植物蛋白高水分挤压组织化技术的现状及发展
2012-11-23 03:45解铁民李哲滨张英蕾卢淑雯
中国粮油学报 2012年8期
高 扬 解铁民 李哲滨 洪 滨 张英蕾 卢淑雯
植物蛋白高水分挤压组织化技术的现状及发展
高 扬 解铁民 李哲滨 洪 滨 张英蕾 卢淑雯
(黑龙江省农业科学院食品加工研究所,哈尔滨 150086)
结合国内外相关文献对高水分蛋白挤压技术的研究进行总结,并将挤压机作为生物反应器,以此为基础系统论述了大豆蛋白、小麦蛋白等植物蛋白原料的高水分挤压组织化技术。在总结过程中,对高水分挤压技术的发展历程、高水分挤压设备、挤压机理、相关的技术特点等方面进行论述,探讨了植物蛋白高水分挤压过程中蛋白质特性的变化以及相关的挤压系统参数对挤压蛋白产品组织结构的影响,并阐述了这项技术的研究动态及发展前景。
植物蛋白 高水分挤压 蛋白质结构 流变学特性
植物蛋白的高水分挤压组织化技术是国际上新兴的蛋白质质构重组技术[1],利用该技术能够生产出组织化程度高、食用方便、营养丰富,且具有动物蛋白质构特性的产品,可作为动物蛋白替代产品满足人们日常饮食及营养摄入的需要。现阶段,蛋白质质构重组技术的商业化应用几乎都是采用中低水分(物料含水率<40%)挤压技术进行生产加工的,其产品与高水分挤压产品相比,需复水后方可食用,且咀嚼性差,没有“肉感”。在20世纪70年代,高水分挤压组织化技术由于受其基础理论和加工设备的限制还不能够实现。进入80年代,随着制造业的发展,挤压机技术尤其是双螺杆挤压机复杂机筒、螺杆以及模头设计技术的进一步发展,使得高水分(40%~80%)挤压组织化技术的应用成为可能[2]。采用双螺杆挤压机对植物蛋白进行高水分(物料含水率≥40%)挤压是一个新的加工领域,目前商业化生产中仅美国、加拿大、欧洲和泰国有极少数企业在进行相关产品的生产,在我国尚属空白。因此,高水分组织化蛋白产品在我国具有广阔的发展前景。
随着挤压加工技术的发展以及其巨大的优势,高水分挤压加工技术已经逐渐开始应用于食品加工领域。同时,一些学者针对挤压机理展开探讨,研究了植物蛋白原料在挤压过程中发生的复杂理化改变,以及挤压产品的质构、理化特性等问题。近些年来,随着对挤压加工过程的深入了解和对其过程的有效控制,高水分蛋白挤压加工技术必将得到更为广泛的应用。
1 植物蛋白的高水分挤压技术
1.1 植物蛋白的营养与特性
蛋白质作为有机体构成的重要组成部分,在人们的日常饮食以及营养摄入中占有非常重要的地位。蛋白质通过为生物体提供必需的氨基酸,为生物的成长、生命的维持提供物质基础。目前,人类所摄取的蛋白质资源主要分为动物蛋白和植物蛋白两类。动物蛋白的营养价值较高,是人们膳食中优质蛋白质的主要供给来源。但动物蛋白摄入过多,会导致肥胖、高血压、高血脂、心脑血管等疾病糖尿病等疾病[3]。因此,开发低脂肪、低胆固醇的植物蛋白资源以满足人类的膳食需要具有重要的意义。
植物蛋白作为人类重要的蛋白质来源之一,除了其具有资源丰富、价格低廉等优势外,还具有独特的功能特性,例如吸水性、持油性、乳化性、起泡性、成纤维性、凝胶性等性质[4]。正因为植物蛋白独特的功能特性,使其广泛应用于食品加工领域。尤其是植物蛋白的高水分挤压技术在食品工业中应用,不仅改善了植物蛋白的质构、口感以及营养价值,还成为提高植物蛋白有效利用率的重要方法。例如采用大豆分离蛋白、浓缩蛋白以及谷朊粉作为原料,通过高水分挤压技术可实现植物类蛋白的重组,使其形成的产品质构类似于肉的纤维状组织[5]。高水分挤压适用于工业化、连续化大生产,挤压过程是将输送、捏合、剪切、均质、熟化、杀菌、成型等多个单元操作同时完成,其过程具有连续的高温、高压、短时加工处理等特点,经此过程得到的挤压产品清洁卫生、品种多样。
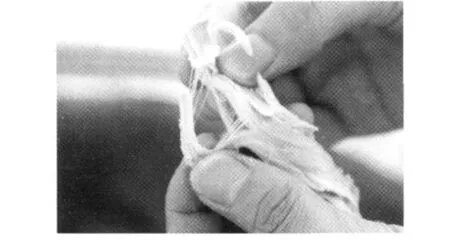
图1 植物蛋白高水分挤压仿肉制品
1.2 高水分挤压加工设备
双螺杆挤压机是实现植物蛋白高水分挤压所必须的主体设备。双螺杆挤压机与单螺杆挤压机相比,不仅其输送和混合性能较好,而且还具有螺杆组合可变、利用效率较高等优点,因此双螺杆挤压机的适用范围更为广泛[1]。单螺杆挤压机与双螺杆挤压机的输送原理各不相同,单螺杆挤压机主要依靠物料熔体与套筒以及螺杆与熔体之间的摩擦力进行物料输送,因此单螺杆挤压机套筒要设计成带螺槽的结构,这样与螺杆相互捏合,才能更好的达到输送物料的作用。双螺杆挤压机主要依靠两根螺杆相互捏合进行物料的输送,可以通过改变螺杆组合实现提高向前输送物料效率的目的。高水分挤压其摩擦力以及物料的黏性耗散较低,采用双螺杆挤压机调整螺杆组合可以达到降低压力、减少漏流的作用,因此双螺杆比单螺杆更适合加工水分含量高的物料[6]。双螺杆挤压机的应用促进了植物蛋白高水分挤压技术的发展。国际上一些挤压机制造商如Clextral、Wenger、PAVAN、布勒、科培隆等多家公司均可提供商业化的高水分挤压机,其中法国Clextral公司是第一个将高水分挤压技术用于商业化的挤压机制造商。在国内湖南FUMACH、江苏的牧羊公司也能提供商业化的高水分挤压设备。

