
铜-康铜微细热电偶制作新工艺
2012-11-28 02:22:38孙兴华钱北行
航天器环境工程 2012年1期
周 艳,孙兴华,钱北行
(北京卫星环境工程研究所,北京 100094)
0 引言
真空热试验是航天器研制过程中必不可缺的试验项目。试验中需要监控大量的温度数据,因而离不开温度传感器。热电偶以其灵敏度高、稳定可靠、互换性好、价格低廉等特点,成为航天器热试验中应用最为广泛的温度传感器。它将两种不同材质的导体连接在一起形成回路,如果连接两端处于不同的温度场,在回路中就会产生温差,可利用热电动势的原理来实现温度测量。目前,热试验中应用的热电偶是利用经过标定的热偶丝焊接制成,其制作工艺将直接影响到传感器的测量精度和可靠性,是决定热试验成败的关键环节之一[1-2]。传统工艺方法存在着操作复杂、质量难以控制并且不可避免地引入其他材质等问题,因此,对于热电偶制作工艺的研究具有很大的实用价值。
1 热电偶制作的一般要求和常用方法
根据热电偶测温原理,热电偶回路中的热电动势只与构成回路的两个电极材料和热电偶的两个接点温度有关,因此,热电偶接点焊接的质量对测量结果有直接的影响。对于热电偶制作的一般要求是:焊点必须光滑、牢固,不得有砂眼和裂纹;为了减小传热误差和动态响应误差,焊点的尺寸要尽量小,通常为热电偶丝直径的2倍~3倍,这对于低温热电偶来说尤为重要[3]。此外,如果接点掺杂了其他杂质,还会产生寄生电势,所以进行焊接操作时,应避免引入第三种介质。
目前,热电偶常用的焊接方法主要有气焊法和电弧焊法。这两种方法都存在技术上的缺陷:例如气焊法只适用于直径在2 mm以上的热电偶焊接,并且需要气焊设备,焊接工艺较复杂,温度和时间难以掌握,焊接质量不易控制;而通过电弧焊接方法通常要使用石墨或碳粉,因此易在焊接点和附近的电极上产生渗碳玷污,并且成品率不高。另外,利用上述方法焊接都是暴露在空气中完成的,焊接过程中难免会使热偶材质发生氧化给热电偶引入第三种介质杂质,从而给测量结果带来一定的理论误差[4-5]。
下面以航天器真空热试验中应用最广泛、直径为0.2 mm的铜-康铜热电偶的焊接为例,介绍一种在惰性气体保护条件下利用高压放电技术实现热电偶焊接的新工艺方法。
2 热电偶制作新工艺
2.1 工艺流程
新工艺方法主要包括剥线、拧制、裁剪和焊接4个步骤。如图1所示,首先用热脱器除去铜和康铜热偶线端部绝缘层,剥线长度约12 mm,然后将裸露金属丝部分穿过缝衣针的针孔均匀拧制出2~3个“麻花”,如图2所示。拧制完成后将端部裁剪齐整,进行最后的焊接工作。焊接时拧制处将被烧熔,形成热偶头。整个工艺流程中,最关键的环节就是热电偶的焊接,焊接效果的好坏直接影响到热电偶的质量和可靠性。
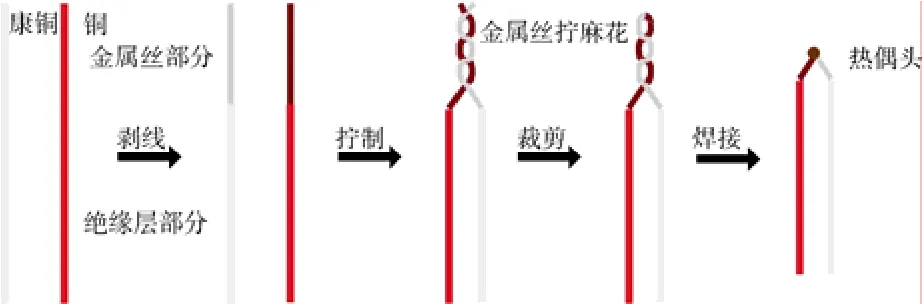
图1 新工艺流程图Fig. 1 Flowchart of the new process

图2 拧制方法示意图Fig. 2 Schematic diagram of the twisting method
2.2 热电偶焊接系统原理
在新工艺中,热电偶的焊接过程是利用一套专门的电气系统完成,该系统主要包括电路和气路2个部分,其结构和原理如图3所示。

