液压掘进钻车钎杆的研制与失效分析
2012-12-01 02:09唐文龙李永金
凿岩机械气动工具 2012年2期
唐文龙,李永金
(首钢贵阳特殊钢有限责任公司,贵州 贵阳 550005)
液压掘进钻车钎杆的研制与失效分析
唐文龙,李永金
(首钢贵阳特殊钢有限责任公司,贵州 贵阳 550005)
22SiMnCrNi2MoA是一种低碳高强度钢,具有很好的淬透性和淬硬性,以及良好的强韧性和渗碳性能,适用于制造液压掘进钻车用钎杆。通过对液压掘进钻车钎杆中空钢材的化学成分、高低倍组织、力学性能,以及产品组织性能、结构设计、制钎、机械加工、热处理工艺、矿山试验和失效试样的研究分析,说明采用科学合理的技术生产工艺,22SiMnCrNi2MoA中空钢可以制成质量稳定,具有较高综合机械性能和使用寿命的掘进钻车钎杆。
掘进钻车钎杆;结构设计;失效分析
0 前言
近年来,随着机械和液压设备技术的快速发展,液压掘进钻车和凿岩机向着大型化、自动化、全液压化、高冲击功率和大扭矩的方向发展。这类凿岩设备的冲击功率、转钎扭矩、凿岩推进速度、液压系统压力都大幅度提高,不但大大提高了凿岩作业的生产效率,而且降低了生产成本。现在,全液压掘进钻车已经广泛应用于基础工程施工建设、公路、铁路隧道开凿、边坡支护、大中型露天和井下矿山、采石料场、水电水利工程、国防工程施工等众多项目中的岩石掘进、矿物资源开采、锚杆锚固,以及石料开采等领域。随着钻爆工艺技术的进步,液压掘进钻车在工程施工中越来越显示出其优越性,使用量不断加大[1]。这一方面使得与之配套使用的液压掘进凿岩钎具的需求量不断加大,另一方面对凿岩钎具的性能和质量提出了更高的要求。
液压掘进钻车钎杆是液压掘进钻车主要配套使用钻具之一,在掘进凿岩作业中消耗量很大。国外质量好的液压掘进钻车钎杆价格昂贵。国产的液压掘进钻车钎杆,其综合机械性能和质量稳定性与国外质量好的液压掘进钻车钎杆相比还存在一定差距,而且国产液压掘进钻车钎杆的失效方式主要为螺纹部位断裂,断裂后造成断头和钎头掉在炮孔里无法取出,而导致废孔和丢失钎头,降低凿岩作业的生产效率,增加生产成本,使液压掘进钻车高效率的特点难以发挥出来[2]。因此,对液压掘进钻车钎杆进行研究分析,改进我国液压掘进钻车钎杆的综合机械性能,提高其质量稳定性和使用寿命,具有重大意义。
