TOFD检测技术与RT检测技术对比
2012-12-21 15:59:22李兆太王成森陈华生
石油化工建设 2012年5期
李兆太 王成森 陈华生
南京金陵检测工程有限公司 江苏南京 210000
TOFD检测技术与RT检测技术对比
李兆太 王成森 陈华生
南京金陵检测工程有限公司 江苏南京 210000
通过对含有多种缺陷的53块试件进行TOFD检测和RT检测,将两种检测结果进行比对,从而得出哪种检测方法更为有效。
TOFD检测技术 RT检测技术 对比
TOFD检测(又称衍射时差法超声检测)是目前较为先进的一种检测技术,它能够全程记录检测过程的参数和图像,可存档、可追溯,检测灵敏度高。JB/T4730.10-2010《承压设备无损检测 第10部分 衍射时差法超声检测》标准已于2010.12.15实施,TSG R0004-2009《固定式压力容器安全监察规程》和GB150.4-2011《压力容器 第4部分 制造、检验和验收》标准均已明确规定TOFD检测法可以替代RT检测法。
TOFD检测技术是一种新的检测方法,虽然上述标准对该方法已经认可,但该方法与RT检测相比,其检测能力是否有优势,很多业主和设计人员希望有较为深入的了解。通过用大量的含有自然缺陷的焊接试件,采用这两种方法分别进行检测的实验,将两种检测结果进行比较,得出对比结论。
1 对比验证方案
1.1 试块制作
