脉冲储能修补技术在轧钢设备中的应用
2013-04-29 15:45:06杨志英
建筑与文化 2013年8期
杨志英
【摘 要】 轧钢生产线上有许多大型传动设备,一旦发生事故将影响生产顺行,脉冲储能修补技术在轧钢设备中成功应用,可在短时间内对磨损的零件表面进行修复。该技术在轧钢厂具有广泛应用前景。
【关键词】 脉冲储能 熔接 现场修复
1.引言
宣钢小型轧钢厂拥有两条热轧窄带钢生产线,两条棒材生产线。四条生产线中有70余台套大型减速机、人字齿轮机座等传动设备,在设备运行过程中,由于设备安装精度低、突发性油路阻塞、瞬时超负荷轧制、积累磨损等原因,都可能造成传动轴、机座、箱体轴承位磨损超差,引发设备事故,影响生产顺行。曾试用电刷镀、热喷涂、专用粘合剂等工艺进行修复,效果均不尽如人意。采用DB—100型脉冲储能修补机对磨损部位进行现场修复后效果良好,实践证明,脉冲储能修补工艺在轧钢大型设备部件修复中发挥了重要作用,同时产生了巨大的经济效益和社会效益。
2. 脉冲储能修补机
脉冲储能修补机利用了大电流脉冲在瞬间流过工件和修补材料的接合面,使其迅速熔化结合的技术。其基本工作原理是:将储存于电容器中的电能在瞬间释放于电阻率较大的钢铁等金属材料组成的工件和补材之间的连接处,接触电阻使它们迅速发热而熔接在一起,达到修补工件的目的。由于是小范围(<1 mm3)、短时间(ms)级的发热,因此就工件基体来说,发热很少,不会产生工件变形、退火、变色现象,所以又俗称冷焊机。此外,该设备体积小(主机体积450×260×240 mm3),重量轻(25㎏),设备移动方便,非常适用于现场修复工作。
2.1脉冲储能修补机的优点:
2.1.1熔接强度高:修补处可进行铣、锉等加工。
2.1.2修补精度高:使用薄片补材修补,不会失去原基准面,多余焊料少,后期整形容易。
2.1.3适用范围大,可用于修补多种金属材料:除铜、铝等电阻率极低的材料和硬质合金外,各种金属材料制成的工件均可修补。
2.1.4基材损伤小:发热点小,不会造成基材退火变形。
2.1.5功率分配合理:使用微电脑芯片控制,各种厚度的材料都能获得最佳功率。
2.1.6精度模式: 设有两种模式选择,适应不同精度要求。
2.1.7电压适应范围大:使用开关电源,当电压变化在±20%的范围内波动时,机器仍能保证正常工作。
2.1.8异常操作保护功能:可以保护工件表面免受不当操作引起的损伤。
2.1.9电连接方便:配有强磁连接器,任意大小的铁质工件均可很方便地接电。
2.2脉冲储能修补机的基本参数
2.2.1使用电源:单相220V20% 50Hz
2.2.2功率消耗:5-600W
2.2.3瞬时最大功率:≥12KW
2.2.4脉冲频率:常规4Hz、精密10Hz
