
某发电公司中速磨煤机旋转喷嘴断裂原因分析
2013-03-25 06:38张艳红
东北电力技术 2013年1期
张艳红
(辽宁省电力有限公司电力科学研究院,辽宁 沈阳 110006)
某发电公司中速磨煤机于2010年5月20日投入运行,于2011年4月在检修中发现旋转喷嘴断裂,至发现断裂之日,累计运行约6 000 h。
1 试验分析
中速磨煤机型号为 ZGM133G,标定出力为95.8 t/h,磨煤机最大出力入口一次风量为41.3 kg/s,一次风温度约为280℃。电动机功率为1 000 kW,转速为991 r/min。
中速磨煤机旋转喷嘴纵剖面结构图 (见图1)中,涂黄色的部分是旋转喷嘴轮环,涂红色的部分是导叶,旋转喷嘴轮环内径约3 540 mm,外径(包括导叶)为3 980 mm,轮环外弧一周等距离分布38片导叶。喷嘴轴向长约400 mm,最薄处壁厚为30 mm。旋转喷嘴材质为ZG50Mn2。
旋转喷嘴轮环上部通过螺丝与磨环托盘固定为一体,工作时随磨环托盘一同旋转,磨环转速为22.3 r/min,旋转喷嘴工作温度约为280℃。
1.1 断口宏观特征分析
磨煤机旋转喷嘴断裂于2个导叶之间,断口沿喷嘴轴向分布,上部紧贴着一个导叶的上端,下部将相邻导叶下端撕掉一部分 (见图2~图4)。

图1 旋转喷嘴结构图
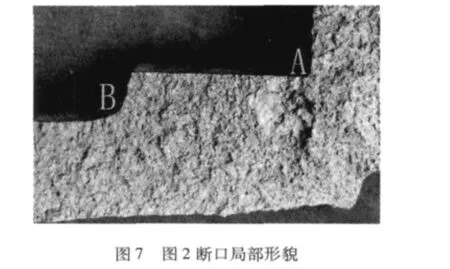
断口结构图如图5~图7所示,由于断裂后断口在室外大气中放置较长时间,断口表面大部分被氧化呈铁锈色,但断口清洗后,部分区域被氧化呈黑灰色,如图5所示;在断口的内弧侧边缘,尤其是2个90°拐弯处可见明显的旧裂纹痕迹,其表面呈蓝色,如图6所示,旧裂纹表面呈蓝色应该是在工作温度 (280℃)下开裂后金属表面的氧化色。在断口的另一侧 (见图7中的A处)可见铸造疏松缺陷,B处未见明显的材料铸造缺陷。
在图7中的A处沿上下方向垂直于断口表面切开后,切面上可见大面积的铸造疏松缺陷,如图8所示。





断口宏观特征表明:裂纹起源于旋转喷嘴内弧侧,由内弧侧向外弧侧发展,最后断裂区域在外弧侧2个导叶端部。断口上断面粗糙,旧裂纹区域较小,无剪切断裂区,断口属于脆性断裂[1]。

1.2 化学成分分析
在断口附近取样进行化学成分分析,试验执行标准为GB/T 4336—2002,仪器型号为DV-6。
化学成分分析结果如表1所示,其中除含C量略超过标准要求外,其它合金元素含量均符合JB/T 6402—2006《大型低合金钢铸件》要求。

表1 化学成分分析结果 %
1.3 金相检验
对图8所示断面进行金相检验,抛光后未腐蚀铸造疏松缺陷如图9所示,疏松之间形成裂纹。腐蚀后在铸造疏松附近可见裂纹状缺陷,如图10所示,疏松边界可见明显的脱碳层,如图11所示。在断口附近垂直于断面取样进行金相检验,断口附近可见微裂纹,如图12~图13所示,基体组织为珠光体加铁素体,晶粒粗大,大于1级。基体组织中可见微裂纹,如图14~图15所示。

图9 抛光后未腐蚀铸造疏松缺陷






图15 基体组织中微裂纹
金相检验结果表明:基体组织晶粒粗大,断口附近及铸造疏松缺陷附近的基体上存在微裂纹,铸造疏松边界存在脱碳现象,金相组织有过烧特征。
1.4 机械性能试验
在断裂的旋转喷嘴上取3组试样进行常温拉伸试验。1组试样在断口附近,另2组试样分别距断口250 mm及500 mm,试样长度方向沿旋转喷嘴周向。
常温拉伸试验执行标准为 GB/T 228—2002,仪器型号为CSS-1120。试验结果如表2所示。比较可见,旋转喷嘴材质抗拉强度及屈服强度均低于标准下限,延伸率及断面收缩率远低于标准下限,材质性能不合格。

