
叶丝回潮过程加水比例对膨胀丝整丝率的影响
2013-05-10 12:18韦小玲康金岭徐吉铭
食品与机械 2013年2期
韦小玲 康金岭 徐吉铭
WEIxiao-ling KANG Jin-ling XU ji-ming
(广西中烟工业有限责任公司柳州卷烟厂,广西 柳州 545005)
(Guangxi Tobacco Industry Limited Liability Company Liuzhou Cigarette Factory,Liuzhou,Guangxi545005,China)
叶丝回潮是目前卷烟行业干冰膨胀线制膨胀烟丝的一个关键工序,其主要工艺任务是对升华后的膨胀丝进行冷却回潮,使升华后的膨胀丝均匀充分地吸收水分,满足膨胀丝在成品卷烟配方中的掺配使用要求。膨胀丝经过膨胀后,其组织细胞得到不同程度的膨胀,其填充能力增大,单位重量的叶丝与空气的接触面积大幅提高,使烟支在燃吸过程中的氧化反应更趋向完全,能有效降低卷烟焦油等有害物质产生[1]。
目前行业在干冰膨胀线各工艺参数对叶丝结构如何优化方面的研究较多[2-6],而对叶丝回潮工序一、二、三区不同加水比例对膨胀丝整丝率影响方面的研究还未见报道。本试验利用混料设计研究膨胀丝生产过程中叶丝回潮一、二、三区加水比例工艺参数对膨胀丝整丝率的影响及参数最佳配置,为膨胀线叶丝回潮工序一、二、三区加水比例工艺参数的合理设置提供理论基础。
1 材料与方法
1.1 材料与设备
烤烟片烟:膨胀烟丝(A)配方,广西中烟工业有限责任公司;
滚筒式叶丝回潮机:WQ397型,秦皇岛烟草机械有限责任公司;
烟丝振动风选筛:YQ-2型,中国烟草总公司郑州烟草研究院;
电子天平:PL203-IC型,梅特勒—托利多仪器(上海)有限公司;
1.2 试验方法
1.2.1 取样方法 选用追踪取样法,在其它各项参数不变条件下,在同一批次内调整比例参数待稳定后在叶丝回潮筒出口振槽取样,减少其它干扰因素对结果的影响。
1.2.2 样品制备 参数调整后,生产恢复正常且过程控制稳定后取样。每个参数取样4次,每次1 000 g,混合后四分法取为1个样品,自然冷却至常温后称重并记录为G1。
