激光对中仪在造纸机转动设备安装中的应用
2012-12-11 08:51潘红强岳阳国泰机械有限责任公司湖南岳阳414000
湖南造纸 2012年3期
潘红强 岳阳国泰机械有限责任公司湖南 岳阳(414000)
激光对中仪在造纸机转动设备安装中的应用
潘红强 岳阳国泰机械有限责任公司湖南 岳阳(414000)
详尽介绍了激光对中仪找正纸机转动设备联轴器中心的基本方法和技术要求作,探讨了纸机转动设备联轴器中心找正。
联轴器;激光对中仪;程序;对中允差;时钟方式
联轴器找中心是造纸设备安装及检修工作的一项重要内容,若找正的方法不对或找正的结果不精确,将会在轴和联轴器中产生很大的应力,严重影响正常运转,甚至引起整台机器和基础的振动和损坏,严重威胁着转动设备的正常运行,尤其是高速纸机,对联轴器找正的数据要求极为严格。现就转动设备联轴器找正问题作一下阐述。
1 联轴器找中心原理及方法
联轴器找中心的方法有不同种类。按转动设备的安装位置分为卧式和立式两种,其中卧式较常见;按找正难易程度又分为简易找正与系统找正两种,前者找出的结果较粗略,后者得出的结果比较理想。无论按什么方式分类,它们的原理及分析方法是一致的。
根据测量时使用的工具不同,可以分为以下4种测量方法:(1)利用直尺和塞尺测量径向位移,利用平面规和楔形规测量角位移,此法简单易行,但精度不高,只适于不需精确找正的粗糙的低速机器。(2)利用中心卡和塞尺进行测量,这种方法可同时测出径向和轴向间隙,操作方便,精度高,应用广泛。(3)利用千分表及中心卡进行测量,此法精度更高,它适于需要精确找中心的精密机器和高速机器。(4)用激光对中仪找正,此法精度高,操作方便。
2 联轴器找正时的偏移情况
找中心的目的是使一转子轴的中心线为另一转子轴的中心线的延续线,因为两个转子的轴是用联轴器连接,所以只要联轴器的两对轮中心线是延续的,那么两转子的中心线也就一定是一条延续的曲线。为此必须满足以下两个条件:a1=a3且s1=s3。即两轴线同心且端面平行。
安装联轴器时一般可能遇到如图1所示的4种情况[1]。

图1 联轴器找正时可能遇到的4种情况1,2-----支点
(1)两半联轴器安装正确,即a1=a3,s1=s3。如图1(a)所示。此处a1,a3,s1,s3分别表示0°和180°两个位置上的径向间隙和轴向间隙,此时两半联轴器端面相互平行,主动轴与从动轴的中心线同轴心。
(2)两半联轴器端面平行,轴心不同,两轴心线之间有一平行的径向位移如图1(b)所示,即a1≠a3,s1=s3此时两轴中心线之间有径向位移(偏心距)e=(a3-a1)/2。
(3)两半联轴器同心,但轴心线不平行,如图1(c)所示,即a1=a3,s1≠s3,此时两轴的中心线具有倾斜的角位移(倾角)a。
(4)两半联轴器既不同心,又不平行,如图1(d)所示,即al≠a3,s1≠s3,此时两轴的中心线间既有径向位移又有角位移。
联轴器在后3种情况时都是不正确的,必须进行找正,使其达到第一种情况为好。一般在安装时,先把从动机安装好,使其轴处于水平并且固定,然后安装和调整主动机,即用增减主动机支脚垫片的方法来进行调整(同样,若在水平方向有偏差时可用推移主动机的位置来进行调整)。
虽有偏移,但在允许范围内时可不予调整。各种联轴器的角位移和径向位移的允许偏差值如表1所示。

