型钢劲性混凝土柱梁施工技术在超高层建筑中的应用
2013-04-29 14:56:15陈铁
建筑与文化 2013年8期
陈铁
【摘 要】 本篇文章以某工程楼的柱梁为例,给出了型钢劲性混凝土柱施工技术在超高层建筑中的实际应用,该工程的中心结构利用劲性混凝土,依据型钢焊接、制作以及安装问题制定相关的技术措施,通过采用二氧化碳气体保护焊来实现底层的焊道以及中层的焊道的焊接,然后再利用埋弧焊罩面施工工艺,通过合理分段及对称施焊等过程,严格控制构件焊接应力及焊接变形,保证了焊接的质量。
【关键词】 型钢劲性混凝土柱;超高层建筑;焊接;安装
本文以某工程楼的柱梁为例,给出了型钢劲性混凝土柱梁施工技术在超高层建筑中的实际应用,该工程共有3层地下室以及57个楼层,全部采用钢柱支撑,其钢梁通过厚板进行拼装与焊接,属于现场安装工程。通过对厚板的拼装与焊接工艺以及现场的安装进行分析,一系列有关于型钢劲性混凝土柱施工技术的具体措施,从而在一定程度上加快施工的速度,确保施工的质量。
一、型钢劲性混凝土柱施工技术的关键点以及难点
(一)钢柱的安装
该工程施工现场的东北方向与一个高层的建筑物相邻,其西侧以及南侧则分别与沿江路和人民路相邻,由于施工现场非常狭小,并且没有施工所用的环形道路,因此,该工程的施工非常困难。塔机安装在施工现场的中心区域,此区域距离型钢柱和型钢梁可以起吊的区域有34m左右,按照塔机的实际起吊能力,该区域无法起吊一根重达8.2吨的型钢柱。由于场地的条件以及塔机起吊量的双重制约,该工程在安装型钢柱时遇到了比较大的难度。
(二)型钢十字柱的制作
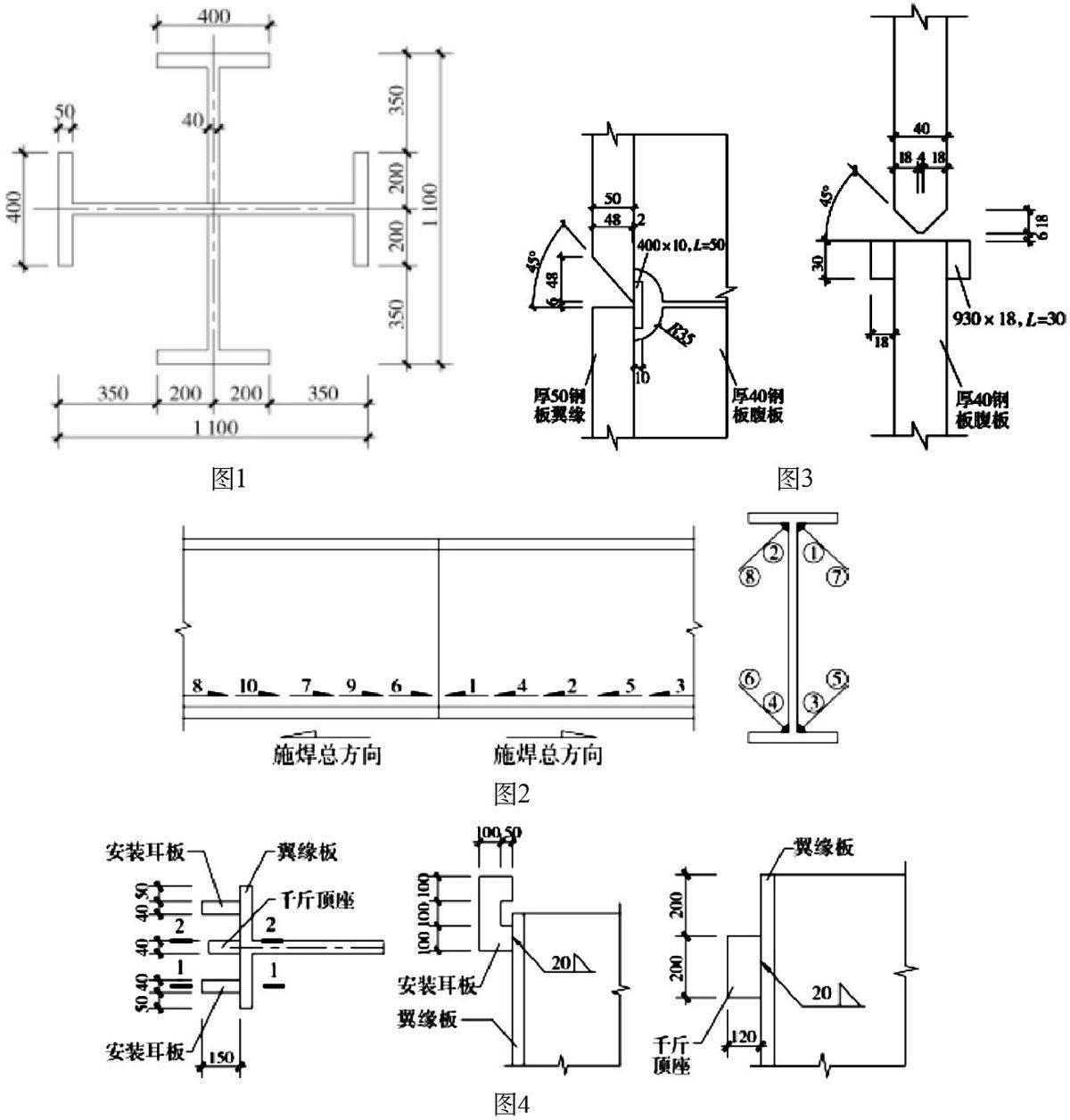
该工程所需要的型钢十字柱的截面尺寸是1100毫米×1100毫米,其腹板厚δ为40毫米,翼缘板厚δ为50毫米。针对厚钢板在焊接过程中有可能发生的变形,我们采取的控制措施是型钢柱制作成功的关键,型钢的截面如图1所示:
一般情况下,型钢柱的制作工序为:分节进行制作、车间进行加工以及现场进行安装。在安装型钢柱的过程中,需要严重控制接头处的焊接质量。
二、型钢劲性混凝土柱的制作工艺
制作型钢柱的主要材料为Q345B,型钢柱的腹板厚δ为40毫米,翼缘板厚δ为50毫米,单位质量为1.2t/m。通过分节的方式制作型钢柱,对于每节的长度的确定需要考虑到钢筋接头以及方便焊接等因素,通常情况下,每2层楼的高度处具有1节型钢劲性混凝土柱接头,其具体位置在楼面的1200毫米处。可以依据设计的图纸先制作出1个型钢劲性混凝土柱的拼装模具,从而保证型钢柱的拼装质量满足设计的规范以及要求。
三、型钢劲性混凝土柱的焊接工艺
在对型钢劲性混凝土柱进行焊接之前,先组织相关的技术人员分析、研究、确定焊接工艺的评定报告,并将该报告当做型钢劲性混凝土柱施焊工作的依据。在实际的施工过程中,工程的质检人员以及技术人员需要严格按照该文件中所提及的技术参数与技术措施进行操作,保证焊接的质量,防止焊接出现变形。