制作大量多种规格的焊缝中含有裂纹、未焊透、未熔合、气孔、夹渣等多种缺陷的试件。对比试验共制作了8种规格(厚度分别为:12、20、22、28、33、45、65、90mm)累计 53块焊接试件。
1.2 对比验证方案
分别用TOFD检测法与RT检测法对每块试块进行检测,将所得RT底片与TOFD图谱分别进行评定,将所得结果进行对比,得出对比结论。
1.3 检测工艺
根据JB/T4730.10-2010标准,对8种规格的试件,编制了TOFD检测工艺,主要工艺参数(见表1)。
根据JB/T4730.2-2005标准,对8种规格的试件,编制了RT检测工艺,主要工艺参数(见表2)。
2 检测结果对比
将RT底片和TOFD检测图谱进行比对和评定,比对结果(见表 3)。
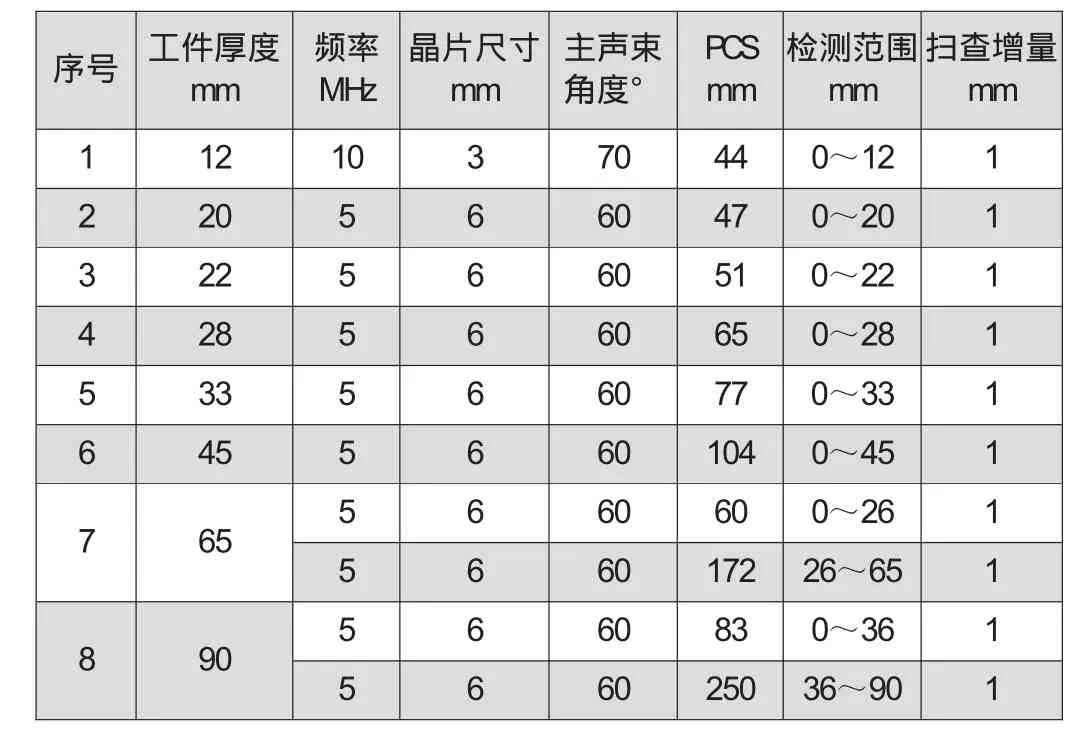
表1 TOFD检测主要参数
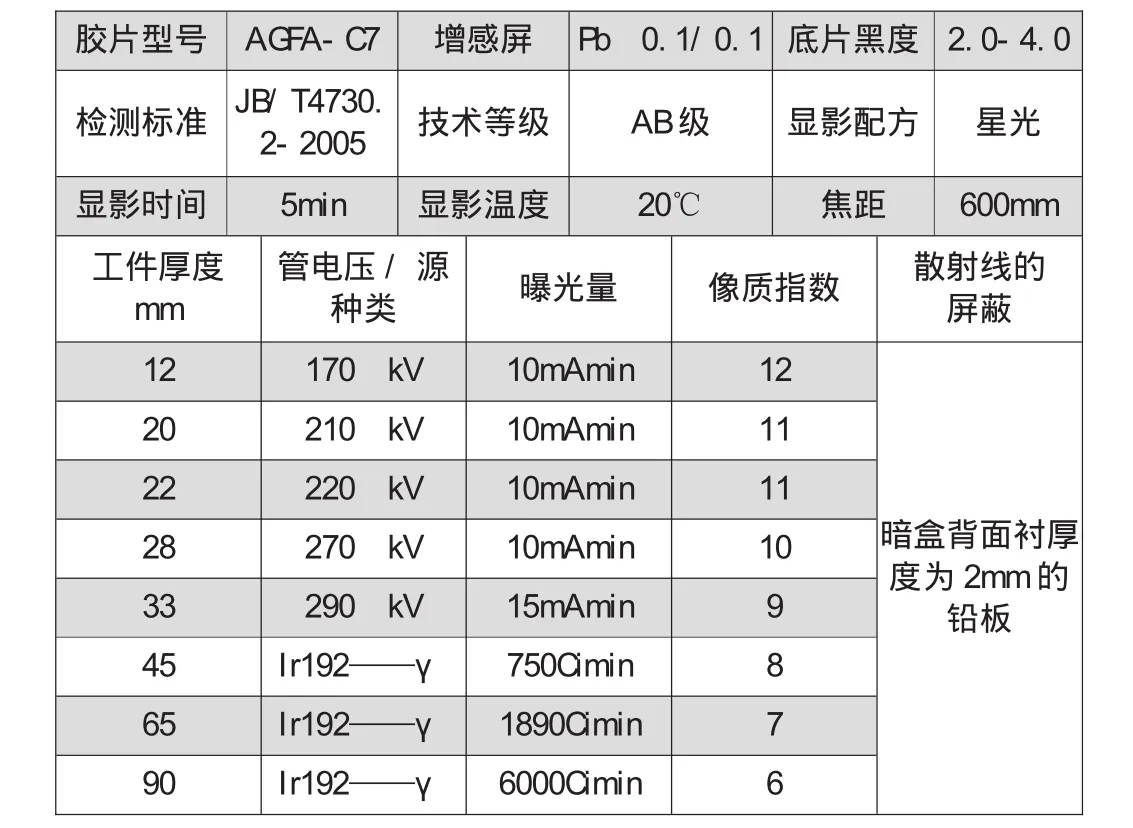
表2 RT检测主要工艺参数
3 对比结果分析
通过53块焊接试件的TFOD与RT检测结果对比,得出如下结果:
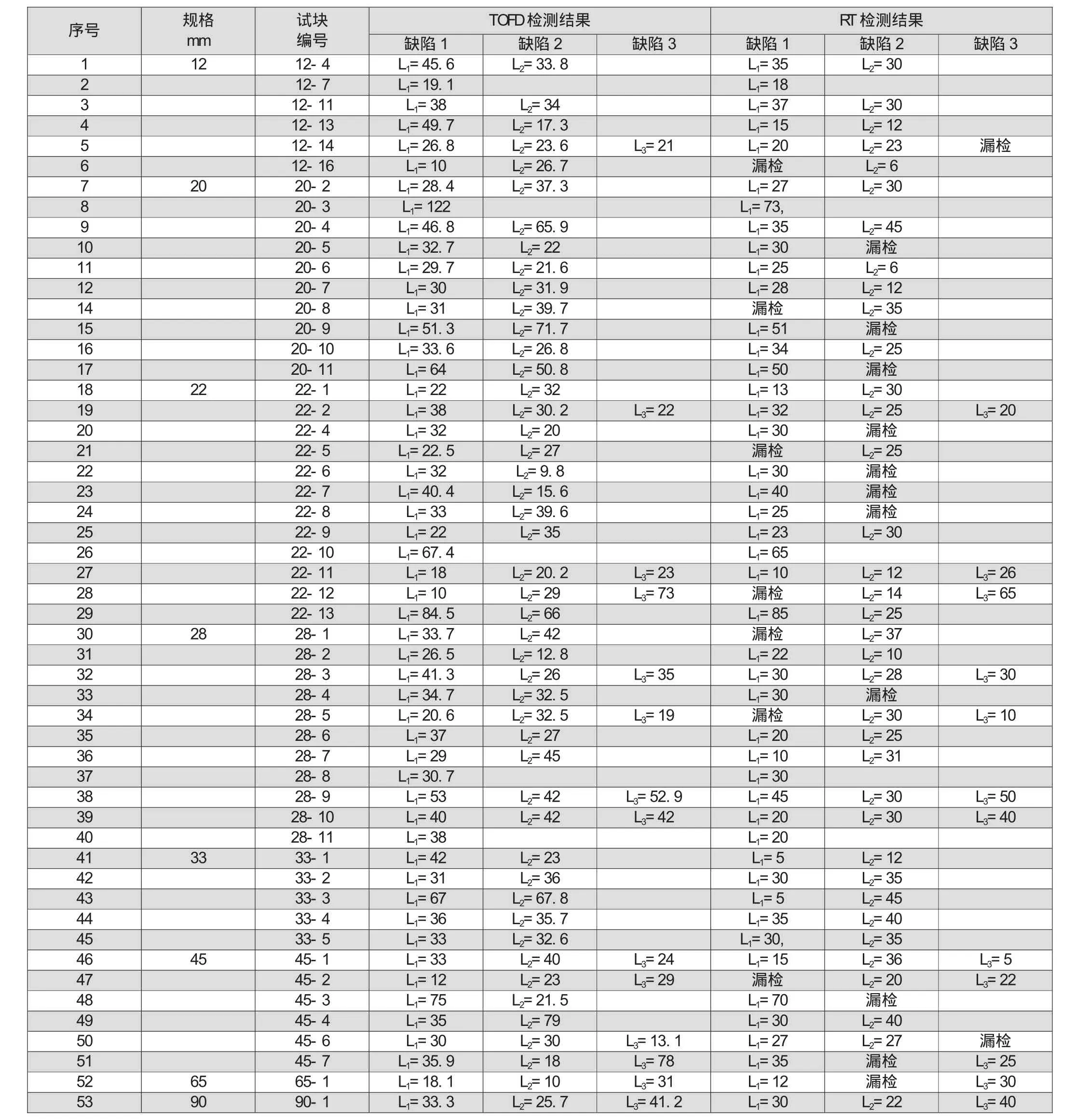
表3 RT检测结果与TOFD检测结果比对表(单位:mm)
(1)缺陷检出率
在比对的53块焊接试件中TOFD检测出115处缺陷,RT检测出95处缺陷,相对于TOFD检测结果,RT检测有20处缺陷漏检。
(2)缺陷长度