1.2.3 样品评价方法及计算 以整丝率(Y)作为评价指标。将样品置于振筛皮带上,启动振动筛分,收集3.35 mm和2.50mm网孔上的膨胀丝,称重并记录为G2。计算公式如下:

1.2.4 参数选择 固定配方(膨胀烟丝A配方),工艺流量(1 070 kg/h)前提下,通过改变一、二、三区加水比例,以整丝率指标为判定依据,确定最佳比例。
2 结果与分析
2.1 一、二、三区加水比例
目前中国干冰膨胀烟丝生产工艺流程基本相同,即烟丝经冷端浸渍和热端膨胀后,烟丝含水率平均为4.5%,烟丝经输送冷却后直接进入滚筒式回潮机,回潮至含水率为12.3%左右的合格膨胀烟丝[7]。系统根据通过回潮电子秤物料量、进料含水率及出口含水率,计算出总加水量,再由筒体内部喷淋装置(共12个喷嘴,分3个区)分别引射雾化水对物料进行回潮。根据实际需要,各区加水量可分别控制,加水比例可调,其中三区为微调区,一般加水量不超过总加水量的30%。
2.2 混料设计优化比例设置
根据一、二、三区各加水分量总和为1的特点,采用混料设计(极端顶点设计法)试验设计,利用Minitab-16软件设计一个三分量组合设计,试验设计及结果分析分别见表1、表2。
2.2.1 试验分析 对试验模型进行回归分析,结果见表3。

表1 混料设计分量水平及编码表Table1 Mixture design experiment Vairables levels and coding table /%
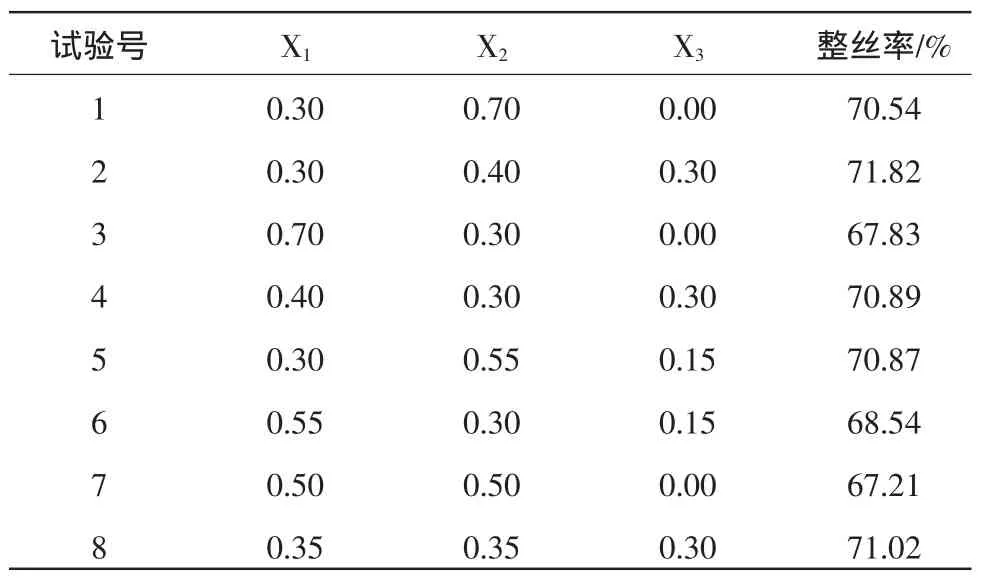
表2 混料设计试验及结果Table2 Mixture design experiments and results
利用Minitab-16数据分析软件对表3的试验结果进行回归分析,可以看出3个主效应和2项2阶交互作用都是显著的(显著水平取0.05),R-Sq和R-Sq(调整)比较接近,残差分析正常。
对试验回归模型进行方差分析,结果见表4。
由表4可知,回归模型的回归项P<0.05,表明模型总体有效。从残差误差看,试验误差小,说明可以用本回归方程替代真实试验进行分析和预测[8]。