图3 热电偶焊接系统原理图Fig. 3 Principle diagram of the welding system for thermo-couple welding
电路部分主要是通过产生瞬时大电流将热偶丝熔结在一起;气路部分则是焊接时通过向气密室内通入惰性气体以达到防氧化的目的。
具体操作步骤如下:首先打开气罐截止阀;待压力表示数稳定后,通过调节流量调节阀和观察流量计,将一定流量的惰性气体通入焊接气密室,从而将焊接气密室的空气排空;然后将前面拧制完成的成对热偶丝从气密室通孔中穿入,启动时间继电器,从观察窗中可以看到正负电极之间产生电弧将热偶丝拧制“麻花”部分熔结在一起,形成热偶头,从而完成整个焊接过程。
2.3 焊接工艺参数的影响
从新工艺热电偶焊接的实现过程可以看出:影响焊接效果的工艺参数主要有焊接电流、放电时间和气体流量。
1)焊接电流
焊接电流的大小决定了焊接能力。焊接电流的选择主要与热偶丝材质和直径有关,通常熔点高、直径大的材质需要的电流也较大。对于同一种材质和直径的热偶丝,电流如果过大,则瞬间产生巨大的能量,将很难实现对热偶头形态的控制;而电流过小则无法将热偶丝彻底烧熔,影响热偶头的焊接强度。
2)放电时间
放电时间主要用于实现对热偶头形态的控制。放电时间太短热偶头熔结不牢,而时间过长热偶头尺寸会很大,达不到热电偶的制作要求。
3)气体流量
本系统采用的惰性气体为 He。合适的气体流量可以实现焊点的光亮、美观。如果流量太大,则热偶丝在气密室里无法保持稳定;流量过小,则无法完全达到防氧化的目的。
综上可以看出,焊接参数的设定也是一项关键因素。因此系统提供了调节焊接电流、放电时间和气体流量的功能,使用时,可以根据热偶丝的材质和直径进行设定。
3 新工艺制作效果
为了对此新工艺的效果进行客观、有效的评价,委托中国科学院低温计量测试站对采用新工艺制作的铜-康铜热电偶进行了技术评价测试试验。取两组各10支分别采用传统工艺和新工艺制作的热电偶,对这些热电偶在-196 ℃、-40 ℃、100 ℃三个温度点热电势的稳定性和一致性进行考察,对比结果见表1。此外,对根据实际操作反馈的效果也进行了比较,具体见表2。

表1 热电势稳定性和一致性对比结果Table 1 Comparison of the stability and consistency of thermocouple
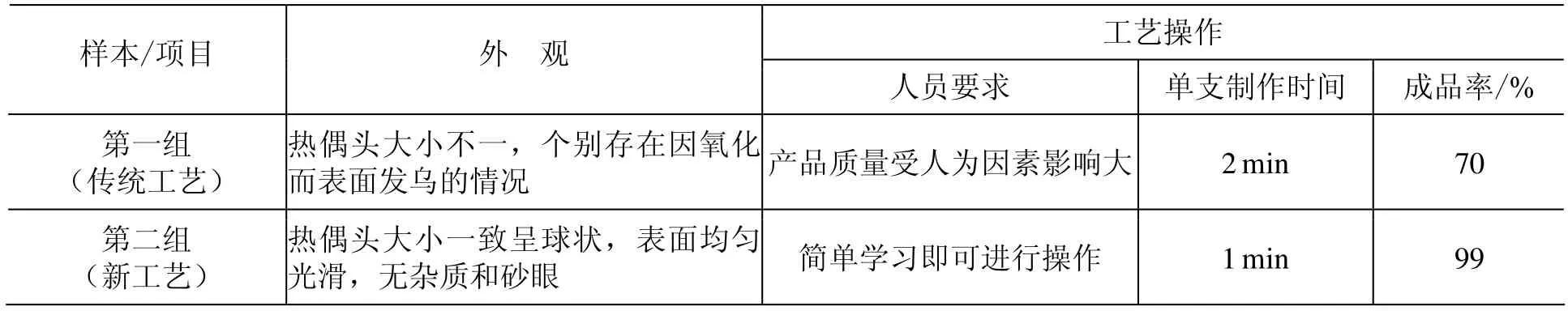
表2 热电偶外观和工艺操作对比结果Table 2 Comparison of thermocouple’s appearance and processing
从表1可以看出,新工艺制作的热电偶在热电势的稳定性和一致性方面与传统工艺在同一水平,表明新工艺对热电偶的测量结果没有影响。而从表 2可见在工艺操作和外观上新工艺明显优于原工艺,最大的优点在于很大程度上降低了操作人员技能水平等人为因素对产品质量的影响,提高了热电偶制作的效率和可靠性。
4 结束语