1 液压掘进钻车钎杆受力分析
1.1 轴向的压缩应力和拉伸应力
在进行凿岩作业时,高频率、大功率液压凿岩机活塞将冲击力作用在钎尾上,通过钎尾的螺纹端传递给钎杆,再经钎杆传递给钎头,最后钎头将冲击力作用在岩石上,岩石产生一个反作用力经钎头传递给钎杆,因此,在凿岩过程中钎杆承受轴向的压缩应力和拉伸应力。
1.2 弯曲应力
钎杆是一种细长杆件,钎杆不平直、钎杆自身重量、轴向推进力、凿岩机冲击力都可能使钎杆产生弯曲变形,导致冲击能量的非直线性传递,使钎杆在凿岩过程中承受弯曲应力。
1.3 扭转应力
钎具组(钎尾、钎杆、连接套、钎头)在凿岩过程中是由凿岩机回转部分带动而旋转的。钎杆在旋转过程中必须克服各种旋转阻力,因而钎杆在凿岩时承受扭转应力。
此外,在凿岩过程中,钎杆与孔壁、岩渣存在着碰撞和摩擦作用,钎杆中孔内通有高压水介质,这些水多从矿井内水源就地取用,其酸碱性较强,对钎杆表面和芯孔壁均有较强的腐蚀作用[3]。
2 液压掘进钻车钎杆选材与原材料检验分析
22SiMnCrNi2MoA是一种低合金高强度钢,具有良好的冲击强度和低的缺口敏感性,以及较好的延伸性。该钢淬透性很好,室温空冷可得到硬而韧的低碳马氏体,适合于空冷硬化及气体渗碳。在气体渗碳硬化条件下,具有高的耐磨性和疲劳强度[4]。因此,22SiMnCrNi2MoA钢适用于制造液压掘进钻车钎杆。
2.1 化学成分
制作试验液压掘进钻车钎杆用22SiMn-CrNi2MoA中空钢化学成分如表1所示。
2.2 高低倍组织
制作试验液压掘进钻车钎杆用22SiM-nCrNi2MoA中空钢高低倍组织如表2所示。

表1 化学成分

表2 高低倍组织
2.3 力学性能
制作试验液压掘进钻车钎杆用22SiMnCrNi2MoA中空钢力学性能如表3所示。

表3 力学性能
由表1、表2、表3可知,制作试验液压掘进钻车钎杆用22SiMnCrNi2MoA中空钢各项检测结果均达到较高的技术要求。
3 液压掘进钻车钎杆制钎工艺与结构设计