表1 单螺杆和双螺杆挤压机的主要差别[7]
1.3 高水分蛋白挤压机理及其过程中蛋白特性的变化
在植物蛋白高水分挤压组织化过程中,物料在挤压机套筒内受到加热、输送、混合、剪切、摩擦等作用,导致蛋白变性,使维持蛋白结构的氢键、离子键、二硫键等被破坏,形成具有可塑性的熔融体。当物料经冷却模头挤出时,模头的存在使物料的熔融体沿着挤出方向产生定向流动并将物料进行定型冷却,使其蛋白分子凝聚,并沿着挤出方向呈线性排列,最终获得丝状结构的组织化蛋白[8]。
1.3.1 滞留时间对蛋白特性变化的影响
熔融是形成蛋白质交联反应的重要条件[9],而物料在机筒内的滞留时间直接影响物料熔融状态的形成。Cheftel等[10]通过研究发现高水分(≥60%)植物蛋白在高温(140~180℃)、高压(1.7~6.0 MPa)条件下,要使植物蛋白在挤压过程中形成可塑性的熔融体,其物料在套筒内的滞留时间不应少于150 s。增加物料在套筒内的滞留时间,可以采用L/D值(L为套筒长度,D为套筒直径)较大的套筒;或是降低螺杆转速和喂料速度;再或者采用阻力较大的螺杆结构(增加捏合块和反向剪切元件)。此外,采用阻力较大的螺杆结构,可以增加熔融体的传热速率,从而增强蛋白的塑化程度,有利于蛋白质交联反应的发生[10]。
1.3.2 物料成分对蛋白特性变化的影响
一些研究者还针对高水分挤压过程中,不同类型的蛋白以及所添加的配料对高水分挤压蛋白组织化纤维结构的影响进行了研究。Cheftel等[10]发现在相同条件下用浓缩大豆蛋白作为挤压原料要比用分离蛋白更容易挤出具有组织化纤维结构的蛋白产品。而在大豆分离蛋白中添加谷朊粉(小麦蛋白)也更有利于组织化蛋白形成纤维状结构。
配料类型对重组蛋白的质构有着不同的影响(加强或抑制)。例如挤压的植物蛋白原料中含有油脂不利于组织化纤维的形成。因为油脂有润滑作用,可以降低剪切效果,减少挤压物料与螺杆间的摩擦。当添加的油脂含量大于5%时,会降低纵向拉伸的强度,不易形成丝状结构。如果配方中含有大量的油脂,则需要加长模头来增加物料和模腔之间的摩擦力,使其植物蛋白形成丝状结构[2]。植物蛋白与多糖类物质混合后进行高水分挤压,对其重组后的组织化构成也有着重要的影响。例如通过添加淀粉,或是加入麦芽糊精能够提升重组植物蛋白的纤维组织化程度。高水分蛋白挤压过程中,加入的多糖类物质处于游离状态,从而使蛋白分子更容易发生定向再结合,提高挤出方向的蛋白分子的聚集,使得挤出物更容易形成一定的纤维结构。
1.3.3 挤压操作参数对蛋白特性变化的影响
相关文献综述针对挤压组织化蛋白特性的变化与挤压操作参数之间的影响关系进行了系统的研究。Hayashi等[11]认为挤压温度是影响大豆组织化结构的重要参数之一。在高水分蛋白挤压过程中,要想使植物蛋白形成组织化结构,需要使其充分变性,因此蛋白变性温度(熔融体形成温度)是一个关键因素。除挤压温度外,其他操作参数均对植物蛋白的变性程度具有一定的影响。Cheftel等[10]通过研究表明,在物料水分含量相对较低的情况下,套筒温度(140~180℃)越高,其挤出蛋白的组织化程度越好;当物料的水分含量大于60%时,套筒温度大于150℃且物料在套筒内的停留时间不少于150 s,植物蛋白才能充分变性。Thiebaud等[12]认为螺杆转速和喂料速度也会对植物蛋白的组织化结构产生一定的影响,其主要通过影响套筒填充度和物料的滞留时间来影响蛋白的变性程度。
1.3.4 高水分组织化蛋白分子间作用力
Ke shun liu等[13]将两种商业化的分离蛋白与谷朊粉和小麦淀粉混合后作为原料,进行高水分挤压,并对其高水分组织化蛋白的化学键进行了研究,其得到的结论为维持高水分组织化蛋白分子间作用力是疏水作用、氢键和共价二硫键,而疏水作用、氢键是影响蛋白分子间作用力的主要因素。陈锋亮等[14]以分离蛋白为原料也得到了类似的结论。
1.4 水分在挤压组织化蛋白过程中的作用