表1 对中允差表(1)
3 激光对中仪测量原理及应用
3.1 激光校正的原理
随着科技的发展,现在有了激光对中仪,激光对中仪工作原理是逆向显示对中,它使用两束激光来代替传统的钢带和百分表。由于激光没有钢带下垂的缺点,所以精确度很高。相对于其它的找正方式,它具有快捷,简单,准确性高的优势,尤其对于大型机组,更为明显。它由几部分组成:激光发射器,激光接收器,控制液晶屏,这三者之间的连接数据线,专用的链条式(或磁力表坐)卡具(用来把激光发射和接收器固定在联轴器上)。在把激光发射器和激光接收器固定在联轴器上之后,再将连线和控制屏接到一起,选择找正模式,按提示输入相应的数据,一般有激光发射器的回转直径,激光发射器和激光接收器之间的距离,调整机器各支脚到接收器的距离。一般只须盘车180°即可,之后各脚的加减垫片数据和水平方向移动调整数据将由控制液晶屏显示出来。一般经过两次调整即可完成。
3.2 激光对中仪找正方法简介
现以Fixturlaser Shaft 200便携式激光对中仪简单阐述激光对中仪找正方法和步骤:(1)夹具安装及联线(见图2)
将V形架分别绑在被测物的两个配对轴上,旋紧螺栓,注意必须使用配套专用工具,应避免螺栓旋得过紧。
将架杆旋紧在V形架上,安装TD(激光发射器/探测器装置)单元,TD-M安装在移动端上,TD-S安装在固定端上。如果机轴直径过大,可选用延展链条。显示器和TD单元的联线有两种方法:
1)一条联线连接显示器和一个TD单元,另一条连接两个TD单元
2)一条联线连接TD-M和显示器的一个接点,另一条联线连接TD-S和显示器的另一个接点。
每个TD单元可连在显示器上的任一接点。如果在测试过程中联线脱落,应返回主菜单重新进行测试。
应尽量避免带电拔、插电缆,安装联线与拆线时,应先关闭显示器。

图2 激光对中仪夹具安装及联线
扩展固定架既可连在V形架上,也可架在磁性基座上。如果被测轴较短,标准方法不便安装TD单元,采用扩展固定架就可以解决(见图3)。

图3 激光对中仪扩展固定架
(2)程序(主菜单)
Fixturlaser Shaft 200型激光对中仪带有多种用途的程序。按红按钮打开屏幕显示主菜单,使用完毕后也必须回到主菜单才能关机。
程序1:水平轴对中
程序2:竖直轴对中
程序3:万向轴/偏置轴对中
程序4:串联机组对中计算
程序5:平直测试
程序6:TD值显示
程序7:实时数据传送
程序8:文件管理
程序9:系统设置
其他诸如软地脚检测、固定地脚的选择,以及热膨胀效应补偿等均可在程序中的子功能中找到[2]((见图 4)。
(3)轴对中简介
轴对中,即调整两台连接机器(例如电机和减速器)的同心,使其轴线在正常工作温度下保持同心。轴对中操作即水平和竖直移动一台机器的前一对或后一对地脚,直到轴线调整到允许误差范围内。对中允许误差很大程度上取决于轴的转速。机器轴对中应达到制造厂提供的允许误差范围内。如果机器规格上没有该限定,则可参阅下表。对中的标准即偏差为零或规定的偏差以补偿热膨胀效应,所谓允许误差就是可承受的对于上述标准的最大偏差。

图4 激光对中仪开机后屏幕显示的主菜单
系统
地脚的测量结果告诉你移动端设备目前所处位置。
正值表示移动端设备高或远离你。
负值表示移动端设备低或靠近你。
评定垂直不对中(见图5)。
角度和偏移值用于确定对中质量。这些数值与对中允差相比较,确定是否调整。
地脚值给出移动端设备在地脚处的位置,即修正量。正值表示设备高并且垫片必须撤掉。负值表示设备低并且垫片必须增加。
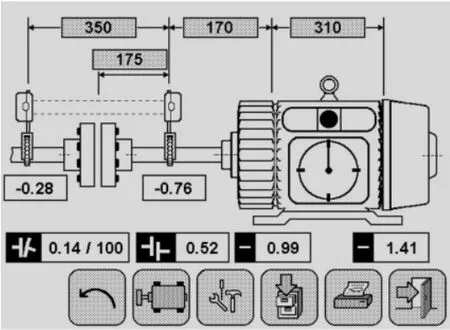
图5 激光对中仪评定垂直不对中
评定水平不对中(见图6)。