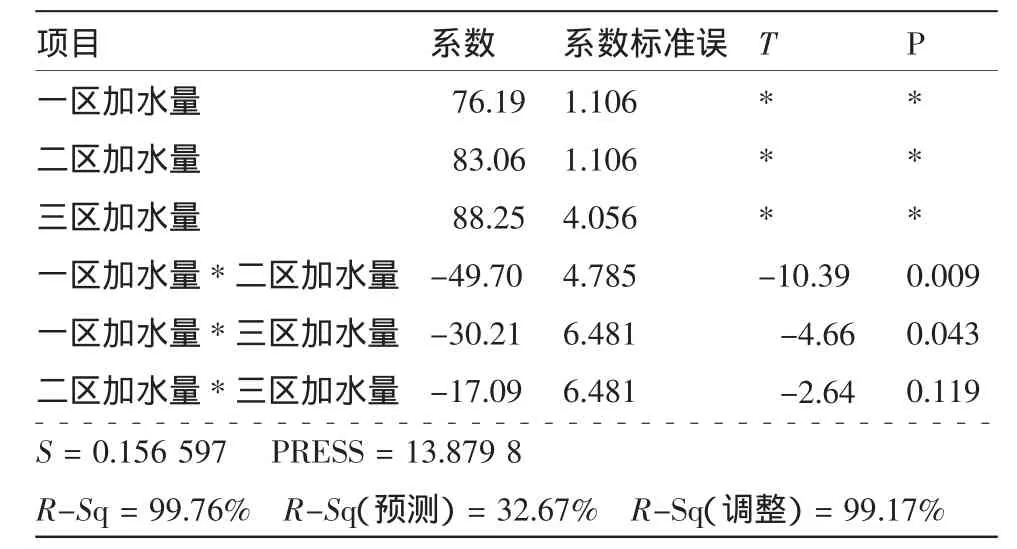
表3 混料设计回归分析表Table3 Mixture design regression analysis table
表4 响应值方差分析表Table4 Variance analysis of response value
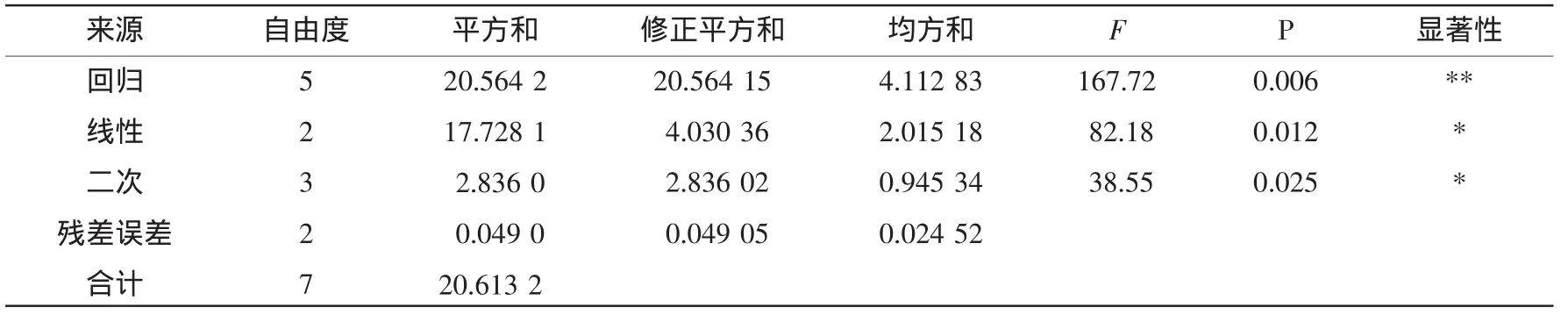
表4 响应值方差分析表Table4 Variance analysis of response value
**.差异高度显著,P<0.01;*.差异显著,P<0.05。
来源回归线性二次残差误差合计自由度52327平方和20.564 2 17.728 1 2.836 0 0.049 0 20.613 2修正平方和20.564 15 4.030 36 2.836 02 0.049 05均方和4.112 83 2.015 18 0.945 34 0.024 52 F 167.72 82.18 38.55 P 0.006 0.012 0.025显著性****
2.2.2 一、二、三区加水分量对整丝率的影响 各分量对整丝率的影响见图1、2。
由图1可知,一区加水量取值小些整丝率较高,图2表明当二区加水量在0.4时整丝率有最大点,曲面较陡。
2.2.3 最佳比例优化及试验模型验证 为确定一、二、三区加水量最佳工艺设置,利用Minitab-16软件找出回归模型Y的最大估计值[9],最大点(X1,X2,X3)的代码值为(0.30,0.40,0.30),与之对应的实际值为3∶4∶3,理论上整丝率为71.82%,在最佳比例设置下进行了3次验证性实验,整丝率平均71.80%,与理论值基本上一致,说明该试验的回归方程可靠。
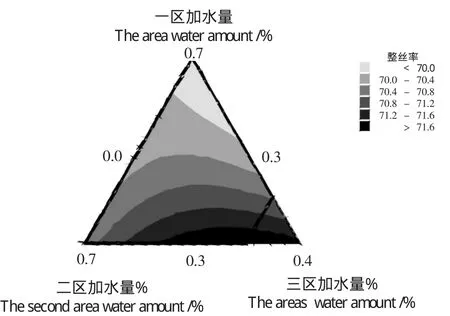
图1 整丝率的等值线图Figure 1 The proportion of long strands contour rate diagram
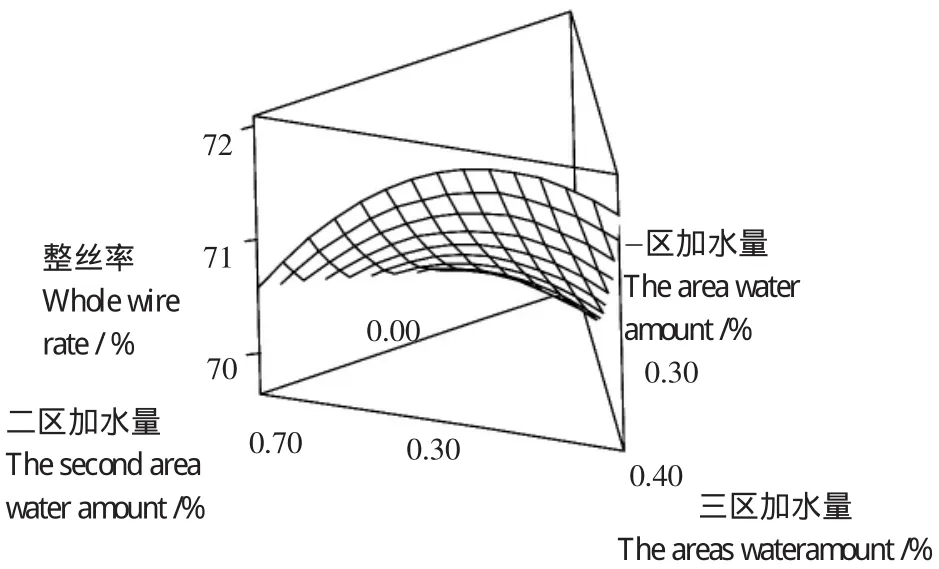