物料水分含量是影响挤压反应过程的重要因素。国内外一些研究者将物料水分含量从挤压系统参数中单独列出来进行研究,足见其在挤压过程中的重要作用。Sheard等[15]研究认为,挤压体系中物料的水分含量是影响蛋白变性温度的重要因素。在物料水分含量较高的情况下,蛋白分子的聚集主要依靠疏水作用;而随着物料水分含量的降低,二硫键形成较多,使其取代疏水作用成为稳定蛋白分子聚集的作用力。二硫键作用、阳离子为中介的静电作用以及疏水作用影响着挤压后蛋白质所形成的三维立体网络结构,以上三种因素对挤压组织化蛋白的构造有着重要影响[8]。Akdogan[16]采用带狭缝模头的双螺杆挤压机对高水分挤压过程的系统参数进行研究,发现当各挤压操作参数保持不变时,模头压力、螺杆扭矩以及单位机械能耗随着物料水分含量的增加而减小,且变化显著。Lin等[17]研究了大豆蛋白高水分挤压组织化工艺中,挤压操作参数与挤压蛋白产品特性之间的相互关系。研究发现含水量较低(60%~65%)会导致产品温度以及模头压力的升高,挤出的蛋白产品质地较硬、具有较强的咀嚼性,且纤维结构较好。
魏益民等[1]对低温脱脂豆粕的高水分挤压过程以及挤压蛋白产品的组织化结构进行研究,提出了高水分挤压过程中蛋白质纤维状结构形成的“膜状气腔”理论假设,其具体内容为蛋白质分子受热发生变性,其内部化学键发生复杂反应,改变蛋白质分子的天然结构。水分的汽化使蛋白质形成了“膜状气腔”,机筒“熔融体”内的“膜状气腔”在螺杆推力和压力的作用下,沿轴向(挤出方向)呈线性定向排列运动。在模具形状、压力和突然冷却的多重作用下,“膜状气腔”被压缩成斜长形“细胞”状组织,从而形成具有纤维状、且具有类似肉类咀嚼感(弹性)的组织化蛋白产品。该理论指出水分在挤压蛋白产品纤维组织化结构形成的重要作用,揭示了植物蛋白高水分挤压产品纤维状组织化结构形成的原因和过程,对其挤压机理的研究以及该技术的开发与利用具有重要的指导意义。陈锋亮等[14]为揭示植物蛋白挤压加工过程中高水分挤压技术优于中低水分挤压技术的本质原因,对前人所提出的“膜状气腔”理论假设中水分对挤压产品纤维化结构形成的重要性进行验证,其研究采用双螺杆挤压机,以大豆分离蛋白(SPI)为原料,在物料水分为28%~60%、挤压温度为140~150℃的试验范围内,通过在线检测和理论推导,对挤压过程中水分的形态、分布以及高水分引起的挤压系统和产品特性的变化进行深入分析,论证了水分在挤压组织化过程中的重要作用。
1.5 模头在挤压组织化蛋白过程中的作用
模头是挤压机的重要部件,它不仅可以稳定挤出物料的流量,还可以通过更改模头得到相应的产品形态[19]。因此模头的设计是影响挤出产品质量的重要因素。带冷却的模头可以增加挤出物的黏度,得到弹性、流动性合适的组织化蛋白[2]。Harper[18]提出冷却模头使蛋白晶体产生纵向拉伸,拉伸过程中内部结构形成“气泡”使产品分层,形成类似于肉的结构。模口处物料的温度对挤压蛋白组织化结构的影响起着重要的作用,控制模口处物料的温度是保证产品质量的关键。模口处物料温度主要受挤压操作参数影响。
影响蛋白组织结构的另一个重要因素是模孔的大小,它影响着熔融体的流速。模孔的尺寸越大,其相应套筒内的熔融体的流速以及剪切应力会明显降低。有研究采用三菱FT-60N双螺杆挤压机在60%水分下挤压脱脂豆粉,分别采用1、3和5 mm的模孔进行试验。采用5 mm的模孔生产出的组织化蛋白光滑、有韧性,且具有较高的纵向以及横向拉伸强度,而采用1、3模孔生产出的组织化蛋白韧性较差,且拉伸强度较低[10]。这是由于采用较窄的模孔进行挤压,物料不易挤出,在机筒内受到的剪切力过多,使其产品组织结构被破坏。因此,合适的模孔尺寸是获得好产品的重要保证。
2 总结与展望
植物蛋白的高水分挤压组织化技术作为一项高新技术,由于其原料在挤压过程中发生的复杂理化改变,以及挤压产品的质构、理化特性等问题,使得各国学者纷纷对其加工工艺以及机理的研究展开了探讨。本文简要阐述了高水分组织化蛋白加工过程中,在原料的选择、设备的制造、工艺的开发和高水分挤压基础理论的研究等方面所取得的相关进展。在我国随着生活水平的提高,人们对合理膳食、日常营养摄入的要求越来越高。利用高水分挤压技术生产的植物蛋白产品必将具有广阔的市场和发展前景。
[1]魏益民,康立宁,张波,等.高水分大豆蛋白组织化生产工艺和机理分析[J].农业工程学报,2006,22(10):193-197
[2]Noguchi A.Extrusion Cooking of high-moisture protein foods[M]//Mercier C.,Linko P.,Harper J.M.Extrusion Cooking:American Association of Cereal Chemists.1989:343-370
[3]陈贵堂,赵霖.植物蛋白的营养生理功能及开发利用[J].食品工业科技,2004,25(4):137-140