图6 激光对中仪评定水平不对中
角度和偏移值用于确定对中质量。这些数值与对中允差相比较,确定是否调整。
地脚值给出移动端设备在地脚处的位置,即修正量。正值表示设备远离你并且垫片必须朝你移动。负值表示设备朝向你并且必须推远。
(4)时钟方式
步骤:
1)主菜单上选水平轴对中,即程序1。
2)屏幕显示出可移动机器。灰色区为数据输入区。测量距离A,点触A区输入距离值,点OK确认。继续B区和C区的测量。距离D默认值为A的一半,也可D区人工输入实际值(见图7)。

图7 水平轴对中时屏幕显示
3)放置好准备对中的机器。
4)根据带图示水平仪的倾角计的显示,转动轴将TD单元转至12点钟位置。当达到正确位置±3o以内时,TD-M上的绿灯指示变成红绿闪烁。滑动探测器上的标靶,调节蓝色钮将激光束对准标靶中心(见图8)。

图8 TD单元在12点钟位置及调整激光束
5)将TD单元转至9点中位置。打开标靶,等TD值显示后点触9点钟图标(见图9)。

图9 TD单元在9点钟位置
6)依照倾斜计的显示,将TD单元转至3点钟位置,点触3点钟图标。这时屏幕显示出机器当前的水平位置(见图 10)。

图10 TD单元在3点钟位置
7)将TD单元转至12点钟位置,点触12点钟图标。这时屏幕显示出机器当前的竖直位置(见图11)。
图11 TD单元在12点钟的位置
8)竖直调整机器位置,直到平行偏差和角度偏差都达到允许误差范围内。
9)再转至3点钟位置,进行水平调整,达到对中的要求。
10)再转回到12点钟位置,点触12点钟图标,检查机器的定位是否符合要求。
11)测量和校准工作就此完成。可重复测量以确认测量结果。点触打印图标可将结果打印输出,也可以点触抽屉图标将结果保存,以便将来打印或传送到计算机。测量结果存入永久记忆,以当前日期和时刻为标签,详见内存管理器。
注:保存的是测量结果而不是机器调整后的显示读数,如要保存该显示读数,重复测量过程并点触抽屉图标。
3.3 激光找正系统的优点:
(1)激光束直线性好,不受重力影响,不会下垂出现挠度。
(2)激光接收单元阵间距很小,因而灵敏度高。
(3)内建数字处理器,可方便地对数据进行处理,直接计算出角度、平行偏差、地脚螺栓处的移动量、垫片调整量等多项结果。
(4)可利用找正仪进行实时监测调整,减少工作量。
(5)不受联轴器结构及尺寸影响,通用性强。
3.4 激光找正使用经验
1)先将粗找过同轴度的需要轴对中检测的设备连接,保证轴同步转动;
2)检查设备底座与基础的紧固螺栓、联轴器、震动及其他联接件等外部干扰因素,分析其对轴对中测量可能产生的影响;
3)将激光对中仪的瞄准探测器、显示器、接口连线等按照操作规程安装好。
4 结束语
便携式激光对中仪作为目前轴对中测试系统中的先进测量工具,凭借高效、精确,在实际应用中正逐步取代落后的百分表找正。与百分表找正相比,不仅提高工效几十倍,而且轴线偏移值和角偏移值找正精度也高。
(1) 李向华等.制浆造纸设备安装与维修.中国轻工业出版社,2009
(2) Fixturlaser Shaft 200型激光对中仪用户手册
2012-6-1
猜你喜欢
江苏安全生产(2021年5期)2021-07-16
学习与科普(2019年19期)2019-09-10
天津护理(2018年4期)2018-09-03
消费导刊(2018年10期)2018-08-20
中国医疗设备(2016年11期)2017-01-19
——目镜套筒
上海计量测试(2016年1期)2016-08-03
设备管理与维修(2016年7期)2016-04-23
中外医疗(2015年5期)2016-01-04
新疆钢铁(2015年3期)2015-11-08
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01