液压掘进钻车钎杆的生产工艺为中空钢材检验—定尺下料—墩锻杆体R38/T38螺纹端—加工螺纹。制钎时需要镦粗。镦粗的关键是控制温度,保证镦粗的饱满度和直线度。制钎时,采用中频感应加热,红外线测温仪精确控制始锻温度,避免了过烧和过热现象。使用从英国进口的250吨液压锻钎机进行镦粗,使镦锻的镦挤速度、饱满度、内孔直线度等得到了保证,成型效果达到较高的工艺技术要求。
液压掘进钻车钎杆的规格一般为:R32-H28-R28-5525mm;R38-H32-R32-3700/4300mm;T38/R38-Round32-R32-1220mm、1525mm;T38/R38-H35-R32-3700mm、3090mm等。根据掘进钻车钎杆在凿岩过程中应力波的传递原理,应当尽量减少钎具组连接处端面的突变。液压掘进钻车钎杆的结构设计如图1、图2所示。
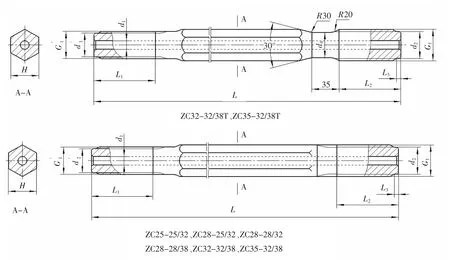
图1 掘进钻车钎杆
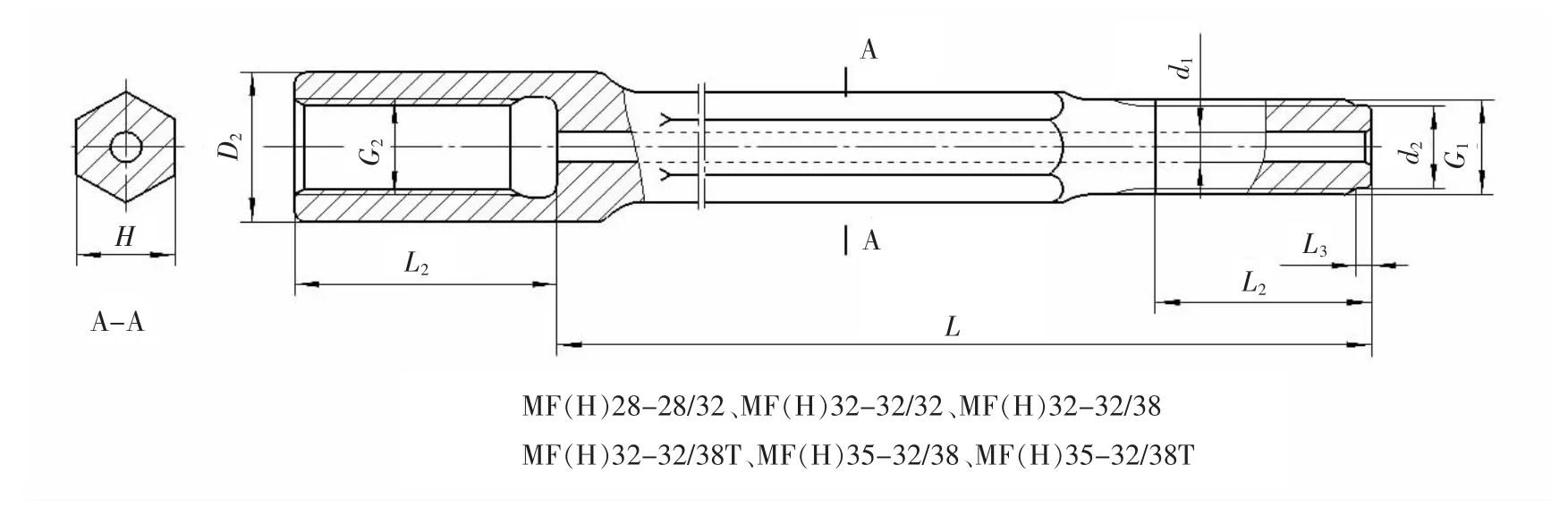
图2 快换掘进钻车钎杆
4 试验液压掘进钻车钎杆的表面热处理工艺与检验
液压掘进钻车钎杆的表面热处理工艺为整体渗碳—强制风冷—低温回火—矫直—抛丸—磷化—内孔清理—喷漆。采用该工艺生产材质为22SiMnCrNi2MoA,规格为R38-H32-R32-3700mm的试验液压掘进钻车钎杆,并进行硬度、组织和碳浓度检测。
4.1 制作金相试样
随机抽取一支经过渗碳、淬火与回火的钎杆 分别切取R32螺纹端 R38螺纹端和杆体试样。试样经精细研磨与抛光之后,制成金相试样,4%硝酸乙醇溶液浸蚀,其宏观形貌如图3所示。
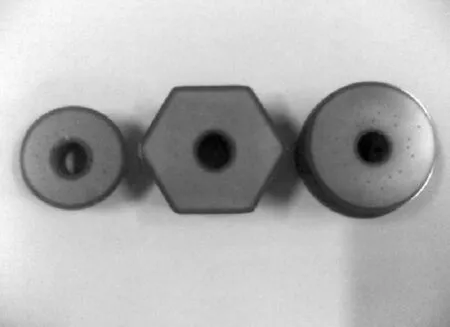
图3 R32试样、H32杆体试样、R38试样
4.2 试样的硬度与渗层深度
试验液压掘进钻车钎杆硬度和渗层检测情况如表4所示。
4.3 剥层试样的检测情况
渗碳试样剥层检测结果见表5、图4。