[4]Singh P,Kumar R,Sabapathy SN,et al.Functional and edible uses of soy protein products[J].Comprehensive Reviews in Food Science and Food Safety,2008,7(1):14-28
[5]Dahl SR,Villota R.Twin screw extrusion exturization of acid and alkali denatured soy proteins[J].Journal of Food Science,1991,56:1002-1007
[6]Isobe S,Noguchi A.High moisture extrusion with a twin–screw extruder:fate of soy protein during the repetition of extrusion cooking[J].Nippon Shokuhin Kogyo Gakkaishi,1987,34:456-461
[7]康立宁.大豆蛋白高水分挤压组织化技术和机理研究[M].杨凌:西北农林科技大学,2007
[8]Areas J A G.Extrusion of food proteins[J].Critical Reviews in Food Science and Nutrition,32:365-392
[9]Tolstoguzov V.B.Thermoplastic extrusion-the mechanism of the formation of extrudate structure and properties[J].Journal of the American Oil Chemists'Society,1993,70(4):417-424
[10]Cheftel J C,Kitagawa M,Queguiner C.New protein texturization processes by extrusion cooking at high moisture levels[J].Food Reviews International,1992,8:235-275
[11]Hayashi N,Abe H,Hayakawa I,et al.Texturization of dehulled whole soybean with a twin screw extruder and texture evaluation[M]//Food Processing by Ultra High Pressure Twin-Screw Extrusion.1992:133-146
[12]Thiebaud M,Dumay E,Cheftel JC.Influence of process variables on the characteristics of a high moisture fish soy protein mix textured by extrusion cooking[J].Lebensmittel-Wissenschaft Und-Technologies,1996,29:526-535
[13]Ke Shun Liu,Fu-Hung Hsieh.Protein-Protein Interactions in High Moisture-Extruded Meat Analogs and Heat-Induced Soy Protein Gels[J].Journal of the American Oil Chemists'Society,2007,84:741-748
[14]陈锋亮.植物蛋白挤压组织化过程中水分的作用[D].北京:中国农业科学院,2010
[15]Sheard P R,Fellowa A,Ledward D A,et al.Macromolecular changes associated with the heat treatment of soya isolates[J].Journal of Food Technology,1986,21(1):55-60
[16]Akdogan H.Pressure,torque,energy responses of a twin screw extruder at high moisture contents[J].Food Research International,1996,29:423-429