2.2.5功率模式:常规、精密2档
3. 脉冲储能修补机在小型轧钢厂轧钢生产线上的应用
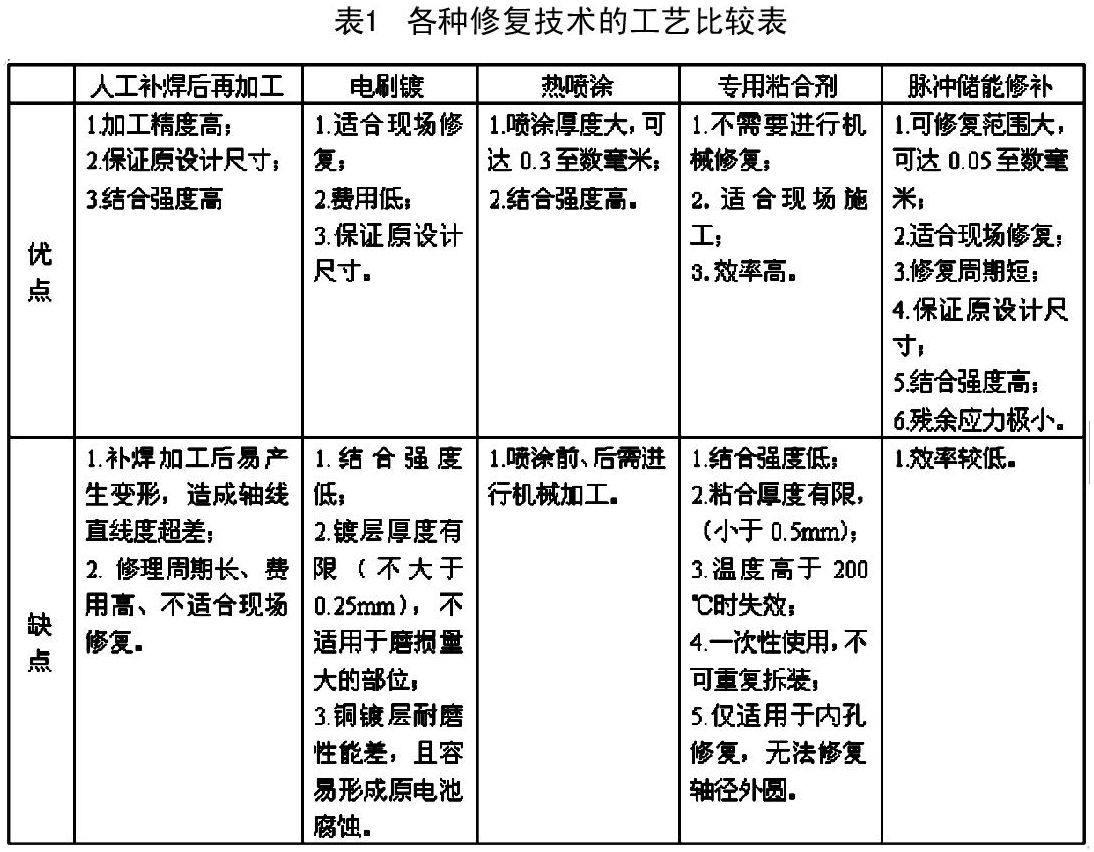
3.1脉冲储能修补技术与人工补焊后再加工、电刷镀等修复技术的工艺比较(见各种修复技术的工艺比较表)。(如表1)
3.2脉冲储能修补技术在热带车间1200mm减速机慢轴修复中的应用
热带车间1200mm减速机是φ500Ⅰ架机列的传动设备,1983年热带投产时使用至今。其慢轴长度为2140,轴中部装有590宽,直径为φ2096的传动齿轮,两端轴承位轴径尺寸为φ280m6,各装有2097156双列向心推力轴承一套。热带车间生产线原设计能力为年产2.5~5×145~250mm带钢10~15万吨,几经改造,目前年产量已达到85万吨。由于长时间、重载荷使用,1200mm减速机慢轴轴承位产生累积磨损,过盈量减少,配合强度降低,随着过盈量减少直至形成微量间隙,从而产生振动,造成磨损加剧,输出端轴承位轴径磨损量已达到1.2mm。这个磨损量已超过刷镀修理范围,如选用喷涂或手工补焊后再加工的修复办法,都需使用车床对修复部位进行车削加工。由于慢齿轮最大直径达φ2096,张宣地区没有加工如此大轴径的大型车床,而齿轮与轴的配合尺寸为φ340H7/s6,属过盈配合中的永久性装配,曾做专用胎具,配合200t液压千斤,动用10套气焊对齿轮进行加热的方法实施拔齿轮操作,多次试验,未获成功。为不使这套价值60万元的慢轴套件就此报废,我们又采用脉冲储能修补机对其进行修复,修复整形后的轴径经刀口尺及千分表检验,尺寸达到原设计要求,经装配投入使用后,效果良好。应用该技术对慢轴的修复达到了起死回生的效果。
3.2脉冲储能修补技术在轧钢厂其它设备上的应用
脉冲储能修补技术同样成功解决了轧钢厂其它大型传动设备的磨损问题。如二小型车间D4和D5減速机,由于箱体为焊接结构件,制作过程中应力消除不彻底,投入使用后残余应力使箱体部分轴承位上下剖合面产生了近0.4mm的错位,和轴承位0.5mm磨损,影响了装配精度,无法正常使用。采用脉冲储能修补技术进行修复后,达到了原设计要求。二小型车间M2两联箱箱体轴承位磨损达0.5mm,经脉冲储能修补技术修复后,同样达到了原设计要求。
4.结论
4.1 脉冲储能修补机的堆焊层与母材冶金结合,堆焊热影响区极窄,残余应力可忽略不计。
4.2采用脉冲储能修补技术对轧钢厂大型零、部件损坏进行修复,可在现场进行修复操作,工艺简单,补焊后加工量小,修复部位的几何尺寸可达到设计公差要求,即可满足使用要求,又可最大限度的减少停机时间。
4.3脉冲储能修补技术在轧钢厂具有广泛的应用前景,蕴藏着巨大经济效益和社会效益。