2 加工方法研究
涡旋线是一种曲率在时刻变化的复杂曲线[4],常见的动、静涡旋体型线是以圆的渐开线及其修正曲线构成的,如图4所示。设M(x,y)为渐开线上任意一点,φ表示与点M相对应的渐开角,R为基圆半径,则渐开线方程为

实际加工涡旋体的方法主要有数值逼近法和展成法两种。
2.1 数值逼近法
数值逼近法多应用于加工中心,其原理是通过把涡旋型线离散化成一系列坐标点,根据型线走向,使得这一系列点通过拟合成为新的加工曲线。由于加工中心的标准运动方式为直线和圆弧运动方式,因此现有的插补曲线方式也分为直线插补方式和圆弧插补方式。
随着对涡旋型线拟合逼近精度的进一步深入,就会发现不论是选择直线逼近还是圆弧逼近,都会出现逼近单元太多或者逼近精度下降等情况,这是由于现有的两种逼近曲线其自身的几何规律不同于涡旋型线的规律。根据文献[5]提出采用阿基米德螺线逼近曲线能解决逼近单元过多的问题。通过研究发现,由于阿基米德螺线的几何规律与涡旋型线的几何规律相似,趋势相同。在相同一段圆渐开线上,使用阿基米德螺线逼近法产生的节点数最少,只有直线逼近法产生的节点数的1/4倍,圆弧逼近法产生的节点数的1/2倍,如图6所示。在专用数控机床上,采用阿基米德螺线逼近方式,机床运动关系更简单,节点数更少,加工出来的涡旋体几何精度更高,同时阿基米德螺旋逼近法能适用各种型线涡旋体的数控加工。
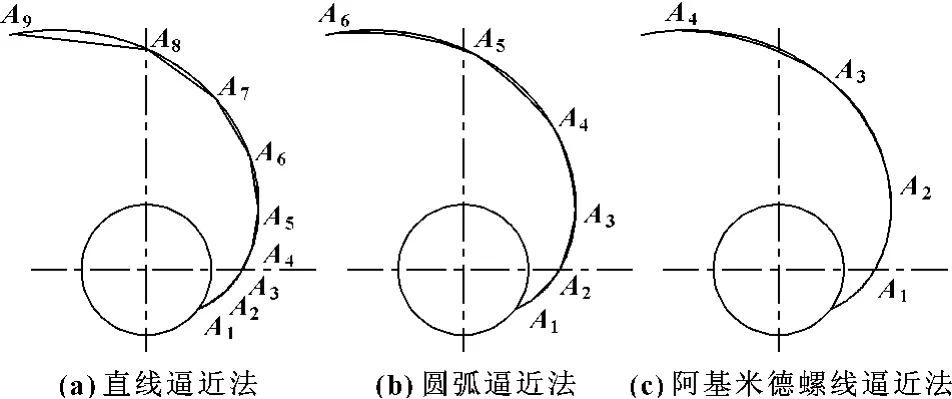
图6 数值逼近法示意图
近年来,人们研究了许多软件插补方法和硬件插补方法,用于解决插补逼近过程中的高精度、高速度以及使用范围等问题。相比硬件插补方法,软件插补方法具有3个方面的优点:(1)不必改动机床硬件,只要根据插补公式采用不同的插补程序就能获得功能不同的插补方式;(2)不必受到进给速度的限制;(3)可以对比较复杂的函数曲线进行插补。
2.2 展成法
展成法一般用于C轴联动的加工中心。其原理是依据渐开线的展成原理,如图7所示。工件随工作台匀速旋转,工作台沿y轴方向偏置R的距离,工作台沿x轴正方向作匀速直线进给运动,同时C轴顺时针方向旋转。根据圆渐开线的几何特性,C轴旋转360°,x轴应移动2πR。
基于此法加工的涡旋体型线单一,难以满足近年来为提高涡旋压缩机性能而设计的具有修正曲线段的涡旋盘加工。另外运用该法加工,要求数控机床控制轴的数量较多,结构复杂,在国内现有机床制造水平下,难以得到大规模的推广应用。
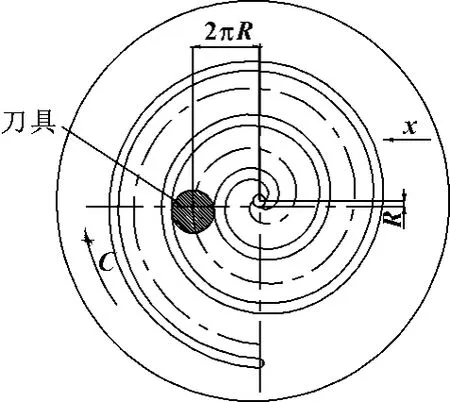
图7 展成法加工示意图
3 结论
(1)在涡旋体的设计中,充分分析影响其性能的几个关键形位公差指标,通过相关运算和试验,可以进一步得出最优设计解集,以提高加工的经济性。
(2)在加工中选用阿基米德螺线作为逼近曲线,不但逼近精度高、节点数少,而且还能适用各种型线的涡旋体的数控加工。对提高涡旋体的高加工精度有现实指导意义。
【1】曲宗长,王笛生.涡旋压缩机研究的现状与展望[J].压缩机技术,1998(2):3-6.
【2】刘四虎,万迪晖,熊则男,等.涡旋压缩机涡旋盘的关键几何精度指标[J].压缩机技术,1996(2):3-5.
【3】刘四虎,熊则男,朱均.涡旋盘加工精度误差原因分析[J].压缩机技术,1996(3):13 -14.
【4】王峰,张伟.涡旋曲面铣削加工工艺改[J].大连工业大学学报,2008,27(4):366 -370.
【5】王可,王建军,王维,等.涡旋盘数控加工方法研究[J].压缩机技术,2000(6):22-23.
Study on Processing and Manufacturing Problems of Scrolls
SHIYanghe,YU Rongjie
(School of Mechanical& Electronic Engineering,East China Jiaotong University,Nanchang Jiangxi330013,China)
Several key indicators of shape and position tolerance were studied by aiming at requirements in processing andmanufacturing of dynamic and static scroll body.Then the relationship of tolerance indicators,mechanical friction and gas leakage were pointed out.By comparatively analyzing the two common processingmethods of numerical approximation and unfolding generation,it is concluded that Archimedes spiral approximationmethod has strongpointof high precision,less node and high applicability,and etc.
Scroll compressor;Scrolls;Shape and position tolerance indicators;NCmachining
TB65
A
1001-3881(2013)4-014-3
10.3969/j.issn.1001 -3881.2013.04.004
2012-01-14
施阳和 (1965—),男,博士,副教授,主要从事涡旋机械的开发与研究。E-mail:shi600148@163.com。通信作者:余荣杰,E-mail:rongjie9575@qq.com。
猜你喜欢
机械制造(2020年8期)2020-09-30
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
宜宾学院学报(2019年11期)2019-03-06
制造技术与机床(2018年11期)2018-11-23
电线电缆(2018年3期)2018-06-29
重型机械(2016年1期)2016-03-01
制造技术与机床(2015年10期)2015-04-09
机械工程师(2015年10期)2015-02-02
机电产品开发与创新(2014年6期)2014-03-11