(一)利用二氧化碳气体对焊接工艺进行保护:首先进行底层焊道,然后再中层焊道,最后实施埋弧焊罩面。
(二)二氧化碳气体对焊接的工艺参数进行保护:此时需要确保焊接的电流处于250A到300A之间;焊丝为1.2毫米;焊接的电压为30V到35V之间;焊接的速度为30cm/mim到45cm/mim之间。
(三)埋弧焊型焊接工艺的主要参数如下:焊接的电流为500A到600A之间;焊丝为4毫米;焊接的电压为36V到38V之间;焊接的速度为400mm/mim至450mm/mim。
(四)防止焊接发生变形的措施:对于H型钢来说,主要采取的是分段倒退焊以及对称焊这两种方式,在进行对称焊时,需要确保焊接的电源、电弧的电压、焊接的速度以及焊条的直径都处于相等的状态,从而使得焊接热量均匀分布,进而实现降低变形的目的。其施焊的顺序如图2所示:
(五)确保现场型钢柱拼接和梁柱节点连接的质量,其焊缝质量应满足一级焊缝质量等级要求。对一般部位的焊缝,应进行外观质量检查,并应达到二级焊缝质量等级要求。
四、型钢劲性混凝土柱梁的安装工艺
(一)对±0.000m~-15m的钢柱进行安装时所采取的工艺
该工程-15m处的基坑边壁距离塔机的中心大概有24米的距离,并且边壁的土质较为松软,道边的地下一般埋有下水管道以及煤气管道,钢柱可以起吊的位置距离基坑大约有4米左右,距离塔机中心大约有28米左右。上述区域中的塔机无法进行正常的工作,通过分析,我们决定利用100吨的汽车吊先把钢柱吊到基坑-15米的位置,然后再将其移位于21米的位置,最后再通过塔机把钢柱吊到实际的安装位置,对于其他的型钢来说,都采用上述的方法实施安装。
(二)型钢劲性混凝土柱的连接
型钢柱之间通过开坡口全熔透的焊接方式进行连接,翼缘板焊接与腹板焊接的接头分别如图3所示:
(三)型钢劲性混凝土柱的安装
对于耳板来说,其安装方式如下:在下节的型钢劲性混凝土柱的每个边翼缘处焊2个耳板,1个千斤顶座,安装方式如图4:
(四)就位
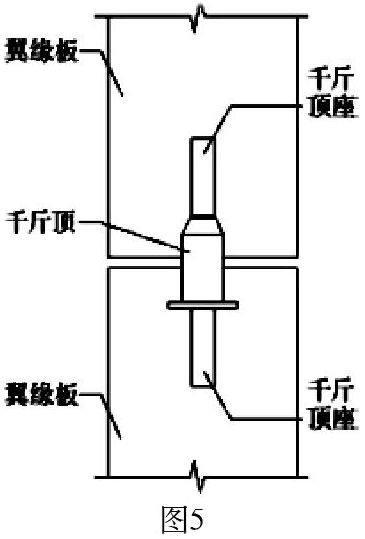
利用型号为QTP5030的加强型的塔机对型钢柱进行起吊,将型钢劲性混凝土柱慢慢地插入下节型的钢柱翼缘板的安装耳板处,并在上、下2节型钢劲性混凝土柱的拼接与焊缝的地方,放置电焊条芯,用来控制安装和焊缝之间的缝隙。在5吨的千斤顶座里,通过使用千斤顶来调整型钢劲性混凝土柱的垂直程度,如图5所示:
严格检查型钢劲性混凝土柱的轴线所处的位置,通过使用经纬仪或者铅锤来检查型钢劲性混凝土柱的垂直程度。如果检查合格,则在翼缘的两端进行定位焊缝操作。再次对轴线的位置以及垂直的程度进行检查,采用翼缘焊来拼接焊缝,当四边的翼缘焊缝均完成以后,可以松吊索。
