
基于FMS的自动化立体仓库设计
2013-03-16 12:21赖思琦尹显明杨应洪
机床与液压 2013年4期
赖思琦,尹显明,杨应洪
(1.西南科技大学工程技术中心,四川绵阳621010;2.西南科技大学制造科学与工程学院,四川绵阳621010)
目前,柔性制造系统(FMS)已渗透到制造业的各个领域,并对生产方式产生了深远的影响。越来越多的中国加工制造企业在从传统的单品种、大批量生产方式向多品种、中小批量及“变种变量”的生产方式过渡这一过程中使用了FMS。自动化立体仓库单元是柔性制造系统的重要组成部分,由货架、码垛机、出入库平移台组成,由PLC控制,并通过Profi-Bus-DP总线与总控制单元进行数据交换,接受用户的控制和管理[1]。
1 柔性制造系统的总体组成和工作流程
1.1 系统总体组成
柔性制造系统由自动化立体仓库单元、AGV 运载机器人、自动输送线装置、CCD形状检测系统、六自由度行走搬运机器人、六自由度焊接机器人、数控车床、加工中心及相应附属设备组成。系统运用Profibus-DP总线及开发型组态软件等网络通讯技术,使总控单元对各单元设备进行集成控制,能够根据生产任务的变化,通过简单地改变软件设置的方法进行调整,以适宜多品种、中小批量生产。其结构如图1所示[2-3]。
1.2 系统工作流程
系统开始工作前,人工将不同工件和托盘按照事先规划好的各零件毛坯区域送入原料库货架。工件或毛坯由码垛机从自动化立体仓库的原料仓库中取出,此时AGV 按照预定轨道运行到取料位置。通过出库平移台,毛坯由AGV 送至自动输送线,经六自由度搬运机器人送到柔性制造加工单元中,按照工序流程在数控车床或加工中心、焊接机械臂上进行加工。加工完成后,由机器人取出工件,通过输送线和AGV一起运行,将工件放回入库平移台上,由码垛机拾取送入仓库成品库货架。同时,软件记录信息,以便管理,进而完成一个工作流程。
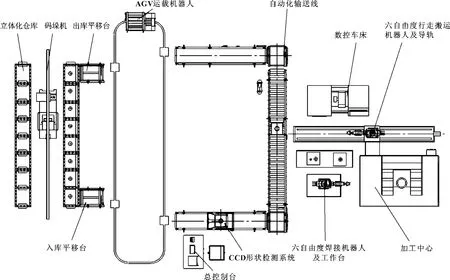
图1 系统结构图
2 自动化立体仓库单元设计与控制
2.1 仓库单元组成及功能
自动化立体仓库单元由一台挂壁式码垛机、两套仓库、两套出入库平移台及托盘、仓位传感器等组成,仓库单元如图2所示。

图2 自动化立体仓库单元
双排货架仓库由型钢搭建,螺钉连接固定各部分,底部有地脚固定座。仓库外形设计为5.5 m×0.45 m×3 m,共有8 列6层48个仓位,每个仓位尺寸为550 mm×450 mm×430 mm,其最大负载质量为30 kg。两套货架与挂壁式码垛机及传感器组成了自动化立体仓库单元。仓库货架上每个货位安装有机械微动开关,并且在货架的上方装有巷道装置。