表2 旋转喷嘴材质力学性能检测结果
2 旋转喷嘴断裂原因分析
旋转喷嘴材质为ZG50Mn2,该钢含C量较高(0.45% ~0.55%),含Mn量为1.5% ~1.8%,具有较高的强度,适用于高强度零件,如齿轮、齿轮缘等。
ZG50Mn2热处理工艺为正火加回火,正火处理温度在Ac3以上30~50℃,加热一段时间后空冷处理,可以消除铸钢的铸态组织,提高铸钢的强度和韧度。由于正火空冷,冷却速度较快,容易产生应力,所以正火后可通过回火处理消除应力。当正火温度低于Ac3时,存在残留铸态组织,铸件的性能得不到改善;若正火温度偏高,奥氏体晶粒粗大,冷却后重复出现魏氏组织也会使铸件性能恶化,因此应严格控制热处理温度。ZG50Mn2铸造工艺较难控制,容易出现铸造缺陷,且该钢具有热脆敏感性,若热处理工艺控制不当易产生过烧组织。各项试验分析结果如下。
a. 化学成分检验结果:该旋转喷嘴化学成分中含C量高于标准上限。
b. 断口宏观检验结果:断口粗糙,断口上旧裂纹区域 (裂纹疲劳扩展区)很小,无剪切断裂区域,断口属于快速脆性断裂。断面上存在铸造缺陷 (铸造疏松或缩孔),铸造缺陷的存在大大降低了构件抵抗裂纹形成及扩展的能力。
c. 金相检验结果:基体组织晶粒粗大,晶粒度大于1级,断口附近及铸造疏松缺陷附近的基体上存在微裂纹,铸造疏松边界存在脱碳现象,金相组织有过烧特征。
d. 机械性能检验结果:与JB/T 6402—2006标准中ZG50Mn2相比,屈服强度及抗拉强度均低于标准下限,延伸率及断面收缩率远低于标准下限。
以上各项检验结果表明,该旋转喷嘴铸造质量不合格,局部存在铸造疏松及微裂纹,且热处理工艺控制不当,产生过烧组织,从而导致其强度较低,韧性极差,机械性能不合格。
中速磨煤机旋转喷嘴在运行中其周向承受的拉应力有3部分,一是由于喷嘴旋转的离心力所产生的拉应力,该应力在旋转喷嘴轮环厚度上分布规律是内弧侧高于外弧侧;二是由于旋转喷嘴内、外弧温差 (外弧工作温度约为280℃,内弧接近室温)产生的热应力,热应力作用在旋转喷嘴轮环内弧侧是拉应力,外弧侧是压应力;三是当磨煤机中的异物,如石块、木块等刚好挤在旋转喷嘴导叶与静叶之间,使其旋转受阻时,旋转喷嘴周向将突然产生一个较大的附加应力,当异物被挤碎或碾除之后,附加应力消失,该应力在旋转喷嘴轮环厚度上视为均匀分布。上述3种应力叠加在一起,旋转喷嘴轮环内弧侧应力大于外弧侧,当内弧侧应力达到某一值时,在旋转喷嘴内弧侧周向强度较弱部位将形成裂纹,裂纹不断疲劳扩展,当扩展到某一临界尺寸后引发瞬时断裂。断口上的断裂特征与应力分析结果一致。由于该旋转喷嘴强度较低、韧性较差,且局部存在铸造缺陷 (铸造疏松及微裂纹),其抵抗裂纹形成及裂纹扩展能力较差。旋转喷嘴材质不合格是引发其早期脆性断裂的主要原因。
上述3种应力中前2种应力是稳定的,只要磨煤机运行,应力就存在。第3种应力是偶发的,正常工况下不应存在,但该应力一旦产生,其峰值较高,对旋转喷嘴的破坏性较大,因此运行中应保持磨煤机中物料清洁,尽量避免产生该应力。
3 结论
a. 旋转喷嘴断口特征属于脆性断裂。
b. 引发旋转喷嘴脆性断裂的主要原因是该ZG50Mn2材质不合格,铸造时存在铸造缺陷,且热处理工艺不当,产生过烧组织,铸件材质强度较低且韧性较差,其抵抗裂纹形成及扩展能力较差。
c. 磨煤机内应保持物料清洁,不应存在石块、木块等异物,防止异物卡在动叶与静叶之间,从而引发较大的附加应力。
[1] 吴连生.失效分析技术 [M].四川:四川科学技术出版社,1985.
猜你喜欢
水电与新能源(2020年12期)2021-01-07
防爆电机(2020年6期)2020-12-14
防爆电机(2020年4期)2020-12-14
名城绘(2020年6期)2020-10-20
石油研究(2020年9期)2020-10-20
水电站机电技术(2020年8期)2020-08-28
模具制造(2019年4期)2019-06-24
价值工程(2018年29期)2018-09-20
广西电力(2016年4期)2016-07-10
大型铸锻件(2015年4期)2016-01-12