[17]Lin S,Huff H E,Hsieh F.Extrusion process parameters,sensory characteristics,and structural properties of a high moisture soy protein meat analog[J].Journal of Food Science,2002,67(3):1066-1072
[18]Harper J M.Extrusion of Foods[M].Boca Raton:CRC Press,1981
[19]Akdogan H,Tomas R L,Oliveira J C.Rheological properties of rice starch at high moisture contents during twin screw extrusion[J].Lebensmittel-Wissenschaft Und-Technologies,1997,30:488-496
[20]魏益民,张波,陈锋亮.食品挤压理论与技术(下卷)[M].北京:中国轻工业出版社,2010
[21]杨耸,朱秀清.高湿挤压生产技术的现状及发展[J].大豆通报,2008(2):37-39.
The Current Situation and Development of Vegetable Protein's High Moisture Extrusion Technology Organization
Gao Yang Xie Tiemin Li Zhebin Hong Bin Zhang Yinglei Lu Shuwen
(Food Processing Institute,Heilongjiang Academy of Agricultural Sciences,Harbin 150086)
The paper summarizes researches of high moisture protein extrusion technology combined with related literature at home and abroad.Extruders can be used as bioreactors for processing vegetable protein by high moisture extrusion texturization.In this paper,the phylogeny of high moisture extrusion,equipment,mechanism and technical characteristic are discussed.The research reviews the protein reactions during high moisture extrusion texturization and the extrusion parameter influences that vegetable-based proteins are formed fibrous structures in the extruder for high moisture systems.It also states the research dynamic.and developing prospect.
vegetable protein,high moisture extrusion,protein structure,rheological properties
S-1
A
1003-0174(2012)08-0124-05
黑龙江省青年科学基金(QC2010118),黑龙江省自然科学基金(ZD20080101),黑龙江省科技计划(GB09 A509)
2011-11-03
高扬,男,1984年出生,硕士,农产品加工
解铁民,男,1978年出生,副研究员,农产品加工
猜你喜欢
轻合金加工技术(2022年5期)2022-12-26
一重技术(2021年5期)2022-01-18
辽宁石油化工大学学报(2021年6期)2022-01-04
轻合金加工技术(2021年6期)2021-12-31
河南工业大学学报(自然科学版)(2021年3期)2021-07-13
重型机械(2020年3期)2020-08-24
中国粮油学报(2019年4期)2019-07-12
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
农业工程学报(2019年1期)2019-01-18