
振动时效激振器双偏心块结构的计算分析
2013-03-14 09:36:10张海军梁一方杨小荣
中国新技术新产品 2013年11期
张 超 张海军 梁一方 杨小荣 邹 良
(嘉兴学院 机电工程学院,浙江 嘉兴 314001)
振动时效工艺是通过共振,促使构件内部残余内应力与附加的振动应力的矢量和达到或者超过材料屈服强度,使材料发生微量的塑性变形,从而使构件内部的内应力得以松弛和减轻,从而有效的消除构件的残余应力,体改构件的抗变形能力,其优良的工艺性能使其应用范围迅速扩大。但是目前激振器存在激振力大小不易改变的缺陷,寻求更有激振器结构十分必要。
偏心块通过振动电机旋转带动,产生的空间回转力即为惯性激振力。目前市面上的激振器设备多为偏心质量块(图1),因此其偏心距已确定唯一,由F=meω2sinωt可得单一偏心质量块在一定工作频率只能产生一定大小的激振力,无法满足对不同工件的加工要求,而振动时效对于不同工件的共振频率已知,因此设计偏心距可调的激振器设备,可以有效的解决该问题。采用优化后的激振器,其单一激振器可产生较大范围的激振力,有效的解决目前存在的问题,提高设备利用率,降低设备生产成本。

图1 偏心质量块模型

图2 双偏心块结构模型
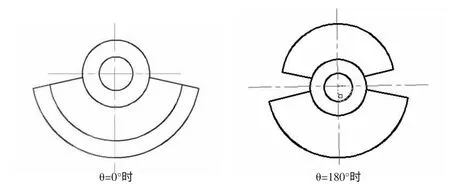
图3 双偏心块结构的极限位置
1 结构分析
优化后的激振器设备如图2所示,该装置由两块偏心质量块组合而成,质量块1内部为中空,与质量块2组合,通过连接并可进行相对位移。通过对两质量块的相对位置,将改变偏心距转化为改变质量块之间的相对夹角θ,为了便于激振器的调节,令质量块1、2的质量m1=m2.偏心距e1=e2.并在质量块2上标示角度刻度线,使调节夹角θ更为简便与准确。
该设计通过对两质量块的相对位置变化,将改变偏心距转化为改变质量块之间的相对夹角θ。当两质量块由重合至互为180°过程中,该质量块的偏心距不断上移,至A.B块夹角为180°时,偏心距位于连接轴心,则此时产生两个大小相等方向相反的激振力,其合力为0.该偏心块通过调节两质量块的相对角度θ,来达到改变偏心距的目的,从而获得所需激振力。
2 计算分析
当两偏心块同时位于轴上作旋转运动时,由质量m1=m2.偏心距e1=e2,则两组件的激振力F1=F2==m2e2ω22,其中ω=2πn/60.根据平行四边形法则,两偏心块产生的激振力

当激振器m、e一定,调整夹角θ的大小,可以输出不同大小的激振力。当θ=0°时,F合=2F,此时激振力最大;当θ=180°时,F合=0,此时激振力最小,如图3所示。
欲设计一个激振力范围在0-20KN的激振器设备,令质量块1=质量块2=10kg,偏心距均为100mm,取额定转速980r/min,即可得到最大值为21.2KN的激振力,如图4所示。对偏心质量块进行刻度标注,即可方便的调节所需激振力。
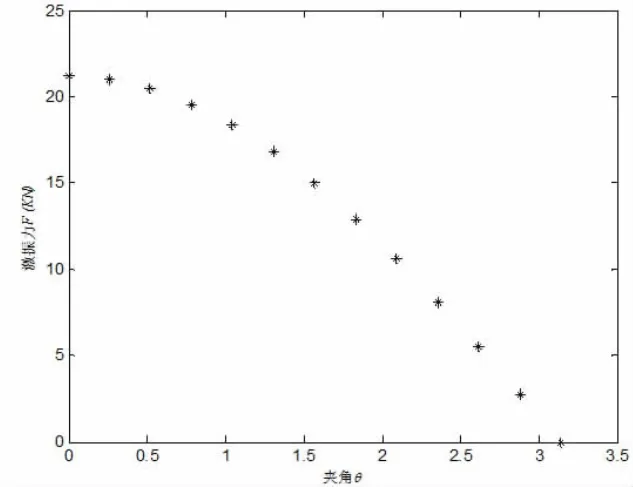
图4 两偏心块之间的夹角与激振力之间的关系曲线。
结语
提出了一种激振器用的双偏心块结构。研究表明,该双偏心块结构的激振器可以提高激振器的利用率,并降低生产成本。通过手动调节双偏心块之间的夹角,实现激振力在一定范围内调节,满足不同工件振动时效的激振力要求。
[1]芦亚萍,马振宇.振动时效机理研究[J].机械科学与技术.2001,20(4):587-589.
[2]邢晓林,张海军,闫霞.振动时效装置激振器偏心块优化设计[J].中国新技术新产品,2012(17):120-121.
[3]张杰,杨明亮.一种内凸轮齿轮式主轴激振器的原理与结构 [J].陕西工学院学报,2002,18(2):1-3.
[4]哈尔滨工业大学理论力学教研室.理论力学[M].北京:高等教育出版社,2009.
猜你喜欢
机械制造与自动化(2022年2期)2022-04-19 01:18:24
中学生数理化·七年级数学人教版(2020年12期)2021-01-18 06:57:42
语数外学习·高中版上旬(2020年8期)2020-09-10 07:22:44
时代农机(2019年8期)2019-12-27 06:53:22
中国机械工程(2019年22期)2019-12-02 05:52:44
西南石油大学学报(自然科学版)(2018年4期)2018-08-02 05:42:38
科技创新与应用(2018年2期)2018-01-19 19:43:53
科技创新导报(2017年18期)2017-09-09 02:52:23
舰船科学技术(2017年7期)2017-08-02 07:48:34
广西电力(2016年5期)2016-07-10 09:16:44