挂壁式码垛机采用单立柱地面支撑结构,外形为1.6 m×0.8 m×3 m,由x、y、z 三方向直线运动机构组成,起升、运行采用电机驱动方式。一维水平直线运动机构由底座、直线滑轨、滑轮、电机减速器、传动链条等组成,完成机构的水平运动。二维垂直直线运动机构由立柱、滑轨、传动链、机架、电机减速器组成,完成工件的上下运动。三维直线运动机构由水平支架、滑道、导轨、取货平板、电机减速器组成,完成工件的前后运动。所有机械件的底座、壳体部分均采用钢材制作,结构紧凑、质量轻,运转灵活,其最大负载质量为26 kg。
出入库平移台负责在仓库单元与输送线之间传递工件,由铝合金型材搭建,直流电机加减速器驱动,上面安装对射光电传感器感应工件位置,由同步带传送工件,完成出库、入库动作[4]。
2.2 电气控制系统设计
码垛机的主电路与控制电路如图3所示。
M1为一维x 水平方向电机,M2为二维y 垂直方向电机,M3为三维z方向电机,M1与M2 均为三相异步电动机,而M3为单相电机。SB1为启动按钮,SB2为停止按钮,SB3为急停按钮。
码垛机由欧姆龙PLC控制,型号为CP1HX40DT-D,根据工序动作需要,共需110个输入点,29个输出点,所以使用了4个CPM1A-40EDR 扩展I/O单元。输入点包括货架上安装的微动开关、x/y/z三个方向的行程开关等;输出点包括电机启动、停止、急停开关等。PLC 梯形图分为初始化、主程序、复位、总控调试等,共16段、3 061步,其初始化段部分程序如图4所示[5]。
2.3 控制软件设计
柔性制造系统总控制单元由一台研华IPC-610H工控机作为主控机,主控软件为操作人员使用的前台程序,软件运行平台为Windows XP,使用组态王软件开发。总控制单元通过ProfiBus-DP总线通讯采集各分站信息,并协调各个分站动作,同时实现人机交互界面接受用户控制,其操作分为连续自动和各分站手动控制两种方式[6]。
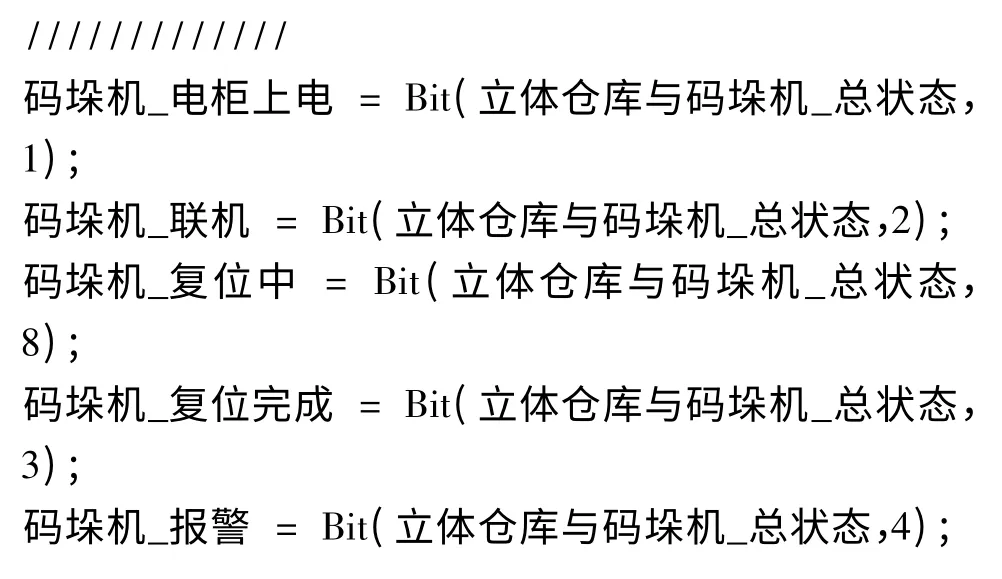
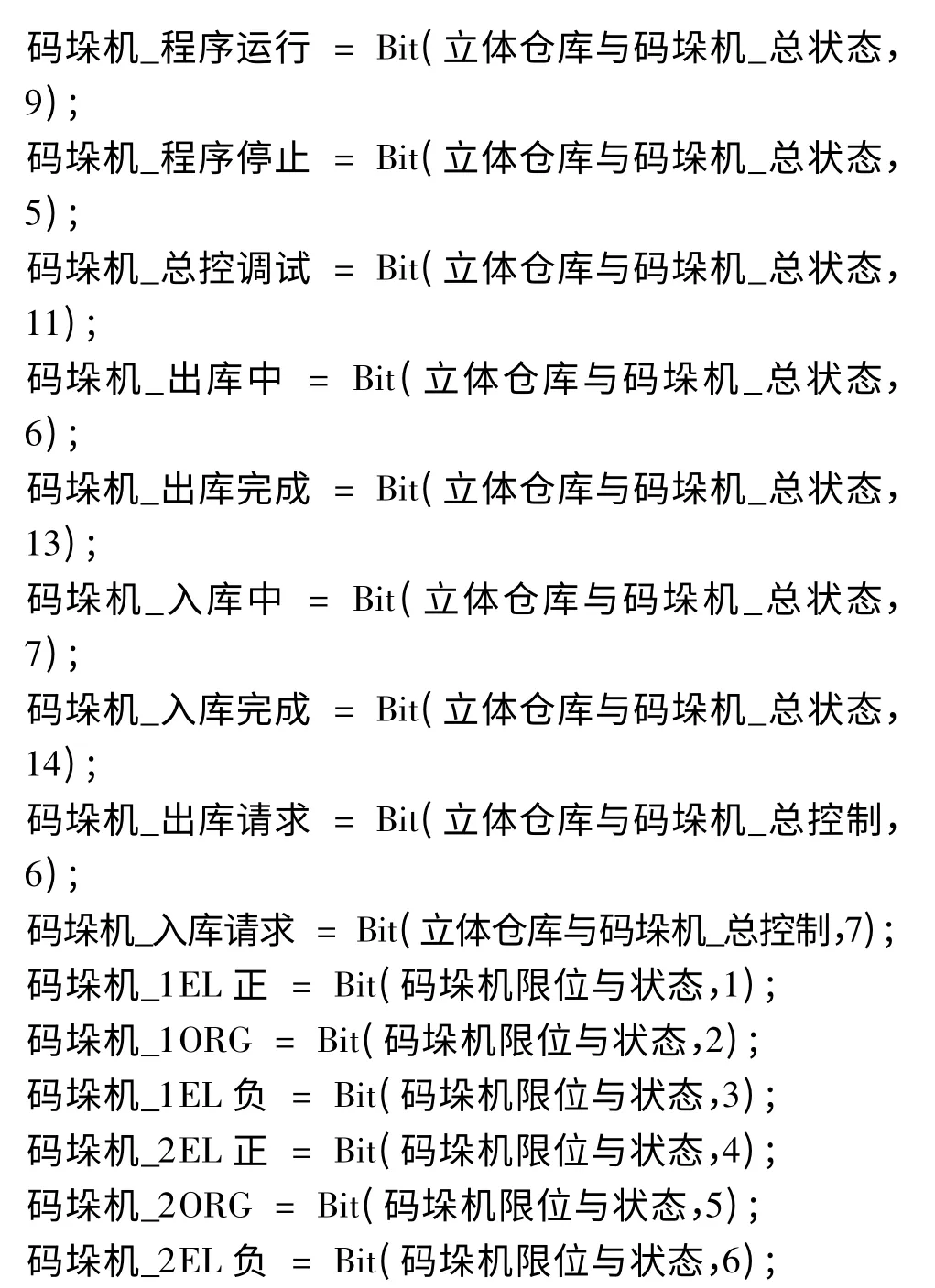
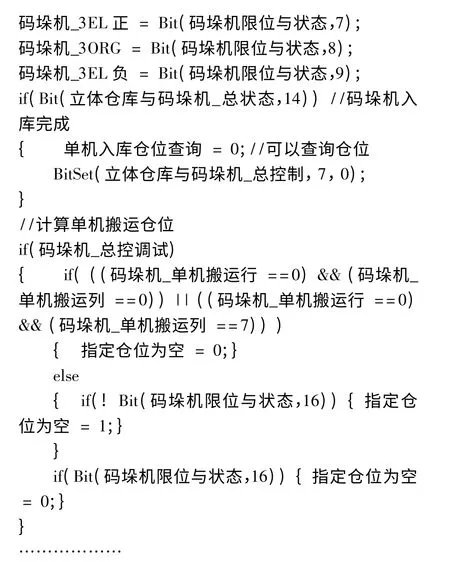