本文提出并实现了一种常用的铜-康铜热电偶制作新工艺。该工艺在热电偶焊接时使用了一套专门的自动化系统,操作简单,使得热电偶的制作效率和成品率得到了极大的提高;同时,采用了惰性气体保护焊接技术,彻底解决了焊接过程中因氧化而引入第三种介质的问题,对于提高热电偶测温精度有重要的意义。
(References)
[1]郭赣. 真空热试验温度测量系统[J]. 航天器环境工程,2009, 26(1): 34 Guo Gan. Temperature measurement system for spacecraft thermal vacuum tests[J]. Spacecraft Environment Engineering, 2009, 26(1): 34
[2]吴大军. 真空热试验试件数据测量软件的通用化设计[J].航天器环境工程, 2003, 20(2): 56 Wu Dajun. The design of versatile measurement software for vacuum thermal test[J]. Spacecraft Environment Engineering, 2003, 20(2): 56
[3]陈良, 侯予, 习兰. 铜-康铜热电偶的标定与误差分析[J].低温工程, 2008(6): 166 Chen Liang, Hou Yu, Xi Lan. Calibration of copperconstantan thermocouple and related error analysis[J].Cryogenics, 2008(6): 166
[4]林贻强, 芮冬梅. 热电偶测量端的焊接方法[J]. 仪器仪表标准化与计量, 2001(6): 38-39 Lin Yiqiang, Rui Dongmei. Welding method of thermocouple’s measuring part[J]. Instrument Standardization & Metrology, 2001(6): 38-39
[5]薛郑生. 一种热电偶制作方法[J]. 现代制造工程,2003(7): 88-89 Xue Zhengsheng. Research of thermocouple making[J].Modern Manufacturing Engineering, 2003(7): 88-89
猜你喜欢
化工管理(2021年7期)2021-05-13 00:46:28
电子制作(2019年19期)2019-11-23 08:41:54
世界农药(2019年3期)2019-09-10 07:04:12
重型机械(2019年3期)2019-08-27 00:58:52
中学生数理化·八年级物理人教版(2018年9期)2018-11-09 01:21:52
现代园艺(2018年2期)2018-03-15 08:00:55
Coco薇(2015年10期)2015-10-19 12:17:50
Coco薇(2015年10期)2015-10-19 12:17:14
云南电力技术(2015年2期)2015-08-23 01:31:52
中国药业(2014年17期)2014-05-26 09:07:32