图2 整丝率的曲面图Figure 2 The response surface graphs of proportion of long strands
3 结论
本试验结果表明,对于干冰膨胀线叶丝回潮工序一、二、三区加水量最佳工艺设置为3∶4∶3时,整丝率最高。膨胀丝加工质量稳定,产品品质好。本试验为叶丝回潮工序一、二、三区加水比例参数的设置和试验方法提供了一定的理论参考。
1 张志刚.叶丝膨胀线工艺技术系统研究[J].中国烟草科学,2004,25(1):14~17.
2 陈景云,樊杰,夏莺莺,等.工艺参数对膨胀叶丝结块的影响[J].中国烟草学报,2008,14(1):16~18.
3 资文华,王慧,番绍军,等.干冰膨胀烟丝加工过程参数优化研究[J].烟草科技,2008(1):8~18.
4 许龙.提高CO2膨胀烟丝的整丝率研究[J].工业设计,2011(1):13~15.
5 邱其芳.二氧化碳膨胀工艺特性研究[J].韶关学院学报,2008,29(9):52~54.
6 林天勤,吴永生.干冰膨胀烟丝流量控制的改进[J].烟草科技,2006(10):31~32.
7 张超,叶为全,丁乃红,等.湿空气回潮膨胀烟丝工艺研究[J].湖南文理学院学报(自然科学版),2011,23(3):85~91.
8 康金岭,黄贤飞,刘远涛,等.预处理工艺对烟梗回透率的影响[J].食品与机械,2012,28(6):205~240.
9 韦小玲,康金岭.管板式烘丝机工艺参数对卷烟香气的影响[J].食品与机械,2012,28(6):193~196.
猜你喜欢
烟草科技(2022年11期)2022-12-20
学与玩(2021年5期)2021-07-30
散文诗(青年版)(2021年5期)2021-07-11
橡塑技术与装备(2021年11期)2021-06-16
烟草科技(2019年11期)2019-12-13
昭通学院学报(2018年5期)2018-12-06
小雪花·成长指南(2017年5期)2017-06-07
电子制作(2016年21期)2016-05-17
化纤与纺织技术(2015年1期)2015-12-26
广州大学学报(自然科学版)(2015年4期)2015-12-23