仓库单元通过欧姆龙PLC的Profibus 通讯模块与主站控制计算机进行通讯,通过主控软件的设定,控制码垛机运行。码垛机出入库动作由PLC 来完成,当码垛机接收到出库请求时,码垛机由上至下、由左至右扫描原料库的各个仓格,并对扫描到的第一个有工件的仓格进行出库操作,出库运行状态位有效;码垛机将取到的工件放入出库传送带上后,码垛机出库完成,出库完成状态位有效;当码垛机退回到安全位置后,码垛机出库运动完成,码垛机出库运行状态位无效,至此码垛机的出库运动完成。如果原料库中没有检测到工件,则原料库空状态位置1。当码垛机接收到入库请求时,码垛机从传送带上取出工件,然后查询成品中的空位置,把工件放到查询到的空位置,再使入库完成状态位有效,码垛机入库运行状态位无效,至此码垛机的入库运动完成。其手动控制的部分代码如下:
仓库单元手动控制界面见图5。

图5 仓库单元手动控制界面
3 结束语
经过详细分析与设计,将自动化立体仓库通过ProfiBus-DP 工业现场总线纳入柔性制造系统中,实现了从毛坯出库、运送、加工、工件返回到入库的全过程。系统运行状态良好,在某中心生产车间得到了很好的应用和发展,对建立类似的大型自动化仓库具有重要的借鉴作用。
【1】马超.基于Profibus 现场总线的柔性制造系统的研究与实现[D].合肥:合肥工业大学,2010.
【2】李作海,姚锡凡.基于RFID的信息集成柔性制造系统设计研究[J].组合机床与自动化加工技术,2011(4):14-18,23.
【3】吴立.关于柔性制造的研究[J].机床与液压,2010,38(14):9-11.
【4】杨秀建,张强,林清国.一种立体仓库试验台堆垛机速度控制优化方案[J].机床与液压,2007,35(1):93-95.
【5】王锋,王品,李家霁.基于IO接口的柔性制造系统及其实现[J].组合机床与自动化加工技术,2009(12):78-81.
【6】谢志余.柔性制造系统(FMS)状态监测与故障诊断集成研究[J].机床与液压,2011,39(3):142-143,131.
猜你喜欢
现代信息科技(2021年21期)2021-05-07
装备制造技术(2020年3期)2020-12-25
重型机械(2020年3期)2020-08-24
电子制作(2019年20期)2019-12-04
酒·饮料技术装备(2018年1期)2018-04-28
物流技术与应用(2017年12期)2018-01-31
中国粮食经济(2018年9期)2018-01-23
产品可靠性报告(2017年7期)2017-09-05
制造业自动化(2017年2期)2017-03-20
电子工业专用设备(2015年4期)2015-05-26