从表5和碳浓度曲线图4可知,剥层样上下区最高碳浓度分别为0.82C%、0.79 C%;第11层碳浓度分别为0.35C%、0.36C%;碳浓度梯度分别为0.035C%/mm、0.037C%/mm。碳浓度过渡平稳,分布较为合理。
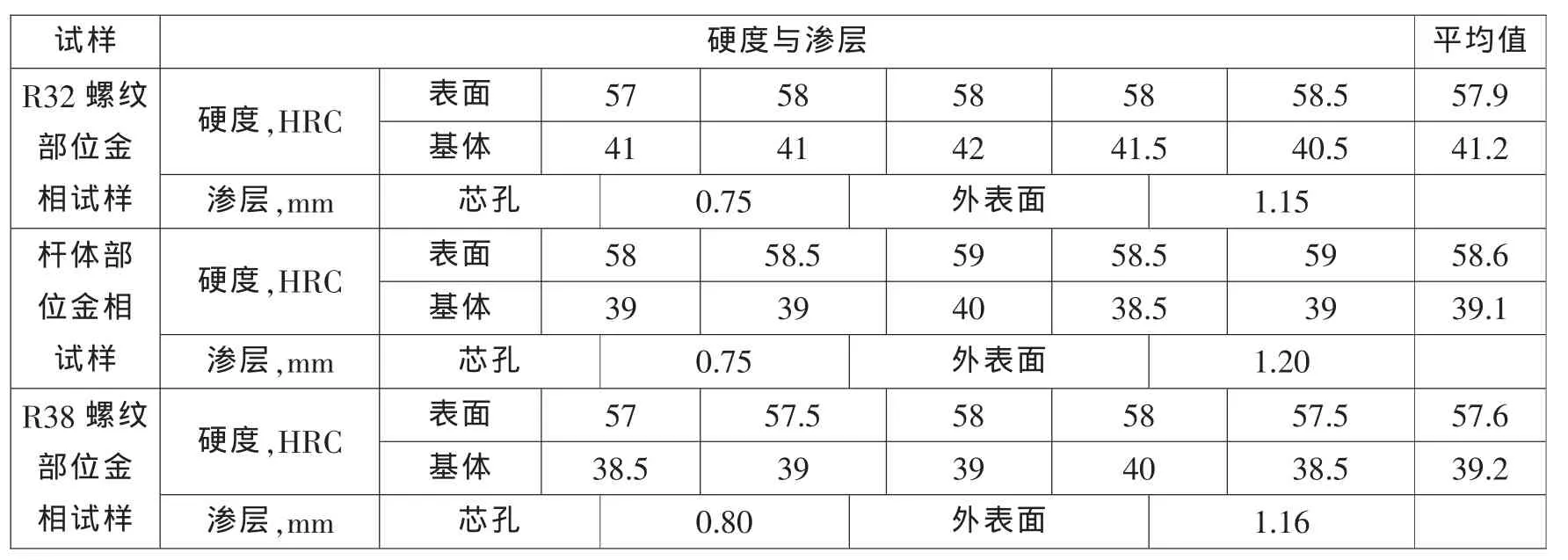
表4 表面和基体检测结果

表5 试样剥层碳含量(%)
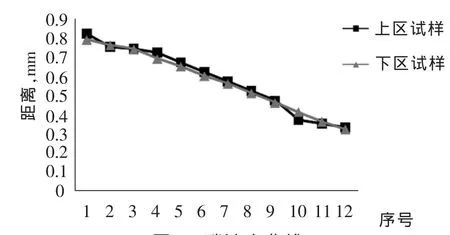
图4 碳浓度曲线
4.4 渗层显微维氏硬度
渗碳试样渗层维氏硬度检测数据见表6、图 5。

表6 渗层维氏硬度检测情况
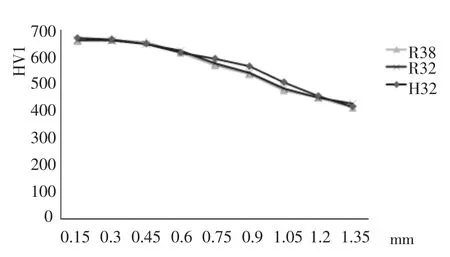
图5 渗层维氏硬度曲线
经过显微硬度法检测,R38螺纹端、R32螺纹端和H32杆体试样全渗层深度(HV1为450)分别为 1.18mm、1.17mm、1.20mm,有效硬化层深度(CHD550HV1)分别为 0.81mm、0.83mm、0.92mm。
4.5 显微组织
R38-H32-R32-3700mm试验液压掘进钻车钎杆渗层组织与基体组织,如图6、图7所示。
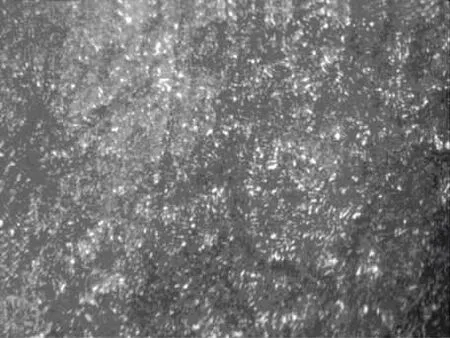
图6 渗层400X
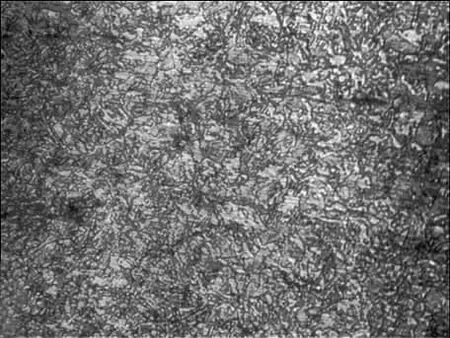
图7 基体400X
说明:渗层组织为细针状马氏体+少量残余奥氏体+颗粒碳化物,基体组织为板条马氏体+贝氏体+残余奥氏体。渗层与基体组织正常,渗层无大块状或网状碳化物,残余奥氏体的量很少,基体组织均匀,晶粒细小,这样的渗层和基体组织的配合,表明钎杆应当具有较好的强韧性能
5 矿山凿岩试验与失效分析
试验是在大型地下铁矿进行的,矿山试验场地岩石普氏硬度系数为f=12~16。该矿山岩石硬度较高,岩层分布不均匀,地质条件相当复杂,对液压掘进钻车钎杆的综合机械性能的要求很高。
此次用于试验的为R38-H32-R32-3700mm液压掘进钻车钎杆5支,配用准45-R32-7(齿)钎头、准48-R32-9(齿)钎头、准76-R32-12(齿)钎头、扩孔钻头,进口液压凿岩机钎尾、套管连接使用。凿岩设备为瑞典Atlas Copco公司产Boomer282液压掘进钻车,凿岩机型号为Cop1238ME。