(五)对型钢劲性混凝土柱、梁进行焊接
在对型钢劲性混凝土柱、梁施焊的过程中,需要利用2人或者4人进行对称焊,这样能够有效地控制在钢柱进行焊接过程中发生的变形现象。型钢梁的型钢骨架安装后,要再次观测和纠正因荷载增加、焊接收缩或者螺栓松紧不一而产生的垂直偏差。在梁柱节点部位,柱的箍筋或梁筋等要在型钢梁腹板上已留好的孔中穿过,腹板上开孔的大小和位置不合适时,征得设计者同意后,再用电钻补孔或用铰刀扩孔,不得用气割开孔。
(六)混凝土浇筑
型钢混凝土结构的混凝土浇筑,遵守有关混凝土施工的规范和规程。在梁柱接头处和梁型钢翼缘下部等混凝土不易充分填充处,要仔细进行浇筑及捣实。型钢混凝土结构外包的混凝土外壳,要满足受力和耐火的双重要求,浇筑时要保证其密实度和防止开裂。
五、结束语
在超高层建筑的施工过程中,型钢劲性混凝土柱的施工技术对于整个工程来说具有重要的意义。具有以下几个优点:型钢混凝土中型钢不受含钢率的限制,型钢混凝土构件的承载能力可以高于同样外形的钢筋混凝土构件的承载能力一倍,因而可以减少构件截面;型钢在混凝土浇筑之前已形成钢结构,具有较大的承载能力,能承受构件自重和施工荷载,加快施工进度;型钢混凝土组合结构的延性比钢筋混凝土结构明显提高,具有良好的抗震性;型钢混凝土组合结构较钢结构在耐久性、耐火等方面均胜一筹;型钢混凝土较钢框架可节省钢材50%或者更多。
参考文献
[1] 赵林.CO2气体保护焊在超高结构现场焊接中的应用[J].山西建筑,2010,(26)
[2] 张剑.高速铁路大跨度钢箱叠合拱桥制造及施工关键技术研究[J].北京交通大学,2011,(01)
[3] 陈世华,蔡树臣,邱学勇.型钢劲性混凝土柱施工技术在超高层建筑中的应用[J].结构施工,2012,(11)
[4] 黄善富.超高层劲性混凝土柱的施工技术措施[J].上海建设科技,2012,(05)
[5] 邓程来,孙磊,卢武成.型钢混凝土柱综合施工技术的工程实践[J].广西城镇建设,2008,(11)
猜你喜欢
中华建设科技(2016年10期)2016-12-14 07:04:23
科学与财富(2016年15期)2016-11-24 13:09:43
中国房地产·学术版(2016年10期)2016-11-18 19:43:29
中国科技博览(2016年22期)2016-11-01 15:06:27
中国科技博览(2016年19期)2016-10-19 11:48:32
科技视界(2016年22期)2016-10-18 15:39:28
科技视界(2016年21期)2016-10-17 19:54:05
科技视界(2016年21期)2016-10-17 16:27:45
科学与财富(2016年28期)2016-10-14 21:08:35
科学与财富(2016年28期)2016-10-14 18:56:48