钢丝网骨架塑料复合管的电熔焊接工艺
2012-11-29 03:30侯中伏
中国化工贸易 2012年9期
侯中伏
沙多玛(广州)化学有限公司[一期工程],总投资6000多万美元。由我公司负责施工总承包,该工程管道总长约27629m,包括不锈钢管、无缝钢管、镀锌管、焊接钢管、塑料管、钢丝网骨架塑料复合管等。其中钢丝网骨架塑料复合管约2239m,主要分布在厂区,焊接质量对管道安装的质量起着决定性的作用。下面就结合工程实际,介绍钢丝网骨架塑料复合管的电熔焊接工艺。
一、结构形式
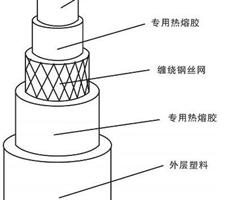
钢骨架塑料复合管是以高强度钢丝左右螺旋缠绕成型的网状骨架为增强体,以高密度聚乙烯(HDPE)为基体,并用高性能的粘接树脂层将钢丝网骨架与内外高密度聚乙烯紧密连接在一起。该粘接树脂是一种高性能粘接材料,属于HDPE改性材料,与HDPE在加热条件下能完全熔融为一体,同时,其极性键与钢有极强的粘接性能,由于粘接树脂的使用,成功地解决了钢、HDPE间无连接因子的问题,具有更优良的复合效果。
二、焊接原理
钢骨架塑料复合管的连接采用电热熔连接和法兰连接两种方式。电热熔连接是将复合管插到电热熔管件中,对预埋在管件内表面的电热丝通电使其发热 。先使管件内表面熔化而产生熔体,熔体膨胀并充满管材管件的间隙,直至管材外表面也产生熔体,两种熔体互相熔融在一起,冷却成型后,管材与管件紧密连接为一体。
三、焊接前准备
1.人员准备
1.1施焊人员已接受技术交底,掌握焊接工艺的要点;
1.2施焊人员已熟悉设备的操作规程。
2.材料准备
2.1管材的内外壁应光洁平顺,不允许有气孔,裂纹,分解变色线及明显的划痕,但允许有因自然收缩引起的细微凹坑和凸起;
2.2管件应完整,无缺陷,无边形;加热组件应完好无损;
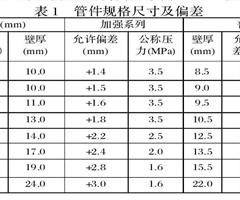
2.3管件规格尺寸及偏差应符合表1要求(见下表):
表1 管件规格尺寸及偏差
2.4检查管件与管材的压力等级是否匹配。
3.机具准备
3.1确认热熔设备的额定电压是否与电源相符;
3.2检查热熔设备的显示是否正常;
3.3检查热熔设备的动作是否灵敏。
四、焊接工艺
1.工艺流程
下料→刮氧化层→清洁焊接面→测量管件→承插深度标记→电阻测试→承插→通电→→焊接→冷却
2.焊接工艺
2.1根据实地安装需要的长度进行下料,切割时必须使用专用的割管器垂直切割管材,切口应平整,去毛刺、飞边。
2.2刮去管材表面的氧化层,清洁管材与管件的焊接部位,避免沙子、灰尘等损害接头的质量。
2.3根据管件承插深度,用标识笔标记好管材上的承插深度线。
2.4装配前,用万用表检测管件的铜线圈是否通路。将管材装入电熔管件适当深度,用榔锤敲击电熔管件四周,直至管件边缘与承插深度线重合为止,禁止敲击接线柱位置。
2.5管线装配好后,固定接头位置,有直通和大小头的,要求管件两侧的管材同轴,三通和弯头要求各连接口的管材同面,以保证焊接管件时,接头上不受任何外力因素的影响。
2.6接通电源,并根据管件焊接参数将热熔焊机的参数调节校正。
2.7以上各环节,确认无误后,启动焊机进行焊接,并随时监测焊接参数显示是否正常。
2.8管件冷却后,切断电源,并拆除夹具。电熔连接冷却期间,不得移动连接件或在连接件上施加任何外力。
五、焊接的重点难点
1.对接管段均应具有与焊机匹配的良好的加工与焊接性能。
2.在寒冷气候、大风环境下焊接时,应采取保护措施。
3.需焊接的表面,临焊接前必须刮除氧化皮、洁净;在本工程施工过程中,就曾出现因氧化皮清理不干净,使电熔管件与管材没有完全融合的现象。
4.电熔管件不用时不拆包装,严格按焊机说明书和管件条码规定的时间值进行焊接。
5.电熔管件在焊接前,应固定牢固。
6.电熔连接冷却固化时间要充分。
六、电熔焊接的优点
1.快速:钢丝网骨架复合塑料管的电熔焊接无需焊丝等焊接材料,节省了焊接时间。
2.焊接方便:钢丝网骨架复合塑料管的电熔焊接时,只需配备专用的焊机和简易工具,操作比较方便,特别是在管沟等作业面狭小的空间内。
3.密封性好:电熔焊接是将管材与管件互相熔融在一起,冷却成型后,紧密连接为一体,能够确保焊接接头密封、不泄露。
七、结束语
2007年,我分公司成功地完成了沙多玛(广州)化学有限公司[一期工程]管道安装工程的施工任务,并受到建设单位的好评。经过近几年的施工实践和建设单位的使用效果证明,钢丝网骨架塑料复合管的电熔焊接工艺已形成了较完整和成熟的工艺技术,值得推广使用。
参考文献
[1]中科华飞管业(东莞)有限公司的钢丝网骨架塑料(聚乙烯)复合管技术手册.
[2]中国化学工程第四建设有限公司质量管理程序文件.
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
电子乐园·上旬刊(2022年5期)2022-04-09
发明与创新·大科技(2020年6期)2020-06-22
山东工业技术(2018年14期)2018-08-20
中国建筑金属结构(2018年4期)2018-05-23
农业工程技术·温室园艺(2017年3期)2017-07-13
建筑工程技术与设计(2015年22期)2015-10-21
科技致富向导(2013年19期)2013-11-19
科技致富向导(2013年7期)2013-05-30
现代营销·经营版(2013年9期)2013-05-14