5.1 试验结果分析
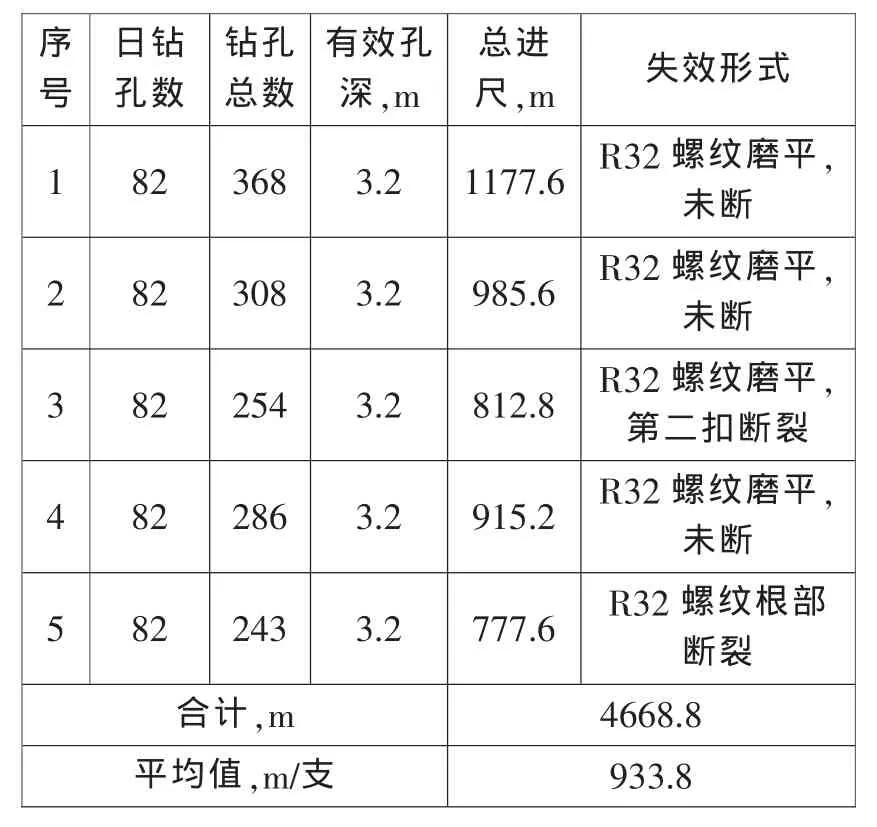
表7 液压掘进钻车钎杆试验数据
试验R38-H32-R32-3700mm液压掘进钻车钎杆数量为5支,钻凿总进尺为4668.8m,单支平均进尺为933.8m。相对于所在试验矿山使用的进口优质液压掘进钻车钎杆,其平均使用寿命约为1200.0 m。对试验钎杆宏观形貌鉴别分析,失效方式分别为R32螺纹部磨损失效、R32螺纹根部断裂、距离R32螺纹端面第二扣断裂,如图8、图9、图10所示。从试验结果可以看出,试验钎杆的主要失效方式是R32螺纹磨损失效,以及R32螺纹磨损之后疲劳断裂失效。说明采用22SiMn-CrNi2MoA钢,通过钎杆技术工艺生产的液压掘进钻车钎杆的性能和质量是能够满足使用性能要求的。

图8 R32螺纹部磨损失效

图9 R32螺纹根部断裂

图10 距离R32螺纹端面第二扣断裂
5.2 失效分析
5.2.1 液压掘进钻车钎杆R32螺纹磨损
一般情况下,液压掘进钻车钎杆的正常失效形式应为R32螺纹严重磨损,即螺纹波峰磨细或者磨平,以及在凿岩累计进尺较多的情况下,因磨损严重而发生疲劳断裂。造成R32螺纹磨损失效的方式为微动磨损和冲击磨损,在凿岩过程中,随着凿岩作业的不断进行,新旧钎头的更换,R32螺纹的磨损程度不断加大,R32螺纹与新旧钎头的配合间隙也越来越大,磨损将会由最初配合良好时产生的微动磨损,渐渐地过渡到配合间隙较大时产生的冲击磨损。冲击磨损将导致螺纹迅速磨损,造成钎杆迅速磨损失效。另外在大功率液压凿岩机的冲击和扭转的作用下,R32螺纹与新旧钎头的配合处会形成线接触或面接触,造成螺纹表面局部高温,螺纹表面硬度和耐磨性降低,甚至形成熔蚀坑,进而转变为裂纹源。
5.2.2 液压掘进钻车钎杆R32螺纹断裂
将R32螺纹磨损失效样放入70%盐酸中煮一个小时,然后用热水清洗吹干,如图11(a)、(b)所示。 从图中可以看出,在液压掘进钻车钎杆R32螺纹根部和距离R32螺纹端面第二扣处疲劳源最严重,而且出现了熔蚀坑,说明在凿岩过程中,钎杆的这两个部位所受到的应力是最大的,也容易产生高温形成熔蚀坑,所以液压掘进钻车钎杆非常容易在这两个部位断裂失效。