两种检测方法都发现的95处缺陷中,有68处缺陷两者的测量结果相差小于10mm,但是,一般来看,TOFD较RT检测结果略长;有27处缺陷TOFD检测的长度较RT检测的长度大于10mm以上;
原因分析:RT漏检缺陷20处和对缺陷长度的测量短于TOFD法,这是RT检测技术的灵敏度所决定的,对于开口很小的裂纹缺陷,射线检测法的灵敏度是无法达到的;对于裂纹尖端,因其开口较小,射线检测的灵敏度也不能达到,因此其测量长度较TOFD会短。
4 结论
通过TOFD与RT检测结果对比,表明TOFD检测法的灵敏度和缺陷检出率高于射线检测法。
TE682
B
1672-9323(2012)05-0088-02
2012-07-20)
猜你喜欢
当代水产(2022年6期)2022-06-29 01:12:08
宝藏(2021年6期)2021-07-20 06:12:22
山东冶金(2019年1期)2019-03-30 01:35:30
制造技术与机床(2018年12期)2018-12-23 02:40:50
成都信息工程大学学报(2017年1期)2017-07-21 14:14:11
当代医药论丛(2017年22期)2017-04-12 06:30:22
探测与控制学报(2015年4期)2015-12-15 15:00:48
电源技术(2015年2期)2015-08-22 11:28:14
电测与仪表(2014年6期)2014-04-04 11:59:46
电测与仪表(2014年17期)2014-04-04 11:56:54