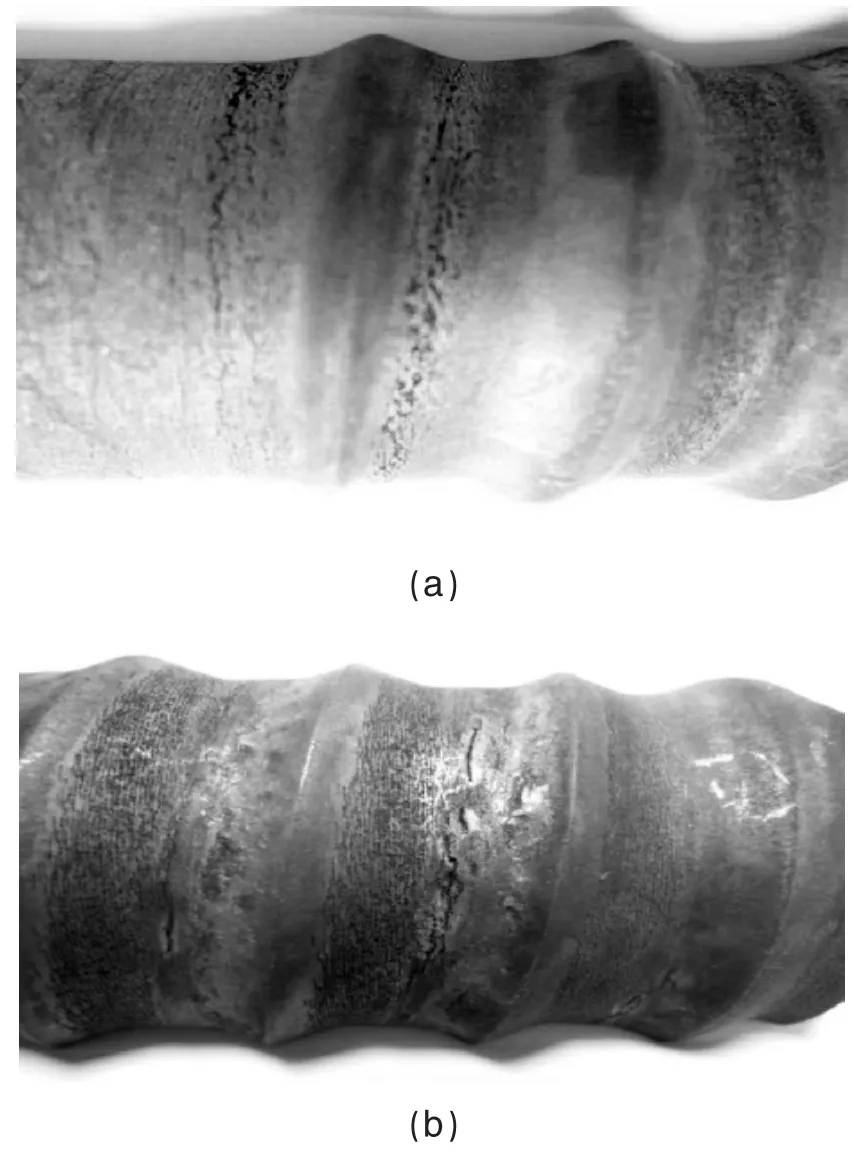
图1 1R32螺纹部位失效样在70%盐酸中煮1h后宏观形貌
在凿岩过程中,工作人员操作Atlas Copco Boomer 282/281台车,一般使用钻杆与准76-R32-12齿钎头或扩孔钻头(如图12所示)钻凿掘进面的掏心孔,由于准76-R32-12齿钎头和扩孔钻头对钎杆R32螺纹部位产生的拉压应力、扭转应力、弯曲应力、推进阻力、摩擦力均很大,易造成R32螺纹部位断裂,主要表现在R32螺纹部位与钎头配合处断裂。

图12 准76-R32-12齿钎头和扩孔钻头
5.2.3 液压掘进钻车钎杆R32螺纹部位与钎头的配合
矿山使用不同厂家的钎具产品,造成液压掘进钻车钎杆R32螺纹部位与钎头配合有多余的螺纹露出,以至很难保证良好的配合公差尺寸,如图13所示。这样将有可能导致液压掘进钻车钎杆R32螺纹部位较早磨损或断裂而失效。

图13 钎杆与钎头配合不佳而导致有多余的螺纹露出
5.2.4 失效液压掘进钻车钎杆的组织
从失效液压掘进钻车钎杆上切取纵向试样,磨制成金相试样,4%硝酸乙醇溶液轻微浸蚀。在显微镜下观察,可以发现试样上靠近芯孔处存在轻微的带状组织,如图 14(a)、(b)所示。带状组织的存在使钢的组织不均匀,力学性能产生各向异性,纵向性能比横向性能好,特别是横向塑性和韧性明显降低,严重的带状组织容易成为疲劳断裂的薄弱环节。
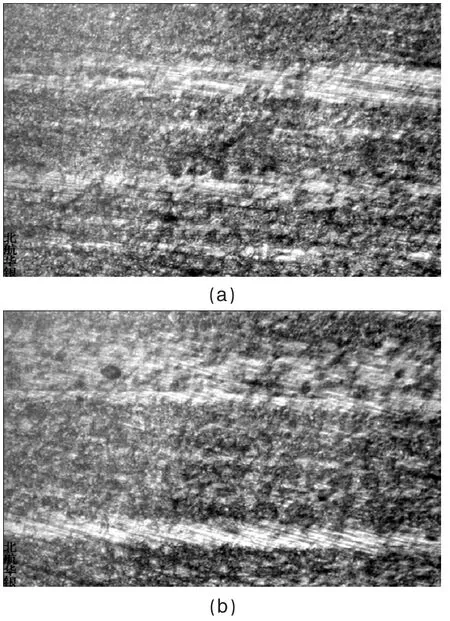
图14 带状组织
6 讨论
(1)液压掘进钻车钎杆要获得较高的使用寿命,渗层应该具有较高的硬度、耐磨性和接触疲劳强度,基体应具有很高的强韧性。因此,在制定生产工艺时,应当从细化晶粒,提高强韧性方向出发,制定适当的工艺参数,获得优良的渗层和基体组织。同时,减少能耗,降低生产成本。
(2)钻凿掘进面的掏心孔,由于准76-R32-12齿钎头或扩孔钎头对钎杆R32螺纹部位产生的扭矩、弯曲应力、推进阻力、摩擦力均增大,易造成R32螺纹部位断裂,主要表现在R32螺纹根部与钎头配合处断裂。需要加强控制冶轧质量、制钎、机加工和热处理质量,保证钻车钎杆的综合机械性能,特别是R32螺纹部位抗弯曲、抗扭转、抗断裂的性能。
(3)在结构设计特点方面,国产液压掘进钻车钎杆R32螺纹部位为缓慢收刀方式,R32螺纹端面为凸台结构,这样的结构应该具有其合理性。国外优秀的液压掘进钻车钎杆R32螺纹部位为加长收刀方式,其端面单边有冷却小圆弧槽,与钎头配合之后,凿岩时压力水可通过小圆弧槽、配合间隙,对钎杆R32螺纹部位进行冷却,有助于减缓R32螺纹部位磨损以及产生高热形成熔蚀坑。因此,钎杆R32螺纹部位为加长收刀方式结构值得借鉴。
(4)掘进钻车钎杆的垂直度、直线度、抛丸、防腐等因素,对钎杆的使用寿命有着很大的影响。在制钎和机加工时,钎杆两个端面和螺纹轴线垂直,使得钎杆端面在凿岩过程中所受到的冲击力均匀。直线度好的钎杆,使用时不但可以有效的传递冲击能量和回转能量,而且能够减少因弯曲和扭转应力造成的疲劳断裂。抛丸表面强化可以去除表面的轻微氧化脱碳,表面获得压应力,提高钎杆表面的硬度和疲劳强度。国内外钎杆的防腐一般采用磷化挂蜡或磷化喷漆工艺,均能取到较好的防腐效果。
7 结论
(1)通过严格的冶金工艺,获得理想的化学元素配比,有效控制杂质元素和有害元素的比例。探索应用优良的轧制工艺,生产出表面质量好、几何尺寸合格、组织细小的中空钢。这样的中空钢原材料具备很好的力学性能,是制造高品质钎杆的基础。
(2)渗层较理想的组织为细针状马氏体、少量残余奥氏体、粒状碳化物,无大块状和网状碳化物;基体较理想的组织为板条马氏体、贝氏体、残余奥氏体。良好的渗层和基体组织,有助于提高钎杆的抗弯、抗扭转、抗拉压和接触疲劳强度。
(3)合理的结构设计,良好的制钎和机加工质量,保证钎杆获得较高使用寿命。国产液压掘进钻车钎杆R32螺纹端为缓慢收刀方式,其逐渐变小的结构,增加钎杆的抗弯曲性能,能够在较高载荷下承受较大的弯曲应力。掘进钎杆的R38和R32螺纹端面为凸台结构,能够有效防止钎杆端面因冲击而被打堆。
(4)从失效分析的情况来看,液压掘进钻车钎杆的正常失效形式应为R32螺纹部位波峰磨细或磨平,以及在累积进尺较多、严重磨损的情况下产生的疲劳断裂。通过对失效钎杆的失效形式分析,可以知道掘进钎杆(特别是R32螺纹部位)应具有很高的耐磨性能、抗弯曲性能、抗扭转性能、抗断裂性能。
(5)通过选材、合理的技术生产工艺、检验分析、矿山凿岩试验和失效分析,说明材质为22SiMnCrNi2MoA中空钢材、经过制钎和机加工之后,采用整体渗碳-强制风冷-低温回火热处理工艺生产的液压掘进钻车钎杆,使用性能获得客户的认可。国产液压掘进钻车钎杆性价比高,可以满足矿山凿岩作业使用需要,具有较强的市场竞争力。
(6)随着科学技术的不断创新和进步,我国地下工程施工中使用全液压掘进凿岩钻车的数量将会快速增长,研制高性能、质量稳定、使用寿命和性价比高的掘进钻车用钎杆,是钎具工作者重点关注的课题。
[1]胡铭,董鑫业.瑞典凿岩钻车用球齿钎头[C].第十五届全国钎钢钎具年会论文集,2010:82-83.
[2]胡铭、董鑫业.瑞典阿特拉斯公司凿岩钻车与凿岩机械 [C].第十五届全国钎钢钎具年会论文集,2010:260-262.
[3]徐斌、唐文龙.采矿钻车快换钎杆凿岩试验与失效分析[J].矿山机械 ,2011,8(39):14-17.
[4]黎炳雄,赵长有,肖上工,董鑫业,胡铭.钎具用钢手册[M].贵阳:中国钢协钎钢钎具协会,贵阳钎钢研究所情报室,1998.
TD421.2+5
B
猜你喜欢
腐蚀与防护(2022年6期)2023-01-10
中国港湾建设(2022年6期)2022-07-05
金属热处理(2022年6期)2022-06-29
建材发展导向(2022年6期)2022-04-18
金属加工(热加工)(2022年1期)2022-02-14
煤气与热力(2021年2期)2021-03-19
科学技术与工程(2020年32期)2020-12-15
凿岩机械气动工具(2019年3期)2019-10-08
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23